基于PRO/E的金剛石磨粒有序排布設計及其運動軌跡仿真①
2012-05-25 10:17:30陳澤鑫魏少佳丘彬張曉杰周玉梅
超硬材料工程 2012年6期
丘 健,陳澤鑫,魏少佳,丘彬,張曉杰,周玉梅
(仲愷農業工程學院機電工程學院,廣州510225)
1 引言
目前,金剛石工具主要的制造方法有燒結法、電鍍法和釬焊法。其中,釬焊法能夠使釬料對金剛石磨粒表現出很好的浸潤性從而在金剛石與基體之間形成高強度的化學冶金結合,金剛石出刃較高,能極大地提高金剛石的利用率和壽命[1]。但一般工業上用釬焊法制造的金剛石工具磨料大多隨機分布在工具上,未能最大化利用金剛石磨料。研究表明,金剛石的有序排布能夠在工具表面形成理想的磨削地貌,可以保證合理的磨粒間距和合理的磨粒裸露高度,不僅可以延長金剛石工具的使用壽命、增加金剛石的使用率,而且具有提高加工對象的光潔度以及減少金剛石重復磨損等優點[2]。此外,磨粒的面密度、磨粒排布的方向性和等高性以及釬焊層厚度對磨削力、容屑空間也有著顯著的影響。廣東工業大學對金剛石磨粒在工具上的有序排布形態進行了實驗研究,表明磨粒有序排布工具的性能優于隨機排布工具[3-4]。
目前,實現金剛石磨粒有序排布的技術主要有復制技術、一次性使用殼模布料法和利用孔模板實現磨粒有序排布、有序陣列法、激光快速成型技術、點膠法等[5]。若采用上述排布技術分別做各種排布形態的工具實驗的話,需要的成本很大,且研究時間較長。若能對金剛石有序排布形態及其運動軌跡進行仿真,則能大大縮短時間,且成本極低,對有序排布金剛石工具的制備具有一定的指導作用。因此,本文采用Pro/E軟件對一定尺寸的磨盤表面磨粒的排布形態進行設計,然后對不同排布形態的金剛石磨粒的運動軌跡進行仿真。通過觀察軌跡的均勻程度和重合度來衡量金剛石磨盤的加工效果,進而揭示金剛石各排布形態對工具性能的影響。
2 基于PRO/E的金剛石磨粒有序排布形態設計
在本研究中,不考慮金剛石磨削過程中的其他相關因素的影響,只把不同排布形態的金剛石顆粒看作該種排布形狀的點。在相同時間的磨削過程中,通過改變不同的轉速和進給速度,觀察金剛石磨粒在加工過程中形成的軌跡,即磨盤加工后工件的表面形貌。本文通過觀察軌跡的均勻程度和重合度來衡量加工的表面質量,均勻程度越好代表金剛石參與有效工作的數量越多,表面質量越好。重合度在一定意義上與均勻程度相反,即重合度越高表明參與有效工作的金剛石數量越少,有些金剛石的軌跡與前一顆金剛石的軌跡重合,這樣被加工表面質量就差。其設計要點如下:
(1)金剛石磨盤的外形要求
磨盤的外徑為30mm,內徑為8mm。把金剛石磨粒看成是點,方便軌跡仿真研究。
(2)金剛石磨粒設計
金剛石磨粒是由一個邊長為0.5mm的正方體切割成以正方形的一個面為底面,其它四個面為相等的錐形。
(3)金剛石磨粒的排布形態
a.同心圓排布
通過改變圓的半徑和角度的值來確定同心圓的值。即由磨盤的內徑到外徑每個同心圓的半徑都是以方差增長,以360°為一個旋轉周期。但在每個旋轉周期的過程中,半徑和角度的值都是恒定不變的,即在每次的旋轉過程中半徑、角度都是不變的,如圖1a所示。
b.縱橫排布
將金剛石顆粒均勻的分布在圓盤的縱向和橫向上,如圖1b所示。
c.螺旋線排布
在圓盤上建立一個極坐標系,以坐標的原點為起點,i為點的旋轉半徑和角度。對i產生一個變量,使其沿著螺旋線的方向往上走。在每個360°的旋轉過程中,旋轉角度保持不變,以旋轉直徑為一個變量,如圖1c所示。
d.隨機排布
以360°為一個旋轉周期。在每個旋轉周期的過程中,半徑和角度的值都隨機遞增,即在每次的旋轉過程中半徑、角度的增量都是一個隨機數,如圖1d所示。
3 基于PRO/E的金剛石磨粒運動軌跡仿真
利用Pro/E軟件對金剛石顆粒在磨削加工過程中的運動軌跡進行仿真,通過觀察金剛石磨粒在相同的時間內及不同的轉速和進給速度下軌跡的均勻程度和重合度來分析不同排布形態對加工性能的影響。為了便于觀察對比,本文選取的轉速和進給速度均在較小的數值范圍內變化,且后面的軌跡對比圖片次序從上到下依次為同心圓、縱橫、螺旋線和隨機排布。
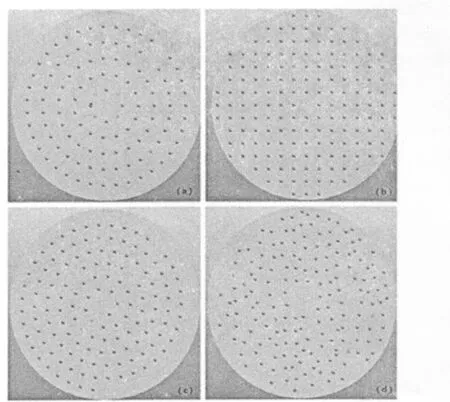
圖1 金剛石磨粒排布形態a.同心圓排布;b.縱橫排布;c.螺旋線排布;d.隨機排布Fig.1 The arraying patterns of diamond grits:(a)concentric circle;(b)grid;(c)spiral;(d)random
3.1 不同轉速、相同進給速度時磨粒的運動軌跡對比
當進給速度V=10mm/s時,轉速N分別為100rad/min、150rad/min和200rad/min時四種排布方式的軌跡如圖2所示。通過觀察四種排布方式下金剛石顆粒運動軌跡的均勻程度和重合度,發現隨機排布的均勻程度最差,有許多金剛石未加工過的地方,也就是說軌跡的重合度較高,有些金剛石沒有真正發揮作用,只是參與了上一顆金剛石的重復加工過程,這樣被加工材料的表面質量就差,這種規律在轉速越低時越明顯(圖2a)。有序排布中縱橫排布最好,軌跡的均勻性最好,幾乎所有金剛石都參與了工作,被加工材料表面質量最好。其次是螺旋線分布和同心圓分布,螺旋線分布的軌跡均勻性較好,但加工材料的邊緣出現了波浪形的軌跡。同心圓分布的軌跡有一定的重合度,但比隨機排布的重合度均勻,被加工材料表面質量較好。隨著轉速的增大,四種排布方式軌跡的均勻程度都越來越好,重合度越來越低,加工后的材料表面質量越高。
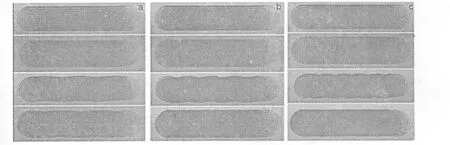
圖2 金剛石磨粒運動軌跡圖(a)N=100rad/min,V=10mm/s;(b)N=150rad/min,V=10mm/s;(c)N=200rad/min,V=10mm/sFig.2 The trajectory of diamond grit(a)N=100rad/min,V=10mm/s;(b)N=150rad/min,V=10mm/s;(c)N=200rad/min,V=10mm/s
3.2 相同轉速、不同進給速度時磨粒的運動軌跡對比
當轉速N=200rad/min,進給速度V分別為10mm/s、15mm/s和20mm/s時四種排布方式的軌跡如圖3所示。通過觀察四種排布方式下金剛石顆粒運動軌跡的均勻程度和重合度,發現隨著進給速度的增大,四種排布方式金剛石磨粒軌跡的均勻程度都越來越差,重合度越來越高,被加工材料表面質量越來越差。總體來看,隨機排布的均勻程度最差,重合度最高,被加工材料表面質量最差。有序排布中縱橫排布最好,軌跡的均勻性最好,被加工材料表面質量最好。其次是螺旋線分布和同心圓分布的工具。

圖3 金剛石磨粒運動軌跡圖(a)N=200rad/min,V=10mm/s;(b)N=200rad/min,V=15mm/s;(c)N=200rad/min,V=20mm/sFig.3 The trajectory of diamond grits(a)N=200rad/min,V=10mm/s;(b)N=200rad/min,V=15mm/s;(c)N=200rad/min,V=20mm/s
綜上分析,僅通過金剛石磨粒運動軌跡的均勻程度和重合度來衡量加工后材料的表面質量從而判定工具的性能來看,金剛石有序排布工具比隨機排布工具的性能要好,且三種有序排布工具的性能從高到低依次為縱橫排布、螺旋線排布和同心圓排布,這與文獻[3-5]的實驗結果相吻合。此外,金剛石工具性能隨著轉速的減少、進給速度的增大而降低。
4 結論
本文采用Pro/E軟件設計出縱橫、螺旋線和同心圓三種常見的有序排布金剛石工具和隨機排布金剛石工具,然后對不同排布工具的金剛石磨粒的運動軌跡進行仿真。在一定的時間內,不同的轉速和進給速度下模擬金剛石工具的加工過程,通過觀察金剛石磨粒運動軌跡的均勻程度和重合度分析不同排布方式對加工性能的影響。總體來看,有序排布工具性能要優于隨機排布工具,有序排布工具中縱橫排布的加工效果最好。本文通過對金剛石磨粒的運動軌跡仿真可以在不做任何實驗的情況下獲得工具的加工效果,省時省力,對實際生產有一定的指導作用。但在仿真過程中許多因素如磨削力和金剛石的磨損等都沒有考慮,僅從軌跡的均勻程度和重合度來判定工具性能好壞也有些片面。因此這種手段還需要進一步的完善,并需要開展實驗進一步的驗證。
[1]C.M.Sung.Brazed diamond grid:a revolutionary design for diamond saws[J].Diamond and Related Materials,1999(8):1540-1543.
[2]姜榮超.金剛石均勻分布并有序排列是改善金剛石工具性能的有效途徑[J].石材,2006(10):28-37.
[3]Y.M.Zhou,F.L.Zhang,M.J.He,et al.Effect of arraying patterns of diamond grits on the wear of the mono-layer brazed diamond tool[J].Solid State Phenomena,2011,175:47-51.
[4]F.L.Zhang,M.J.He,Y.M.Zhou,et al.Effect of arraying patterns of diamond grits on the wear of the mono-layer brazed diamond tool[J].Key Engineering Materials,2011,487:116-120.
[5]何夢佳.有序排布釬焊單層金剛石工具研究[D].廣州:廣東工業大學,2007.鉆井參數加以克服,若改變參數仍無好轉,且機械鉆鉆頭機械鉆速影響又不大,可繼續鉆進,為防噴嘴沖