過程工藝曲線綜合相似模型及應用
2012-07-11 07:42:44王維慧
制造業自動化 2012年19期
李 俊,石 艷,周 敏,王維慧
(四川理工學院 機械工程學院,自貢 643000)
0 引言
由于經濟或技術的限制(如工藝技術限制、缺乏適當的傳感器),工業過程中一些重要的質量指標通常不便通過傳感器在線實時測量。隨著應用數學和計算機的發展,基于推斷控制思想[1],軟測量(Soft sensor)技術應運而生,即根據易測過程輔助變量(即二次測量變量(Secondary Measurements)),對某些不可測主要變量(如質量指標)進行估計。20世紀90年代軟測量被列為過程控制的幾個主要發展方向之一[2]。目前,軟測量的研究內容已從線性發展到非線性、從靜態發展到動態、從無校正功能發展到有校正功能,成果矚目[3]。模型是軟測量技術的核心。然而,過程工業通常具有較復雜的機理和流程,產品質量受多個工藝參數和各種現場不確定性因素的復雜影響,無論是數據驅動建模還是機理建模,模型的泛化能力成為大多數軟測量技術的主要障礙。在此情況下,控制好相關工藝參數并通過定期進行產品抽檢和離線分析,以此來保證產品質量,這種方式不便于工藝改進和生產管理,而且耗時。
通常,產品質量是通過嚴格制定生產工藝并以此為依據進行實時控制來得到保證,生產過程主要工藝參數與擬定工藝之間的相似程度,既反映了工藝參數的控制質量,也反映了產品的質量。相似性是同類或異類對象的本質特征,相似性分析和定量描述在模式識別、數據挖掘、機器學習等領域已有著廣泛的應用。然而,傳統的相似度算
法由于其研究應用目的不同,對于過程工業復雜過程曲線之間的相似度分析,有著一定的局限性。本文根據復雜過程工藝曲線與產品質量之間的關系及特點,借助于過程工藝曲線之間的對比分析,建立過程工藝曲線之間的綜合相似度模型,并在磁瓦燒結過程溫度曲線相似分析中進行了應用。
1 相似度概念
曲線之間的相似性測度一般可以通過某種距離測度數值指數來表示,如Minkowski距離、歐氏距離(Minkowski距離的特例)、Fréchet 距離和Hausdorff距離。在模式識別及相關領域中,最典型的是Hausdorff距離和Fréchet距離。
定義1[4,5]:設有離散點集P,Q:[0,1]→R2表示的曲線,表示歐氏范數,則Hausdorff 距離和Fréchet距離分別定義如下:
1)設δH(P,Q)表示P和Q之間的Hausdorff 距離,則:

其中,

2)以 δF(P,Q)表示P和Q之間的Fréchet距離,則:

其中,α,β:[0,1]→ [0,1]是任意非降函數,α(0)=β(0)=0,α(1)=β(1)=1。定義2[6]:給定兩曲線的函數ΘA(s),ΘB(s),基于函數空間Lp度量定義曲線間的相似度:

上述相似度定義以曲線的點集或特征集為數據集,基于Minkowski距離測度來描述曲線間值的差異,并根據兩個數據集之間的最大距離值是否小于給定閾值參數ε進行相應的決策判斷或分類。復雜生產過程的產品質量往往受到不同工藝參數不同程度的影響,且工藝歷程不同階段的影響程度不同,傳統相似度沒有考慮這些特點;同時,傳統相似度對測量過程中的異常點和增益比較敏感,缺乏對曲線形態相似的表征。
2 工藝曲線綜合相似度模型
曲線間的相似包括距離相似和形態相似。理論分析和實驗結果表明[7],任何一種方式均不能全面的反映兩個曲線或向量之間的相似或差異,兩種測度的綜合可以更合理、更準確地描述曲線之間的相似性。同時,復雜生產過程往往受到不同工藝參數不同程度的影響,工藝歷程不同階段的影響程度不同,工業現場測量不可避免地存在異常點。然而,傳統的相似度大多以經典距離度量反映兩條曲線之間值的差異或相似,不足以表征這種差異的分布信息,也沒有反映出復雜過程生產過程的特點,而這些是復雜過程曲線相似性分析需要考慮的基本因素。
數學上,曲線形態變化可通過切線的變化來表征。對于二維工藝曲線,在時間坐標(橫坐標)確定的情況下,可以離散數據集的差分來表征曲線的形態變化,如果將橫坐標軸對應的采樣周期長度作為單位量,差分量的反正切值可近似為曲線各點與橫坐標軸的夾角(范圍為[-π/2,π/2]),而反正切函數在[-π/2,π/2]上是單調函數,且對異常值不敏感。同時,熵信息表征反映的是數據分布的隨機特性,數據分布越不均勻其熵值越小,反之越大。因此,在復雜過程曲線相似性分析中引入熵,既可以表征出曲線某種屬性的相似性,又可以反映出這種相似沿曲線的分布信息。
假設一個生產過程,有M個對產品質量或性能有重要影響的工藝參數,不同參數對產品質量性能的不同影響用向示;不同工藝參數對應的擬定工藝曲線和實時工藝曲線分別為Pi和 Qi(i=1,2,…,M),對應的離散點集 分 別 為 {Pi(t1),Pi(t2),…,Pi(tTi),} 和 {Qi(t1),Qi(t2),…,Qi(tTi),} (Ti為第i個工藝參數的采集點數或生產周期);由于工藝歷程不同階段對產品質量的影響程度可能不同,將一個生產周期內的工藝曲線分成N個不同階段,對產品質量性能的影響用向量
首先,構造差分向量:
其中,
根據曲線間的角度差定義形態相似度,

其中,SFij即為曲線之間的形態相似程度,nj為j段的數據點數。
同時,根據曼哈頓距離,曲線間的距離相似可表示為:

Rdi(tk)反映了工藝參數的實時值相對于設定值(即擬定工藝值)的波動情況,也是控制誤差的反映,Rdi(tk)越大則表示偏差越小,控制效果越好,對產品質量的影響越小。
根據信息熵定義曲線距離相似度為:
由式(11)和式(13)定義過程曲線綜合相似度為:

其中,ρ為綜合考慮數據變化特征后所確定的形態相似度對綜合相似度的影響系數。
3 磁瓦燒結過程工藝曲線相似性分析
燒結是磁瓦生產的關鍵工序,燒結工藝及其檢測控制水平直接影響到固相反應程度及最終的材料組成、密度、晶粒大小、機械強度、外觀尺寸等,對磁瓦的性能、機械強度和物理特征起著決定性的作用,燒結溫度是最的關鍵控制參數,包括升溫速率、最高溫度、保溫時間和降溫速度[8,9]。燒結爐爐體長,燒結過程長達10多個小時,燒結過程復雜,不確定性因素多,為了對燒結坯件的質量和性能進行控制,并方便工藝改進和生產管理,下面應用曲線相似度模型對燒結過程溫度控制性能進行評價,以此作為磁瓦燒結控制和質量評價的參考。圖1是磁瓦燒結擬定工藝曲線與仿真曲線的相似性分析。


圖1 磁瓦燒結溫度曲線對比
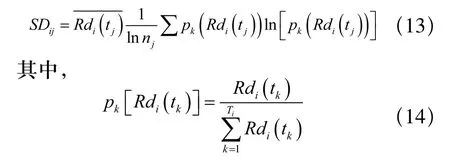
根據磁瓦燒結工藝,將燒結溫度曲線分成五個階段,ρ=0.3,Ws={0.15,0.25,0.2,0.25,0.15},在實際生產過程中,針對具體情況(產品性能和原材料等),向量Ws和ρ的確定也不同。據綜合相似度算法,圖1的計算結果如表1所示。
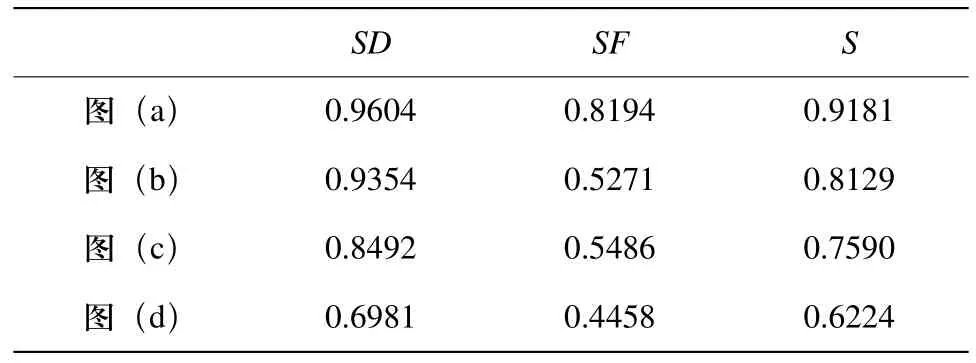
表1 相似性計算結果
由表1可知,從圖1(a)~(d)距離相似性減小,說明過程曲線間的距離波動越大,其距離相似性越差;圖1(a)的形態相似性較圖(b)大,說明在距離差相差不大的情況下,曲線變化平緩時具有較高的相似度,過程曲線變化越頻繁,曲線的形態波動越大,形態相似性降低。上述結果表明,過程曲線相似度能夠反映實際過程曲線的相似性。
4 結束語
過程工藝曲線的相似性分析對于過程工藝控制性能的在線分析和工藝改進具有重要意義。傳統相似度以距離測度為基礎,沒有考慮曲線間的差異分布情況和復雜生產過程的特點,且缺乏對曲線形態相似的表征,不適于過程工藝曲線的相似性分析。本文以信息熵為基礎,借助于差分向量方向角的變化來表征曲線形態變化,以傳統距離測度表征曲線間的距離相似,并考慮復雜生產過程受不同工藝參數不同程度的影響,以及工藝歷程不同階段的不同影響,建立適合于復雜生產的過程工藝曲線相似性綜合分析模型。應用表明,研究模型能夠用于復雜過程曲線的相似度分析。
[1] Brosilow C. Inferential Control of Process[J]. AIChE. J.,1978, 24(3): 485-509.
[2] Macvoy T J. Contemplative stance for chemical process control [J]. Automatic, 1992, 28(2): 441-442.
[3] Ming T Tham, Gary A Montague, et al. Soft-sensor for process estimation and inferential control [J].J. proc. Cont,1991, 1(1): 3-14.
[4] H. Alt, C. Knauer, C. Wenk. Comparison of distance measures for planar curves. Algorithmica, 38(1): 45–58,2004.
[5] Eiter T.and Mannila H. Computing Discrete Fréchet Distance[R]. Austria:Technical Report CD-TR94/64,Information Systems Department, Technical University of Vienna, 1994.
[6] Esther M., Arkin L., Panl Chew, et al. An Efficiently Computable Metric for Comparing Polygonal Shapes[J]. IEEE: Trans. On Pattern Analysis and Machine Intelligence, 1991, 3(13): 209-216.
[7] WEN Bing-gong, FENG Wu-fa, LIU Wei, MA Yiwei. Matching and Classification Based on the Whole Comparability Measure of Spectral Curve [J]. Journal of Geomatics Science and Technology, 2009, 26(2): 128-131.
[8] 陳家才, 甘國友, 嚴繼康, 等. 高性能燒結永磁鐵氧體生產工藝的探討[J]. 云南冶金, 2006, 35(4): 36-41.
[9] 吳新元. 鐵氧體磁瓦機械強度影響因素分析[J]. 磁性材料及器件, 2007, 38(6): 61-62.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
質量技術監督研究(2018年1期)2018-03-26 08:04:36
山東工業技術(2016年15期)2016-12-01 05:31:22
新農業(2016年20期)2016-08-16 11:56:22
銅業工程(2015年4期)2015-12-29 02:48:39
