AC回轉(zhuǎn)工作臺式五軸機床后置處理器研究與實現(xiàn)
2012-07-04 09:42:36宋世柳梁蔓安唐清春黎家宏
制造業(yè)自動化 2012年11期
關(guān)鍵詞:功能
宋世柳,梁蔓安,唐清春,黎家宏
(廣西工學(xué)院 重型車輛零部件先進(jìn)設(shè)計制造教育部工程研究中心,柳州 545006)
0 引言
后置處理是在CAM功能完成刀位文件生成的前置處理基礎(chǔ)上,依據(jù)特定機床結(jié)構(gòu)生成特定數(shù)控系統(tǒng)所能夠識別的數(shù)控代碼的過程,是數(shù)控自動編程過程中一個重要組成部分。五軸聯(lián)動機床由于在三平移自由度的基礎(chǔ)上加入了回轉(zhuǎn)工作臺或擺動主軸,機床結(jié)構(gòu)變化多樣,運動軌跡坐標(biāo)變換算法也不盡相同,CAM模塊難以實現(xiàn)各類機床結(jié)構(gòu)的后置處理功能。此外各類數(shù)控系統(tǒng)中的某些特殊功能所對應(yīng)的G、M代碼的意義和格式也存在差異。開發(fā)與機床結(jié)構(gòu)和配套系統(tǒng)相適應(yīng)的后置處理軟件是五軸聯(lián)動機床國產(chǎn)化的迫切需求。本文在UG輸出的刀位文件基礎(chǔ)上,針對配以SIEMENS 840D系統(tǒng)、軸線垂直相交的AC回轉(zhuǎn)工作臺式數(shù)控機床的后置處理進(jìn)行了研究和實現(xiàn)。
1 機床運動軌跡坐標(biāo)變換
UG前置處理輸出的刀位文件主要描繪的加工走刀軌跡,是一系列由刀心坐標(biāo)Pw(x,y,z)和刀軸矢量Uw(i,j,k)聯(lián)合描述的刀具位姿的集合,是建立在工件坐標(biāo)系上的。而數(shù)控系統(tǒng)能夠識別的NC代碼則是建立在機床坐標(biāo)系上。因此,后置處理最重要的任務(wù)是根據(jù)具體機床結(jié)構(gòu),通過相應(yīng)的坐標(biāo)變換,將刀具位姿轉(zhuǎn)換成為機床坐標(biāo)系下由五個相互獨立驅(qū)動軸控制的平移坐標(biāo)Pm(X,Y,Z)和旋轉(zhuǎn)坐標(biāo)Um(A,C),并根據(jù)上下文中的APT語法格式,選擇合適的插補方式構(gòu)成這些坐標(biāo)間的運動進(jìn)給指令。
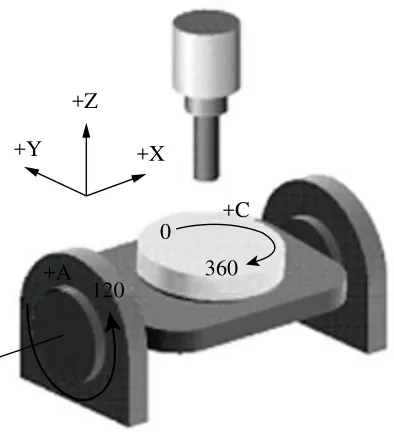
圖1 機床結(jié)構(gòu)

圖2 坐標(biāo)關(guān)系
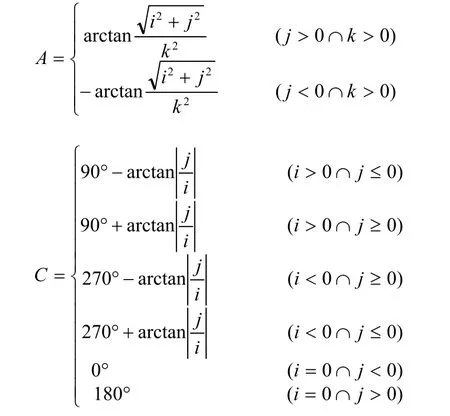
軸線垂直相交的AC回轉(zhuǎn)工作臺式數(shù)控機床的結(jié)構(gòu)如圖1所示,在直角三坐標(biāo)平移自由度的基礎(chǔ)上,工件可以通過回轉(zhuǎn)工作臺A或C分別繞X軸或Z軸自由獨立旋轉(zhuǎn)A角或C角;兩旋轉(zhuǎn)軸線垂直相交。機床運動坐標(biāo)的變換求解如圖2所示,回轉(zhuǎn)類零件的工件坐標(biāo)系OwXwYwZw原點通常取在自身回轉(zhuǎn)軸線上,并且裝夾于回轉(zhuǎn)工作臺C上,與機床坐標(biāo)系OmXmYmZm原點的位置關(guān)系是主軸Z方向d距離的平移。首先進(jìn)行坐標(biāo)平移變換TZ,使工件坐標(biāo)系原點與機床運動坐標(biāo)系原點重合;由于機床結(jié)構(gòu)限制了加工時刀具軸線必須平行于機床Z軸,所以機床需要分別驅(qū)動A、C兩回轉(zhuǎn)工作臺旋轉(zhuǎn)A、C角度,以滿足工件坐標(biāo)系下的刀軸矢量Uw要求。對應(yīng)的是要求工件坐標(biāo)系再進(jìn)行RC和RA坐標(biāo)旋轉(zhuǎn)變換。A、C角度與Uw的關(guān)系如圖3所示。回轉(zhuǎn)臺C首先旋轉(zhuǎn)角度C,使刀軸矢量繞Z軸轉(zhuǎn)到Y(jié)Z平面內(nèi),再利用回轉(zhuǎn)臺A旋轉(zhuǎn)角度A,使刀軸矢量繞X軸最終轉(zhuǎn)至與Z軸正方向一致。

圖3 A、C角度與Uw的關(guān)系
由上述的坐標(biāo)平移和坐標(biāo)旋轉(zhuǎn),可知機床坐標(biāo)系下的平移坐標(biāo)Pm與工件坐標(biāo)系下的刀心坐標(biāo)Pw的變換關(guān)系:

其中:

將刀位文件中的Pw、Uw依次通過上述坐標(biāo)變換轉(zhuǎn)換為機床運動坐標(biāo)Pm、Um,并結(jié)合上下文中的RAPID、CIRCLE等關(guān)鍵字,即可生成NC代碼中主要的運動位置控制類指令。如下段刀位文件:
SPINDL/RPM, 2500, CLW
RAPID
GOTO/64.9943, -74.8217, -83.2519, 0.2074234,0.1841824, 0.9607562
FEDRAT/200.0000
GOTO/80.7726, -71.9147, -71.6944, 0.2235172,0.1467847, 0.9635841
后置處理得到的NC代碼如下:
S2500 M03
GOO X-99.103 Y-19.282 Z70.677 A0.281 C2.297
G01 X-104.449 Y-43.516 Z51.950 A0.271 C2.152 F200.00
2 鉆削循環(huán)后置處理
出于方便編程和工藝功能多樣性的原因,各數(shù)控系統(tǒng)提供了大量未做統(tǒng)一規(guī)定的功能代碼;數(shù)控機床廠家也會根據(jù)具體需要自行定制功能代碼。例如常用循環(huán)加工,在FANUC Oi Mate和SIEMENS 840D系統(tǒng)中的代碼就不盡相同,并且其后的加工參數(shù)也會由于工藝的變化而存在較大差異。因此針對這些非標(biāo)準(zhǔn)的數(shù)控功能代碼,在后置處理中需要將刀位文件中的相應(yīng)偽碼轉(zhuǎn)換成為系統(tǒng)能夠識別的NC程序。
通常數(shù)控系統(tǒng)將孔系的鉆攻鏜循環(huán)加工實現(xiàn)于一類鉆削工藝子程序中,并將不同孔系的復(fù)雜鉆削加工過程簡化為子程序參數(shù)設(shè)置[2]。例如具有退刀排屑功能的深孔鉆削循環(huán)工藝過程如圖4所示。與其相對應(yīng)的在UG前置處理輸出的鉆削循環(huán)部分刀位文件APT格式如下:
CYCLE/DRILL,DEEP,STEP[,data[,data…]],DWELL
[,data],RAPTO[,data],FEDTO[,data],RTRCTO[,data], MMPM[,data],OPTION GOTO ……CYCLE/OFF
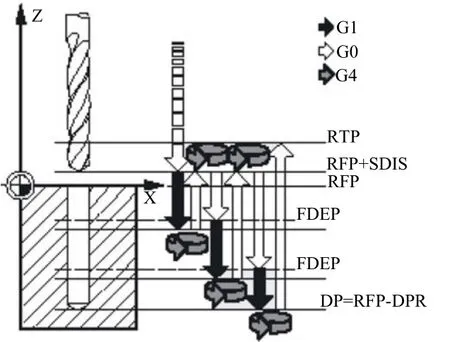
圖4 帶退刀排屑功能的深孔鉆削工藝
表1列出了實現(xiàn)這一鉆削循環(huán)加工對應(yīng)的840D系統(tǒng)CYCLE83指令和Oi MA系統(tǒng)G83指令的參數(shù)及對應(yīng)的工藝要求和APT關(guān)鍵詞。
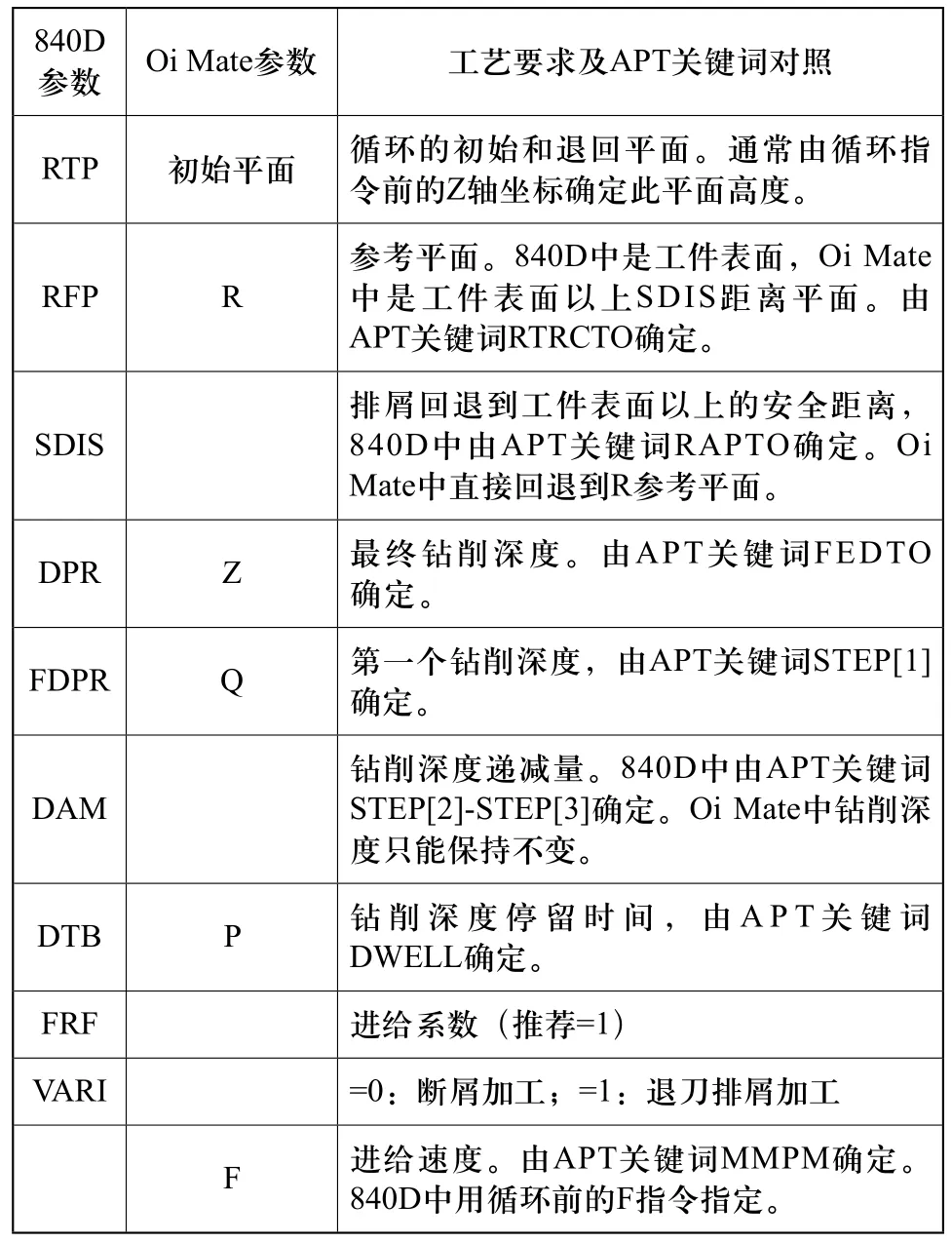
表1 深孔鉆削循環(huán)指令參數(shù)對應(yīng)關(guān)系
對于SIEMENS 840D數(shù)控系統(tǒng)的機床,后置處理程序順序讀取刀位文件時,在CYCLE/DRILL,DEEP關(guān)鍵字處,需要選擇CYCLE83指令,并依據(jù)上述各工藝參數(shù)的對應(yīng)關(guān)系,完成指令參數(shù)的變換。結(jié)果如下:
UG刀位文件:
CYCLE/DRILL,DEEP,STEP,40.000,35.000,30.000,D WELL,1.00 0,RAPTO,5.000,FEDTO,-105.000,RTR CTO,10.000,MMPM,200.000,OPTION
GOTO 150.000,35.000,140.000,0.000,0.000,1.000
GOTO -150.000, 35.000,140.000,0.000,0.000,1.000
CYCLE/OFF
相應(yīng)后置處理結(jié)果:
G00 X150.000 Y35.000 Z150.000 F200.000
CYCLE83(150.000,140.000,5.000,,105.000,,40.000,
5.000,1.000,,1,1)
G00 X-150.000 Y35.000 Z150.000 F200.000
CYCLE83(150.000,140.000,5.000,,105.000,,40.000,5.000,1.000,,1,1)
3 結(jié)束語
對AC回轉(zhuǎn)工作臺式數(shù)控機床的后置處理中主要的運動軌跡坐標(biāo)變換進(jìn)行了研究,給出了坐標(biāo)變換求解方法;并對840D、Oi Mate數(shù)控系統(tǒng)中的某類非標(biāo)準(zhǔn)功能代碼的轉(zhuǎn)換進(jìn)行了論述。最后在以UG前置處理輸出的刀位文件基礎(chǔ)上,使用Visual C++對上述后置處理功能進(jìn)行了實現(xiàn)。在具有此類機床結(jié)構(gòu)的BV-100數(shù)控機床上加工某葉輪樣件驗證了后置處理算法的正確性,如圖5所示。開發(fā)的后置處理軟件具有較好的生產(chǎn)應(yīng)用價值。
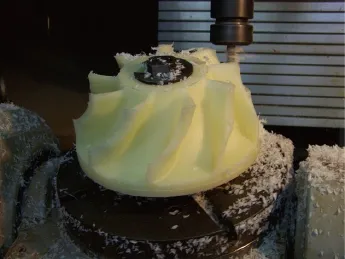
圖5 葉輪樣件的加工
[1] 王愛鈴, 沈興全, 吳淑琴, 等.現(xiàn)代數(shù)控編程技術(shù)及應(yīng)用[M].北京: 國防工業(yè)出版社, 2005.
[2] 西門子Sinumerk 840D循環(huán)編程手冊[M].SIEMENS公司, 2008.
[3] 王宏蓮.Sinumerk 802D孔加工固定循環(huán)后置處理分析與開發(fā)[J].制造技術(shù)與機床, 2009(10): 157-159.
[4] 梁蔓安, 唐清春, 黎家宏.基于UG的五軸聯(lián)動機床后置處理器的研究與實現(xiàn)[J].組合機床與自動化加工技術(shù),2011 (6): 16-20.
[5] 周立波, 李厚佳.基于UG的加工仿真及后置處理器的開發(fā)[J].制造業(yè)自動化, 2007(2): 47-50.
猜你喜歡
鐘表(2023年5期)2023-10-27 04:20:44
中華詩詞(2022年6期)2022-12-31 06:41:24
當(dāng)代陜西(2021年21期)2022-01-19 02:00:26
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年1期)2020-02-20 13:23:44
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年11期)2019-01-14 03:07:20
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造技術(shù)與機床(2017年3期)2017-06-23 08:11:33
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學(xué)報(2016年1期)2017-01-20 08:21:20
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年22期)2014-03-01 04:32:55
