客車軸承套圈外徑面橫向聚粉現象剖析
2012-06-20 00:52:48黃永華上海鐵路局合肥車輛段
上海鐵道增刊 2012年1期
黃永華 上海鐵路局合肥車輛段
我段對軸承套圈(外圈、內圈)進行磁粉探傷時,經常發現套圈外徑面上,沿圓周方向(橫向)顯示數量不等、長短不一的橫向條狀磁粉聚集現象。磁痕特征一般是方向較整齊、磁痕輪廓不分明、磁粉吸附較為松散,且嚴重程度還與縱向磁化電流大小有關,磁化電流越大,聚粉現象越加劇。全國客車軸承四大生產廠家即浦軸、哈軸、瓦軸、洛軸生產的提速客車軸承均不同程度地存在類似問題。套圈外徑磁痕顯示特征和分布如圖1所示。
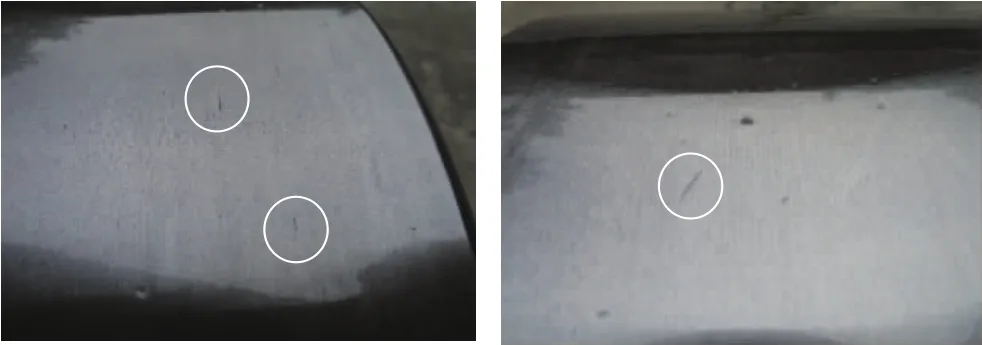
圖1 套圈外徑磁痕顯示特征和分布圖
經多次與軸承生產廠家聯系,發現廠家在出廠驗收過程中也經常發生此類現象,但軸承制造廠與段方使用部門所采用的探傷設備條件、掌握標準及磁化規范不完全統一,這樣在磁痕鑒別和缺陷性質的判定方面,往往處理意見不一致。盡快查找出外徑表面磁粉聚集的原因,采取必要的措施加以改進,對確保行車安全非常必要。為此,段方與軸承生產廠家聯合進行了進一步深入分析,查找原因并提出解決措施。
1 原因分析
1.1 對外徑面有聚粉的套圈取樣進行分析
(1)取2件外徑面有聚粉的外圈進行酸洗檢查,聚粉的部位沒有磨削燒傷,外徑面的磁痕方向與砂輪磨削方向基本一致,因此,可以認為外徑磨削工藝適當,可排除是磨削產生的磁痕,因為磨削工藝不恰當造成的磨削裂紋與砂輪磨削方向相垂直。
(2)取2件外圈進行硬度檢測,分別為HRC 60和HRC 60.5,對外徑聚粉的部位采取線切割切塊取樣,做金相顯微組織分析,金相組織正常。因此,可以認為套圈的熱處理質量是合格的。
(3)取2件外徑聚粉的外圈(其中1件外徑面的聚粉部位有磕碰傷,1件外徑面的聚粉部位肉眼觀察不到明顯磕碰傷痕跡),分別進行磨削試驗,每次磨削量0.05 mm后接著再進行探傷檢查,依此反復試驗,直到磨削去掉0.25 mm以后,原吸附磁粉的部位才不再重現聚粉現象。
(4)觀察套圈外徑面磁痕特征,磁痕顯示的方向比較整齊,磁痕輪廓不分明,磁粉吸附較為松散,據此可以判斷此類磁痕不是材質發紋。這是因為發紋是鍛造加工前鋼材內部組織不均勻,晶粒粗大,晶界處存在縮松、非金屬夾雜物、氣泡等缺陷,經碾壓后,沿著金屬纖維方向被拉伸而形成的。發紋應當是沿著鋼材(圓鋼)纖維組織方向分布,呈連續或斷續的細直線,但發現的此類聚粉均是沿著圓周方向分布,發紋產生的磁痕特征非常細小,很淺,且均勻而不濃密,但輪廓清晰。
從套圈的磨削質量、熱處理質量、原材料質量等方面進行初步的分析和檢驗,可以排除此類磁痕并不是真正的裂紋缺陷磁痕。
1.2 對套圈外徑面顯示的橫向磁痕特征進行分析
(1)一般在套圈的外表面上聚粉較明顯,而內表面上極少產生。造成的客觀原因是:套圈在加工過程中,因上下料、清洗、檢測、組裝、運輸等環節,其外表面極易發生磕碰傷、劃傷等,極易導致外徑面產生局部冷作硬化現象,即在受傷部位發生一定程度的塑性變形。分析金屬的晶體結構,金屬的塑性變形可以看成是組成金屬的多晶體的許多晶粒之間發生扭曲變形,必然產生一定的內應力[1]。因此,套圈外表面在發生磕碰傷、劃傷后,產生冷作硬化,就會產生一定的內應力,該部位很容易產生應力集中現象。
特別在套圈精磨加工階段,一些進口高精度磨床自動化程度高,且大多數配置工件上下料跑道裝置,套圈在跑道的彎曲部位(彎道)滾動時,外徑表面極容易造成相互斜向碰撞(即圓弧面與外徑面相撞擊),磕碰現象越嚴重,越容易產生冷作硬化,導致表面應力集中。
(2)磁粉探傷中,套圈外徑面較多地顯示此類聚粉現象,是在NJ3226X1、NJP3226X1提速客車軸承中出現的。在此之前生產的4(15)2726QT型普通客車軸承的外徑面聚粉現象并不十分明顯。
NJ3226X1、NJP3226X1提速客車軸承套圈采用GCr18Mo電渣重熔鋼進行等溫淬火處理,獲得下貝氏體組織,具有高硬度、高強度和一定的塑性和韌性,綜合機械性能優良。而4(15)2726QT客車軸承套圈材料采用GCr15真空脫氣鋼,采用淬火和低溫回火處理,主要獲得馬氏體組織,具有高硬度、高耐磨性,但塑性、韌性較差,脆性很大[2]。因此,NJ3226X1、NJP3226X1提速客車軸承套圈更容易產生塑性變形和冷作硬化現象,其表面受撞擊后,磕碰部位更容易產生應力集中。
(3)從上述兩個顯著特點分析可以得知,提速客車軸承套圈外徑面的此類聚粉是由于加工過程中外徑表面發生多次磕碰傷,產生塑性變形和冷作硬化所致。
磁粉探傷是基于缺陷處的漏磁場與磁粉的磁吸附而建立的磁痕(磁粉聚集的圖像)來進行缺陷識別的。一般將磁痕分為相關磁痕、非相關磁痕、假磁痕三類。假磁痕的形成與漏磁場無關。相關磁痕是漏磁場產生的,漏磁場是裂紋缺陷形成的,相關磁痕對零件的使用性能和安全性能影響極大。
非相關磁痕也是漏磁場產生的,但漏磁場不是來源于真正的裂紋,非相關磁痕、假磁痕一般都不會影響零件的使用功能。引起非相關磁痕的原因主要有以下方面:①零件結構或截面發生突變處;②零件內部磁導率有差異處;③零件內部金相組織不均勻;④金屬流線,是沿流線方向成群的平行磁痕,呈不連續散狀,與磁化電流過大有關,常出現于軸承零件端面部位;⑤磁寫(當兩個已磁化的工件互相接觸,在接觸部位便會產生磁性變化,導致磁力線發生畸變,產生的磁痕顯示稱為磁寫),磁化的零件相互接觸后,接觸部位便會產生磁性變化,形成漏磁場;⑥磁化電流過大,形成局部漏磁場;⑦劃痕、刀痕,在深凹處有金屬光澤,易引起磁力線泄露而形成漏磁;⑧表面冷作硬化,在內應力集中處形成漏磁場[3]。
根據上述引起非相關磁痕的原因分析可知,套圈外徑表面有聚粉現象的直接原因是:當套圈被磁化時,外徑表面有磕碰的區域因為產生塑性變形和冷作硬化,形成局部漏磁場,磁粉粒子被漏磁場吸附而聚集形成磁痕,當表面磕碰傷、劃傷被繼續磨削消除后,雖肉眼觀察不到明顯的磕碰痕跡,但因其表面殘余內應力未完全消失,該部位仍會形成微弱的漏磁場而吸附磁粉,這類磁痕均屬于非相關磁痕。
(4)此外,縱向磁化電流過大是造成外徑聚粉加劇的又一原因。套圈外徑面上圓周方向(橫向)的磁痕,是依靠套圈自身的磁化,建立的縱向磁場來顯示的。目前,鐵路客車軸承套圈專用磁粉探傷機,縱向磁化的磁化方法是采用感應電流法,是利用電磁感應原理來實現的。但對于鐵路客車軸承磁粉探傷,軸承制造廠與使用部門在縱向磁化電流方面,沒有統一、具體的規范,執行中選定的縱向電流過大。因鐵磁性材料具有磁飽和特性,若縱向磁化電流調節過大,零件內部所能容納的磁力線超過飽和極限時,引起磁力線外泄程度加大,尤其是在產生塑性變形的冷作硬化部位,漏磁場增強,吸附磁粉明顯。因此,縱向磁化電流過大造成外徑面橫向磁痕加劇。
2 解決措施
(1)加強對職工的教育培訓,提高職工思想素質,樹立高度的質量意識和安全意識,在操作加工過程中,認真執行產品防磕碰制度,嚴格做到產品輕拿輕放,堅決杜絕產品磕碰現象。
(2)應改進工藝裝備,避免套圈在上下料、運輸過程中產生磕碰傷、劃傷,將所有上下料跑道裝置的彎曲跑道全部改造成直線跑道,以免套圈在滾動中發生斜向碰撞,而導致局部冷作硬化。
(3)合理選定縱向磁化電流大小。套圈磁粉探傷,其表面的感應磁場的大小,即磁感應強度直接檢測是比較困難的。但它的數值和產生它的感應電流有一定的函數關系,制訂磁粉探傷工藝規范時,通常是以套圈內部感應電流值來推算出縱向磁化電流值。
根據理想變壓器原理,初、次級線圈的電流之比等于初、次級線圈的匝數比的倒數[4]:
即:I次/I初=W初/W次故:I次=I初×W初/W次
式中:I次-次級線圈即外圈內部感應電流(環形電流)( A);
I初-激磁線圈(初級線圈)的電流(A);
W初-激磁線圈(初級線圈)的匝數;
W次-次級線圈即外圈的匝數,即為一匝;
即外圈內部感應電流大小在數值上就等于激磁線圈內的電流與激磁線圈繞組匝數的乘積(安匝數)。
以軸承外圈探傷為例,有兩種感應磁化電流值近似計算方法:
①引用國際航空行業磁粉探傷標準,對于鐵磁性材料零件的感應磁化電流值取I=被檢測零件橫截面的表面周長(mm)×6.2。鐵路客車軸承外圈的橫截面周長約為221 mm,故所得感應磁化電流為:I=221×6.2=1370(A),這屬于一種嚴格的探傷磁化規范。
②根據磁路安培環路定律可知:B=μ×N×I/L
式中:I-套圈內部感應電流(A);
L-套圈橫截面周長(m);
N-線圈匝數,即套圈匝數為一匝;
B-套圈表面磁感應強度(T),通常規定鐵磁材料探傷,要求探傷零件表面磁感應強度達到0.8 T以上,就能較好地發現表面和近表面微小的缺陷。
μ-鐵磁性材料磁導率,軸承鋼取μ=428π×10-7(Oe/m)
外圈的橫截面周長約為221 mm,故所得外圈感應磁化電流為:

以上兩種計算結果相近,考慮到安全系數和漏磁因素,縱向磁化電流選用1 500~2 000 A是足夠的,采用鐵道部磁粉探傷標準規定的A1-15/50型靈敏度標準試片檢驗,橫向缺陷磁痕顯示是清晰的,能夠滿足探傷檢測的要求。但實際工作中,各制造廠與各鐵路局車輛段所采用的縱向磁化電流差別較大,有的采用2 000~2 500 A,有的采用3 500 A左右,基本上都明顯偏大。目前鐵道部門制定的客車軸承磁粉探傷工藝規程中,僅規定了探傷設備應具有縱向磁化電流在0~6 000安匝之間連續可調,并沒有制定統一、具體的縱向磁化規范。
(4)鐵道部車輛裝備部門應細化磁粉探傷磁痕的判別標準。非相關磁痕一般是由次要缺陷或對使用性能無害的缺陷所形成的磁痕,在探傷實踐中,此類磁痕出現比較多,比較普遍。如果把相關磁痕誤判為非相關磁痕或假磁痕,則會產生漏檢,造成重大的質量隱患。相反,如果把非相關磁痕或假磁痕誤判為相關磁痕,則會把合格的零件拒收或報廢,造成不必要的損失。軸承制造廠與使用部門在采用的探傷設備條件、磁化規范及磁痕判定標準方面不完全一致,這樣在磁痕鑒別和缺陷的性質判定方面的意見也不一致。
3 結論
通過對套圈外徑面橫向聚粉現象的剖析,發現提速客車軸承套圈外徑表面經常出現的橫向條狀磁痕實屬非相關性磁痕一類,只有通過嚴格管理,加強工藝裝備的改進,防止產品磕碰傷來避免發生。此外,軸承使用部門在磁粉探傷復查時,不應把零件的聚粉現象與裂紋缺陷磁痕絕對地對應起來,將非相關磁痕誤判為相關磁痕,就會使合格品報廢而造成不必要的經濟損失,相反,把相關磁痕誤判為非相關磁痕,也會造成重大的質量隱患。判定缺陷磁痕的類型要結合零件的形狀、材料、加工工藝、操作方法等方面來綜合分析。軸承制造廠與使用部門要建立統一、具體的縱向磁化電流規范,是否影響軸承零件的使用功能要依據一定的磁痕判別標準。
