多線切割中溫度對懸浮液的影響
2012-06-28 02:57:02欒國旗
電子工業專用設備 2012年2期
欒國旗
(中國電子科技集團公司第四十六研究所,天津300220)
多線切割機(Multi-wire saw,簡稱線鋸)以極高的生產效率和出片率廣泛應于光伏及半導體硅片加工領域。多線切割機的原理是通過伺服電機控制的放線輪拉出的鍍銅拉絲繞過幾個起轉向作用滑輪,然后經過控制張力的控制器,在切割室內連續纏繞在2~4個主導輪上,形成一個在水平面上彌補的平行線網。而在線網的上方,單晶的兩側布置有砂漿噴灌提供穩定的砂漿流量。鋼絲繞過線網后再通過滑輪和張力回到收線輪上,在切割時高速運動的鋼線攜帶附著在鋼絲上的SiC磨料對硅棒進行研磨從而達到切割的效果。所以利用線切割設備的先進工藝和技術特性來降低硅片成本、節約原材料、提高生產效率已成為該領域目前關注的焦點。
切割過程是造成硅片表觀缺陷、應力、破損和機械損傷的最主要工序[1]。因此研究線切割的工藝機理,研制新型懸浮液以及控制其切割溫度,對半導體行業的發展有著重要的指導意義。
1 懸浮液特性
1.1 懸浮液
性能優良的懸浮液兼有切削、粘滯、冷卻三大功能,在懸浮液中加人切割砂(主要成份為SiC)后的懸浮液又稱砂漿。常用懸浮液為無色透明液體,主要成分為乙二醇,具有粘滯性,能攜帶SiC顆粒隨線網一起運動。相比傳統內圓切割,多線切割所用的懸浮液能有效降低硅片表面損傷應力、減小硅片的切割損傷層、提高切削速度。
懸浮液的主要性能分析:
1)懸浮液能吸附在SiC顆粒表面上產生位壘,使顆粒分散開來,達到分散、懸浮的特性;提高SiC的分散穩定能力,防止顆粒團聚粘結,避免在硅片表面形成短粗的淺劃傷[2]。
2)懸浮液的潤滑作用能減小SiC顆粒對硅片的強機械摩擦,使硅片表面與SiC間的摩擦轉化為潤滑膜分子間的內摩擦,使摩擦副運動平穩,提高切削速度;摩擦生熱小,減小了切割損傷、應力和微裂[3,4]。所謂潤滑作用,是指懸浮液滲入線網一硅片及線網一碎屑之間形成潤滑膜。由于這層潤滑膜,使得這些界面的摩擦減輕,切削熱、SiC顆粒磨損、硅片表面損傷均減小。
3)懸浮液的滲透性為其重要性質,滲透性表現為液體的黏度和浸潤性。切割前沿溫度很高,高溫可使懸浮液呈汽化分解狀態滲人切割前沿,氣體比液體黏性力小,即使微小的間隙也能滲人。懸浮液滲人高溫切割前沿區域內,通過對流和汽化把切削過程產生的熱量帶走,降低切割前沿溫度,減少堿性懸浮液對硅片表面的氧化作用以及精細工件的熱變形,使硅片的表面化學作用一致性好,并且它本身還應具備良好的散熱能力。
4)切割過程產生的大量碎屑和硅粉,容易互相粘結且粘附在硅片和線網上,影響硅片表面粗糙度、降低切割精度,因此要求懸浮液具有清洗功能,其與液體的滲透性、流動性、黏度等因素有關。懸浮液中含有表面活性劑,可以包附在碎屑周圍,使其容易脫落清洗,并附著在硅片表面抑制周圍顆粒的污染。
1.2 懸浮液粘溫特性
由于超薄線切對硅片幾何參數要求嚴格,對工件室的機械系統精度要求甚嚴,故線切割過程中的溫度控制至關重要。線鋸切割時間一般為幾個小時,長時間的溫升積累會使機床變形,直接影響切片的質量,尤其是硅片的彎曲度、翹曲度等關鍵質量指標。所以,多線切割機都配有溫控系統。硅錠進行線切割時,砂漿嘴將砂漿噴在線網上,導輪轉動線網將砂漿帶進晶棒里。懸浮液溫度越高時,其分子熱運動加快,分子間引力減小,黏度隨之變小,SiC顆粒在鋼線上的附著能力就越差,在切割前沿造成SiC堆積,切割時線鋸的切削能力下降,影響硅片的質量。這種情況經常出現,冬季的切割硅片質量比夏季好,主要原因就是懸浮液的粘度受到了環境溫度的影響。圖1為切割過程圖。
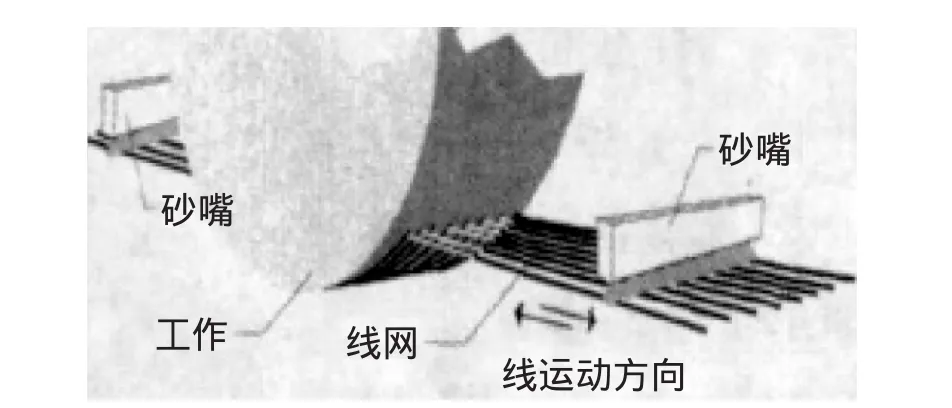
圖1 切割區示意圖
2 黏度測量實驗
當流體運動時,其內部出現相對運動,各質點間或流體層間會產生切向的內摩擦力以抵抗其相對運動,流體的這種性質被稱為黏性。液體黏度與溫度的關系非常密切。黏度與溫度并不成線性關系,它與溫度范圍有關,溫度越低黏溫關系越密切。液體的黏性來自分子引力,溫度升高,分子間的距離加大,分子引力減小,內摩擦減弱,黏度就降低。
2.1 實驗
本實驗用VA-04型旋轉黏度計測量懸浮液的黏度,轉子轉速為60 r/min。用TEFD型恒溫水浴加熱,外筒放置于水浴內,以2℃/min的速率升溫。先由室溫上升到100℃,測定溫度上升過程中懸浮液的黏度變化;再逐漸使懸浮液自然冷卻回復到室溫,測定溫度下降過程中懸浮液的黏度變化;然后水浴中加人冰塊,使懸浮液溫度由室溫逐漸降至0℃,再測定溫度下降過程中的黏度變化。測量之后,再分別以3種溫度(15℃、25℃、35℃)下,研究砂漿對切片質量的影響。
2.2 結果與討論
升溫和降溫過程懸浮液的黏度變化如圖2,可以看出:隨著溫度的上升,懸浮液黏度下降;反之則上升。溫度較低時,升溫和降溫過程的黏度曲線并不重合,所以黏度并不完全成彈性恢復。這是由于黏度變化的滯后現象和熱力破壞作用共同引起的。在降溫過程中,100~25℃之間懸浮液黏度變化較小,但降溫到20℃以下時,黏度有較大變化。這說明在低于20℃時,懸浮液的分子間引力明顯加強。理論與實踐證明,10~40℃為懸浮液的最佳工作溫度。黏度太大,容易造成SiC顆粒與切屑的相互粘結,增大切割阻力與表面損傷。黏度太小,攜帶SiC顆粒能力差、切割力小、切割效率低。

圖2 懸浮液的粘溫曲線
在熱場作用下,懸浮液從一種平衡狀態通過分子運動過渡到另一種平衡狀態需要一定時間,這種過程稱為松弛過程。由于懸浮液中含有大分子有機物,分子間次價鍵作用力很強,本體粘黏度很大,大分子含有各種大小不同的運動單元,因此在熱場作用下時,從一種平衡狀態過渡到另一種平衡狀態不能瞬時完成,需要一定的時間。大分子的松弛時間一般都較長,由于大分子運動單元的多樣性,各運動單元的松弛時間亦不相同。這就使得大分子高聚物的松弛時間不是一個單一值而是一個很寬的分布[5]。所以黏度曲線并不完全成彈性恢復。
在同一溫度下受熱,懸浮液黏度在開始階段明顯下降,這說明熱力對分子力具有破壞作用,但隨著加熱時間的延長,黏度趨于穩定。所以短時間的熱力對分子力有影響,但長時間的穩定熱力對分子力影響不大。切割前沿的高溫,使懸浮液中含有的有機物可能向碳化方向過渡,對懸浮液的黏度等特性有很大影響。本文對同種懸浮液的廢砂漿黏度也進行了測量(圖3),黏度相比懸浮液有所上升。因為混有了切削粉末和失水等原因,懸浮液濃度增大,黏度增大,廢砂漿回收意義重大。

圖3 廢砂漿的粘溫曲線
對比三種溫度(15℃、25℃、35℃)下懸浮液(砂漿)對切片質量的影響,試驗設備為中國電子科技集團公司第四十五研究所研制的DXQ-601A型多線切割機,切割參數如表1所示。

表1 三種溫度下切割參數
分別對編號1、2、3切割后的硅片隨機均勻抽取10片進行測試,測試結果如表2、表3所示。
再分別對比三種溫度下,TTV、Warp、Bow的變化,如圖 4、5、6 所示

表2 15℃砂漿切后幾何參數 μm

表3 25℃砂漿切后幾何參數 μm

表4 35℃砂漿切后幾何參數 μm
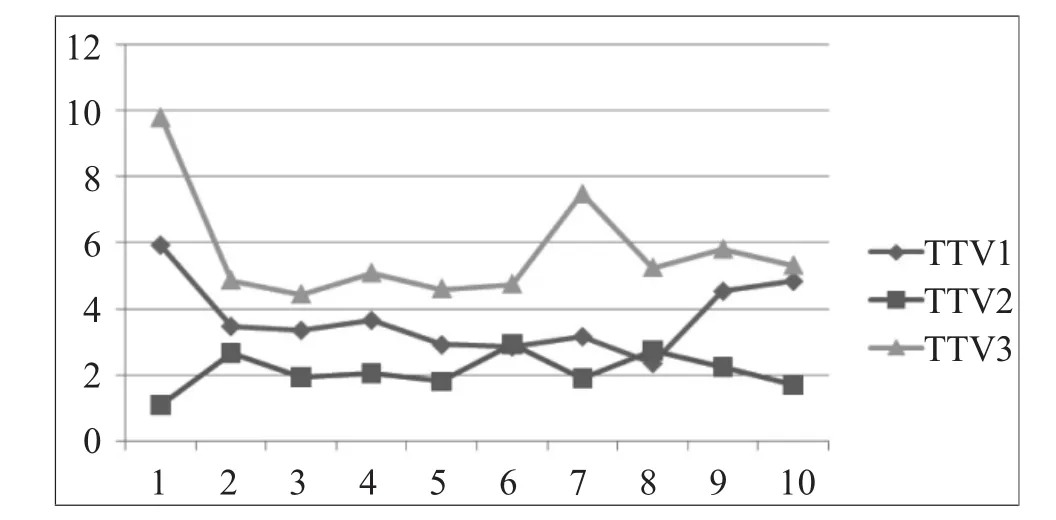
圖4 TTV變化

圖5 Warp變化

圖6 Bow變化
由圖 4、5、6可知,砂漿溫度適中時(25℃),其TTV,Warp,Bow都較溫度偏高和偏低時切割質量好,其中,溫度較高時,TTV與Warp都較溫度低時大,但Bow較溫度低時好。總體來說,砂漿溫度適中時,總體切割質量(幾何參數)要好。
3 結 論
1)懸浮液的黏度受溫度影響較大,0~25℃范圍內,黏度隨溫度降低迅速增大,25℃~100℃范圍內,黏度隨溫度升高黏度變化緩慢,呈非線性變化。
2)在熱場作用下,懸浮液從一種平衡狀態通過分子運動過渡到另一種平衡狀態需一定時間,所以懸浮液升溫和降溫曲線并不完全可逆。
3)切割硅片時,控制適宜的砂漿溫度(25℃左右),可以有效地控制晶片的幾何參數。
[1]檀柏梅,牛新環,趙青云,等.單晶硅線切割技術及切削液的分析研究[A].第十四屆全國半導體集成電路、硅材料學術年會論文集[c],珠海:2005,385-387.
[2]張楷亮,劉玉嶺,張建新,等.半導體硅材料加工技術分析及相關工藝化學品的研究[A].第十三屆全國半導體集成電路、硅材料學術會論文集[C],深圳,2003,90-105.
[3]劉玉嶺,檀柏梅,郝國強,等.硅的切削液的分析研究[J].電子器件,ZOOI,24(2):144-159.
[4]石森森.切削中的摩擦與切削液[M].北京:中國鐵道出版.1994.120-135
[5]櫻井俊男(日).切削液與磨削液[M].北京:機械工業出版社,1987.95-109
