用異型模拉制高精度鉬窄帶的研究
2012-04-27 05:22:50張軍良陳小林巨建輝
中國鉬業(yè) 2012年3期
關鍵詞:工藝
劉 輝,張軍良,崔 順,陳小林,巨建輝
(西北有色金屬研究院,陜西西安 710016)
0 引言
目前,我國鉬窄帶產(chǎn)品的品種、規(guī)格及其應用領域均較狹窄,其主要原因是尺寸精度、表面質(zhì)量及組織性能等指標不高,缺乏競爭能力。
隨著我國國防及電信事業(yè)的發(fā)展,對于高精度鉬窄帶的要求也越來越高。特別是行波管用高精度鉬窄帶的研制愈發(fā)重要。行波管是一種微波放大電子器件,在現(xiàn)代通信、雷達及電子對抗中起著重要作用,它的核心部件—螺旋管,在行波管中的作用是提供一個軸向傳播速度接近電子運動速度,并且有足夠的軸向電場的高頻電磁波。慢波構件的結構形狀和尺寸確定了高頻場的分布和傳播速度,從而決定了電子柱與波的作用效果。鉬窄帶的尺寸精度決定了行波管的性能。由于我國鉬窄帶的尺寸達不到要求,很多進口電信設備所用行波管主要依賴進口。
本試驗采用軋制后鉬窄帶進行異型模拉拔的方法,生產(chǎn)出能夠滿足表面質(zhì)量、尺寸精度、組織性能要求的高精度鉬窄帶。
1 試驗方法
1.1 試驗原料
試驗所需原材料為市售鉬絲,符合GB4325.1~4325.28~84《鉬化學分析方法》對化學成分的規(guī)定。提供的檢驗報告如表1,與國家標準表進行比較,化學成分符合要求。

表1 鉬絲的化學成分
對鉬絲的尺寸公差及表面質(zhì)量進行了復檢,結果表明產(chǎn)品的尺寸公差符合標準要求,橢圓度符合要求,表面光潔度符合要求,無毛刺、壓坑等缺陷,判定為合格。
1.2 試驗工藝路線
結合高精度鉬窄帶的生產(chǎn)實際,根據(jù)估算選擇一定規(guī)格的鉬絲。目前國內(nèi)鉬窄帶的加工方式主要有板材分條和滾動拉伸。板帶分條由于現(xiàn)在的生產(chǎn)水平難以達到要求的尺寸公差,而且鉬板塑性較差,難以分條,即使分條,其邊緣容易產(chǎn)生毛刺和微裂紋,影響其后續(xù)加工和使用性能。滾動拉伸易軋入碎屑、壓痕、劃痕等表面特征缺陷[1-2]。利用鉬絲軋制后鉬窄帶進行異型模拉制的方法能夠生產(chǎn)成本低、尺寸精確、綜合性能更好的產(chǎn)品,因而有更廣泛的應用市場和技術研究前景。
工藝路線:電解拋光→退火軋制→拉拔矯形→電化學拋光→性能檢測
1.3 表面處理
試驗在專用的絲材白化機上進行,電解液選用NaOH飽和水溶液,鉬絲做陽極,按一定速度通過電解池、水洗槽、烘干管,纏到繞線輪上,完成電解加工,通過調(diào)節(jié)電流、電壓、放線速度等工藝參數(shù)控制電解加工量,目測表面石墨乳去除干凈,顏色白亮,呈現(xiàn)金屬光澤為宜,不同直徑的絲材選用不同的電流、電壓,絲徑越大選擇電流越大,當一次電解達不到亮度要求時,可進行第二次,直到滿意為止。
1.4 退火
退火試驗在真空熱處理爐進行,加熱溫度參照鉬絲退火常用工藝,870℃,保溫1 h,爐冷,50℃以下出爐。退火結果表面光亮,硬度降低,適宜后續(xù)冷加工[3]。
1.5 窄帶軋制
試驗在六輥和十二輥窄帶軋機上進行,首先根據(jù)成品窄帶尺寸選擇坯料絲徑,按照初步設計方案提出的窄帶尺寸進行試驗,共有如下4種規(guī)格:
(1)0.1×0.3×L
(2)0.12×0.33×L
(3)0.4×1.25×L
(4)0.45×1.8×L
通過計算選擇絲徑如下:φ0.23 mm、φ0.25 mm、φ1.0 mm、φ1.25 mm,4種規(guī)格。
軋制工藝的設計遵從一般鉬板熱軋的工藝規(guī)范,加熱溫度選擇800~900℃,氬氣保護防止表面氧化,道次加工率20%~30%,前后張力以拉直鉬帶、不出現(xiàn)跑偏為宜。
窄帶軋制過程中材料的變形以寬展為主,延伸較少,絲徑的選擇根據(jù)這種規(guī)律作出初步判定,以某種絲徑一次軋制到合適的厚度和寬度是不易實現(xiàn)的,一般需要通過工藝調(diào)整,多次試驗才能達到目的,當軋到厚度尺寸而寬度偏小時,可通過減少軋制道次、降低前后張力、提高軋制溫度等措施來增加寬展;反之當寬度偏大時,可增加道次、增大張力、降低溫度,最終軋到所需尺寸。
經(jīng)過試驗調(diào)整最終確定軋制壓下工藝如下:
(1)φ0.23→0.175×0.25→0.135×0.285→ 0.105×0.31
(2)φ0.25→0.20×0.27→0.15×0.305→0.125×0.335
(3)φ1.0→0.79×1.1→0.68×1.18→0.6× 1.24→0.45×1.41
(4)φ1.25→0.82×1.56→0.52×1.98
1.6 拉拔矯形工藝研究
此工藝環(huán)節(jié)是決定材料表面粗糙度和尺寸精度的關鍵環(huán)節(jié)。
首先進行異型拉絲模的制備,采用聚晶金剛石制作拉絲模,如圖1所示。
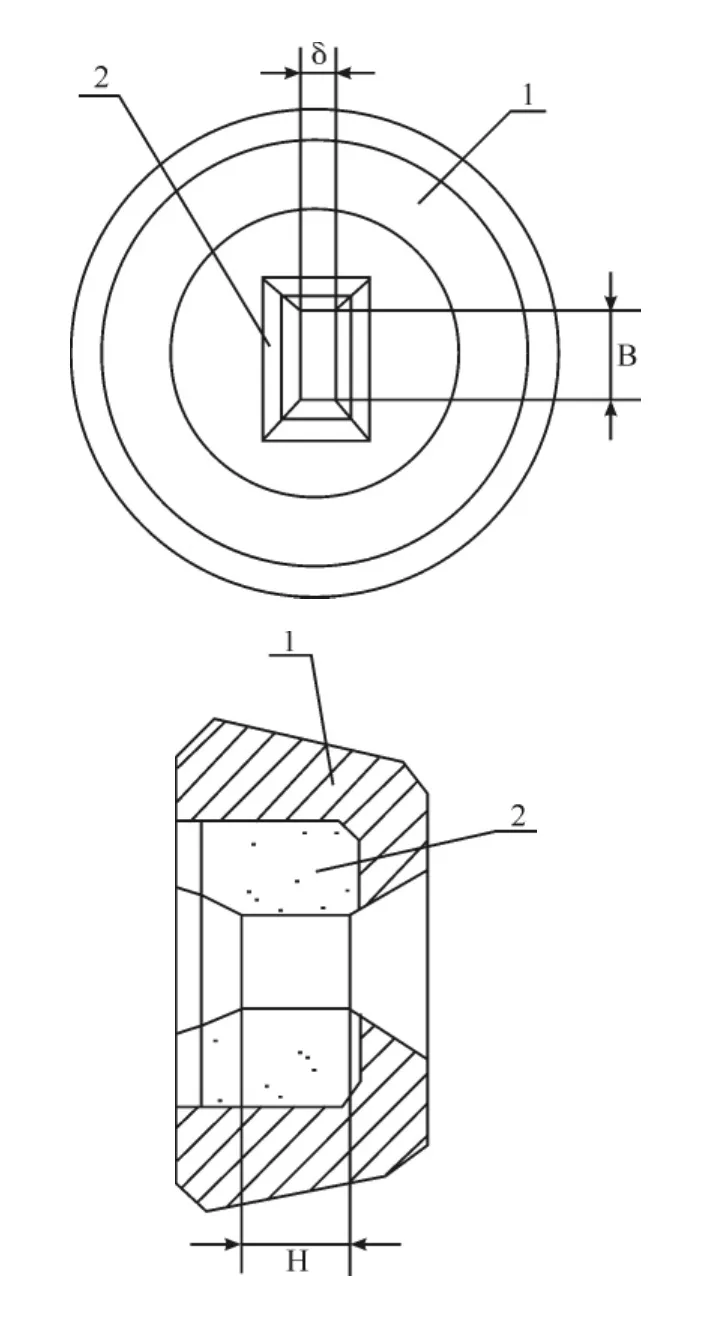
圖1 異型拉絲模
模具尺寸等同樣品要求尺寸,公差范圍控制在±0.002 mm以內(nèi),模具的定徑段長度尺寸選擇至關重要,尺寸太長時拉絲阻力大,易斷絲,尺寸太小時模具損耗大,使用壽命短。模孔表面光潔度決定著產(chǎn)品的表面粗糙度,制作模具時應控制在 Ra≤0.1μm。模孔圓角選擇應在滿足產(chǎn)品尺寸要求的情況下盡可能大些,以利材料拉拔變形,防止模具破裂。
軋制窄帶的最終尺寸與拉拔矯形后尺寸之比應為1.05~1.1,即:拉拔預留加工量一般控制在5%~10%,預留加工量太大時拉拔易斷絲,加工量太小時產(chǎn)品的尺寸精度和表面光潔度達不到要求。
拉拔試驗在單模拉絲機上進行,分別進行了熱拉和冷拉試驗,熱拉采用石墨乳潤滑,溫度控制在800℃左右,氫氣保護;冷拉試驗采用氯化石蠟潤滑,試驗結果表明熱拉易產(chǎn)生“縮絲”,即拉拔后窄帶尺寸小于模具尺寸,“縮絲”程度與加工量、溫度等影響因素有關,不易控制;冷拉效果較好,尺寸公差及表面光潔度較好。
1.7 電化學拋光
冷拉后的窄帶表面粘有潤滑劑,冷拉過程中因摩擦作用會在表面產(chǎn)生溝槽。采用電化學拋光可清除表面潤滑劑,提高表面光潔度,拋光工藝與絲材拋光相同即電解液選用NaOH飽和水溶液,鉬窄帶做陽極,按一定速度通過電解池、水洗槽、烘干管,纏到繞線輪上,完成電解加工,通過調(diào)節(jié)電流、電壓、放線速度等工藝參數(shù)控制電解加工量,目測表面光滑,顏色白亮,呈現(xiàn)金屬光澤為宜,不同規(guī)格的絲材選用不同的電流、電壓,橫截面積越大選擇電流越大,當一次電解達不到亮度要求時,可進行第二次,直到滿意為止。
2 結果及分析
按照確定的生產(chǎn)工藝,得到4種規(guī)格的鉬窄帶,根據(jù)要求進行全面的性能檢測。
2.1 尺寸公差
對成品鉬窄帶隨機取樣,采用杠桿千分尺在1 m長范圍內(nèi)取5點測量厚度及寬度,取測量結果平均值與名義尺寸對照,得出公差值,結果如表2。
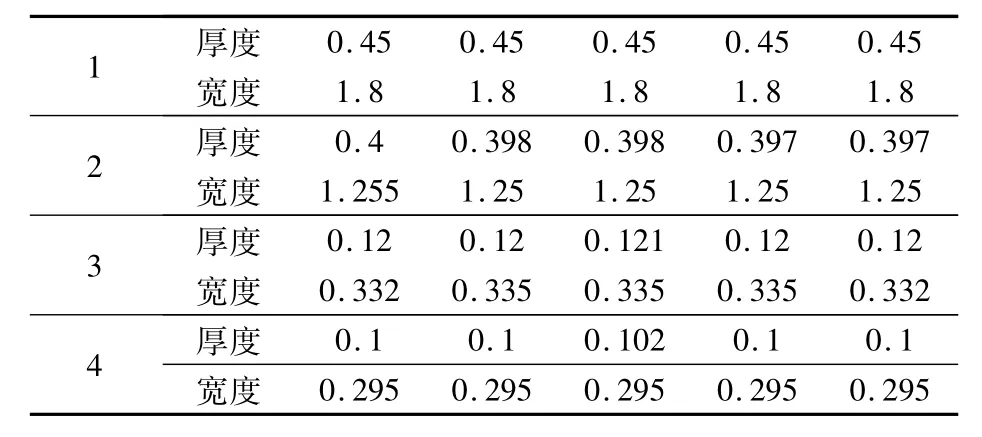
表2 鉬窄帶的厚度及寬度 mm
從中可以看出,4種規(guī)格的鉬窄帶尺寸公差均達到性能指標要求,與進口產(chǎn)品相比性能相當。
2.2 表面質(zhì)量
指標規(guī)定鉬窄帶表面粗糙度Ra≤0.1 μm,目前由于沒有找到合適的測量方法,暫時無法確定。
窄帶表面目測檢查光亮、無氧化色、無水洗痕、10倍放大鏡檢查無毛刺等缺陷,可以認為表面質(zhì)量良好。
2.3 力學性能
對4種規(guī)格的成品鉬窄帶進行了拉伸檢驗,試樣狀態(tài)為加工態(tài)及850℃,1 h退火態(tài),拉伸結果如表3。

表3 鉬窄帶加工態(tài)與退火態(tài)的力學性能
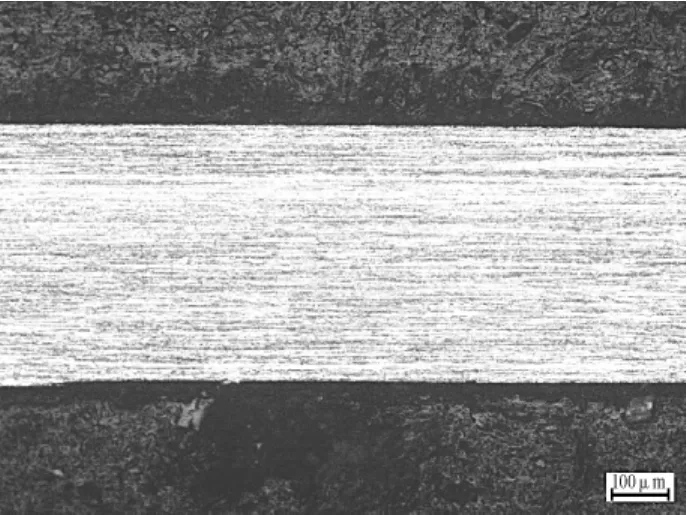
圖2 鉬窄帶加工態(tài)的縱向金相
從中可以看出:加工態(tài)強度較高,延伸率較低,退火后強度有所下降,延伸率大幅度提高。對照技術指標可以看出:退火態(tài)力學性能完全滿足指標要求,由此確定提供用戶的樣品按退火態(tài)交付。
2.4 組織狀態(tài)
對加工態(tài)及退火態(tài)樣品進行了金相觀察和斷口掃描,結果如下:
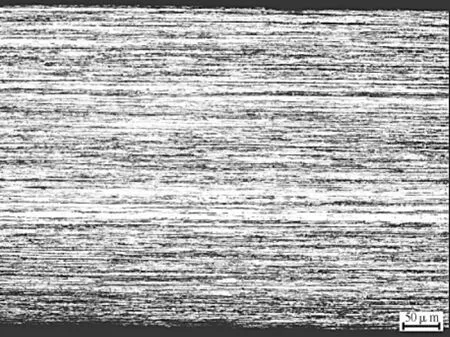
圖3 鉬窄帶退火態(tài)的縱向金相
從圖2中可以看出加工態(tài)組織為纖維狀,圖3退火后組織狀態(tài)變化不大;圖4斷口形貌顯示加工態(tài)為脆性斷裂特征,圖5退火態(tài)為塑性斷裂特征。由此可知成品退火是完全必要的。
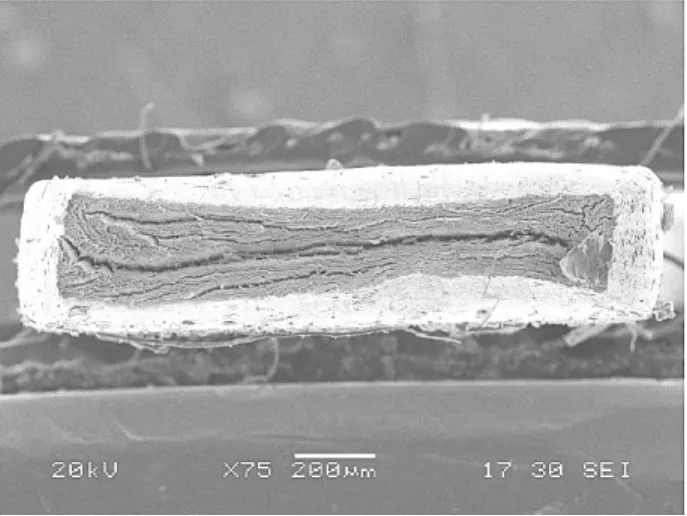
圖4 鉬窄帶加工態(tài)拉伸斷口
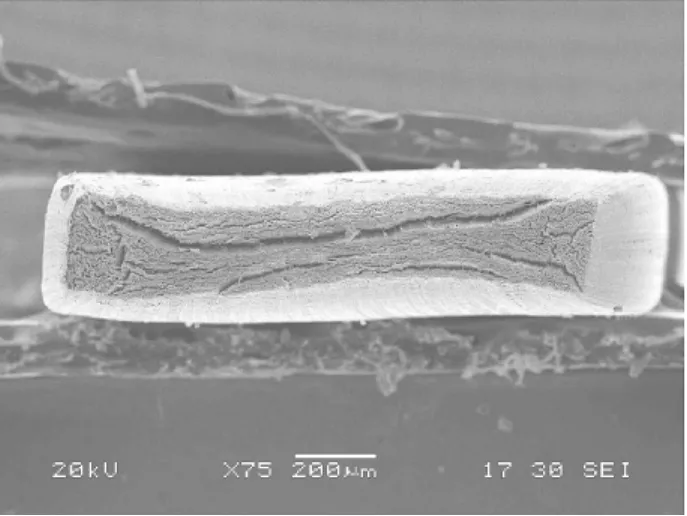
圖5 鉬窄帶退火態(tài)拉伸斷口
3 結論
(1)用鉬絲軋制窄帶,絲徑選擇至關重要。目前根據(jù)經(jīng)驗數(shù)據(jù)進行估算,精確度不高,將浪費大量金屬材料。
(2)鉬窄帶軋制以熱軋為宜,溫度 800~900℃,道次加工率選擇20%~30%,預留拉拔加工量5%~10%。窄帶寬度可通過道次加工率、前后張力、溫度等參數(shù)的改變進行調(diào)整,達到理想狀態(tài)時固化工藝,進行批量生產(chǎn)。
(3)異形模冷拉矯形,可大幅度提高尺寸精度,滿足公差要求。電化學拋光可去除表面氧化、毛刺等缺陷,提高表面光潔度,使之達到指標要求。
[1]Kazeminezhad M,Karimi Taheri A.The prediction of macroscopic shear bands in flat rolled wire using the finite and slab element method[J].Materials Letters,2006,60(27):3265-3268.
[2]Kazeminezhad M,Karimin Taheri A.Deformation inhomogeneity in flattened copper wire[J].Materials and Design,2007,28(7):2047-2053.
[3]崔中圻.金屬學與熱處理[M].北京:機械工業(yè)出版社,1995:200-207.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
