熱處理時間對反應堆壓力容器用鎳基焊絲機械性能的影響
2012-04-26 08:46:54黎桂江李召杰
核科學與工程 2012年1期
關鍵詞:焊縫
黎桂江,李召杰
(陽江核電有限公司生產部,廣東 陽江529941)
擬用于反應堆壓力容器(RPV)制造的鎳基焊絲在機械性能驗收時,焊后熱處理(615±15)℃×29 h試樣初次復驗,結果表明,只有室溫抗拉強度和延伸率不滿足要求。隨后對該鎳基焊絲試樣進行初次雙倍復驗,結果表明,其延伸率滿足要求,但室溫抗拉強度仍不符合要求。若按照第3代機組和法國RCC-M標準《壓水堆核島機械設計與建造規范》,該批次鎳基焊絲的機械性能滿足性能要求,不需要分析和復驗。然而,考慮到鎳基合金強度和塑、韌性的匹配以及焊接材料與壓力容器材料強度(552~670 MPa)的匹配,設計上對鎳基合金焊絲的強度提出了更高的要求,要求其控制在550~700 MPa。該批焊絲直接應用于與核安全相關的反應堆壓力容器的制造,其機械性能的不匹配會對今后機組的安全運行造成重大的隱患。因此,需嚴格按照設計要求執行機械性能的驗證,并采取措施解決室溫抗拉強度不符合要求的問題。另外,棄用該批鎳基焊材,重新在國外采購另一批滿足要求的鎳基焊材用于壓力容器的制造,至少需要半年以上。這不僅會造成經濟的損失,也會嚴重影響核電廠的工程進展。
為了不耽擱RPV的制造進度,節約資源,使該批鎳基焊絲能及時用于RPV的制造,嘗試縮短鎳基焊絲的熱處理時間,采用焊后(615±15)℃×16 h的熱處理方式,對RPV鎳基焊絲的機械性能再次復驗,并深入分析該批焊材室溫抗拉強度偏高和延伸率偏低的原因,使之及時應用于RPV的制造。
1 試驗材料和儀器
1.1 試樣的工藝和成分
制作焊絲再次復驗焊板時,母材采用材料Q235-A,焊縫采用鎳基焊絲材料,焊絲的再次復驗材料為RCC-M標準卡片S2981中的ER Ni-Cr-Fe 7[1]。根據 RCC-M MC1350 的檢 驗方法對焊絲材料進行化學成分分析,結果見表1。

表1 鎳基焊絲中化學元素的質量分數Table 1 Chemical contents of the coupon made from the nickel-base alloy wire %
再次復驗的母材試板規格為25 mm×125 mm×700 mm,采取V型坡口對接半自動鎢極氬弧焊(TIG)平焊,焊接電流范圍為140~200 A;電壓范圍為10~13 V;焊接速度為120~180 mm/min。焊接采取液化氣加熱的預熱方式,預熱溫度為隔離層首層≥150℃;道間溫度為隔離層首層≤250℃;隔離層其余層及對接焊縫≤100℃。焊后熱處理的溫度為(615±15)℃,時間為16+1-0h,升降溫的速度為≤55℃/h,降溫至300℃后出爐。焊接接頭的結構形式見圖1。
1.2 試樣的取樣和規格
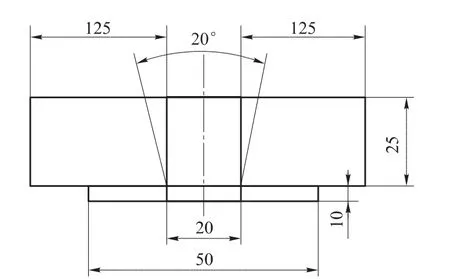
圖1 基焊絲再次復驗板焊接接頭尺寸示意圖Fig.1 Dimension sketch of the retested weld plate made from nickel-base alloy wire
再次復驗的試樣取自2塊16 h熱處理態鎳基焊絲焊板,2塊焊態的鎳基焊絲焊板。取樣開始前,所有焊板均在垂直焊縫方向上切除邊緣20 mm寬的厚度,取樣規格為:拉伸試驗取樣25 mm×270 mm×120 mm、室溫沖擊試驗取樣25 mm×270 mm×50 mm、彎曲試驗取樣25 mm×270 mm×70 mm、晶間腐蝕和金相成分分析試驗取樣25 mm×270 mm×80 mm。取樣后,按照試驗要求對取樣進行機加工后,16 h熱處理態和焊態的機械性能試樣規格和數量見表2。

表2 每種處理態下試樣的規格和數量Table 2 The number and size of the coupons heat-treated in various processes
1.3 試驗儀器
采用螺旋測微器和游標卡尺測量試樣的尺寸。采用型號為XJ8108的微機控制萬能試驗機對試樣進行25℃室溫拉伸試驗;型號為MTS 810的高溫拉伸儀對試樣進行350℃高溫拉伸試驗。高溫拉伸試驗還采用高溫電子引伸計測量;試驗時設定溫度的3個溫度顯示探頭采用鎳鉻-鎳硅熱電偶探頭。拉伸試驗采用歐洲標準,在彈性應變范圍內控制拉伸速度為0.001 mm/min<ν<0.005 mm/min,在塑性應變范圍內控制拉伸速度為0.02 mm/min<ν<0.2 mm/min。
沖擊試驗采用的儀器為NCSNI500型沖擊試驗機,沖擊能量為300 J,速度為5.2 m/s,擺錘的預揚角為150°,沖擊試驗試樣V型缺口角度為(45±2)°。采用型號為 WES-1000的彎曲試驗儀器對試樣進行彎曲試驗,彎曲試驗采用壓滾的直徑Ф=4T(T為試樣厚度),試驗彎曲的角度為180°。
2 成分與組織
2.1 化學成分
為獲得與RPV匹配的機械性能,設計上給出了焊材的化學成分要求(表3)。表3中,驗收值為設計要求;RCC-M值為S2981卡片中的化學成分要求;實測值為本次試驗所采取試樣的實際化學成分。
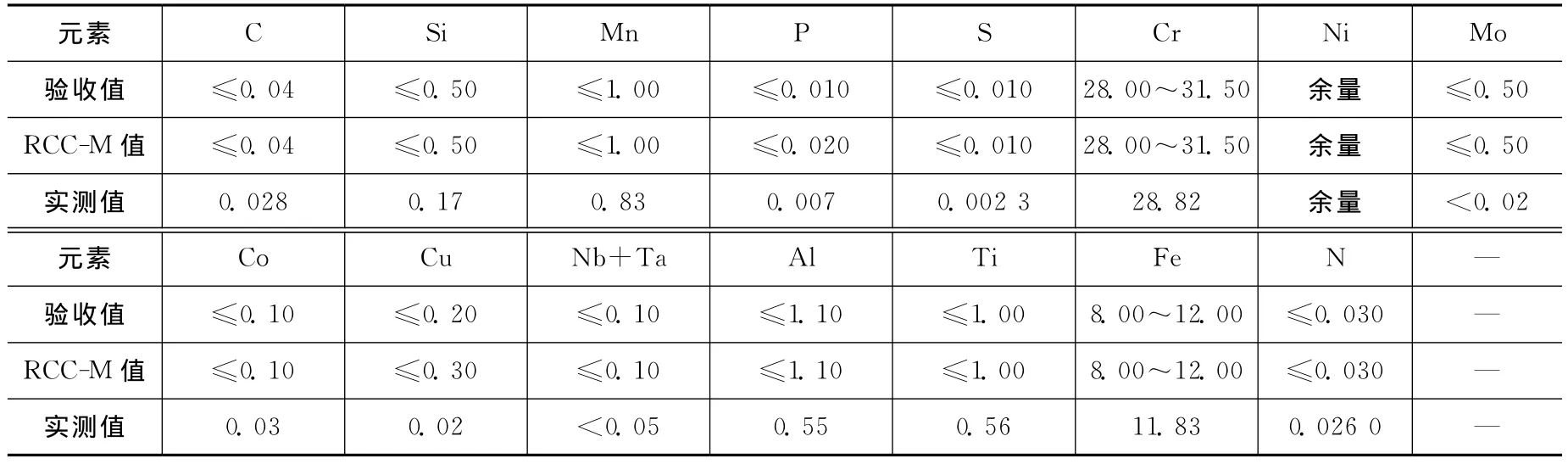
表3 鎳基焊絲中化學元素的質量分數Table 3 Comparison of the chemical contents between coupons tested and the nickel-base alloy wire stipulated in RCC-M %
通過表3中的數據可知,實際測量的鎳基焊絲各種化學元素的含量均在設計的標準范圍內,也滿足S2981卡片中對鎳基焊絲的化學成分要求。
2.2 金相組織
根據RCC-M SI400的檢驗方法要求進行金相檢驗[2]。對于熱處理時間為16 h的熱處理態鎳基焊絲,經王水試劑(溶液配比為體積比HCl∶HNO3=3∶1)腐蝕后,金相檢驗分析表明,該試樣在熔合線區域未發現裂紋、未焊透、未融合和氣孔等缺陷;對其焊縫區域則采用草酸電解腐蝕液作為腐蝕劑,金相檢驗分析表明,焊縫區的組織形貌為柱狀的奧氏體組織和晶界碳化物。對焊態鎳基焊絲的金相檢驗分析表明,除了焊縫區為柱狀的奧氏體組織和晶界析出物外,熔合線區域的情況與熱處理態的相同。
2.3 晶間腐蝕
晶間腐蝕試驗根據RCC-M SI600的檢驗方法要求進行檢驗[3]。晶間腐蝕試驗中,分別采取焊態、16 h熱處理態、(700±10)℃×30 min敏化態3種試樣進行試驗。3種試樣的晶間腐蝕試驗結束后,根據RCC-M SI600的檢驗方法進行檢驗,未發現3種試樣存在晶間腐蝕的現象。
3 機械性能
3.1 拉伸性能
在25℃室溫下,將焊態試樣、16 h熱處理態試樣的抗拉強度與初次復驗的29 h熱處理態試樣的抗拉強度相比(圖2)。由圖2可知,焊態試樣的抗拉強度滿足550~700 MPa要求,16 h熱處理態試樣在2次試驗中有一次試驗結果超出了700 MPa,而29 h熱處理態試樣2次試驗結果均超出了550~700 MPa。因此,在再次復驗的備料中取樣,對16 h熱處理態試樣進行雙倍復驗,雙倍復驗后的結果與因初次復驗不滿足要求的29 h熱處理態試樣的雙倍復驗結果相比(圖3)。由圖3可知,根據RCCM SI120的檢驗方法[4],雙倍復驗后16 h熱處理態試樣的抗拉強度滿足要求,但29 h熱處理態試樣的雙倍復驗結果仍然不滿足要求,可能是熱處理時間過長所致。圖3中的29(1)是對圖2中不滿足要求的29 h熱處理試樣第1次測量結果進行雙倍復驗,29(2)是對圖2中不滿足要求的29 h熱處理試樣第2次測量結果進行雙倍復驗。

圖2 不同熱處理時間對試樣室溫抗拉強度的影響Fig.2 The effect of various heat-treatment durations on tensile strength of the coupons at room temperature
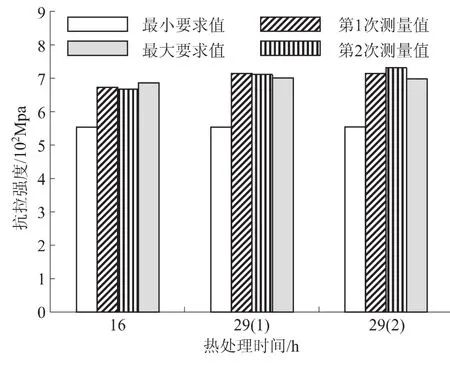
圖3 不同熱處理時間的試樣室溫抗拉強度雙倍復驗結果Fig.3 Double-retested results of the tensile strength of the coupons at room temperature
屈服強度Rp0.2的數值如圖4所示,其設計要求的最小值240 MPa。試驗過程中,焊態試樣和16 h熱處理態試樣分別做2次試驗。結果表明,2次試驗的屈服強度Rp0.2均約為500 MPa,滿足大于設計要求的最小值240 MPa。此外,通過對比初次復驗的29 h熱處理試樣的屈服強度結果可知,其屈服強度Rp0.2也符合要求。
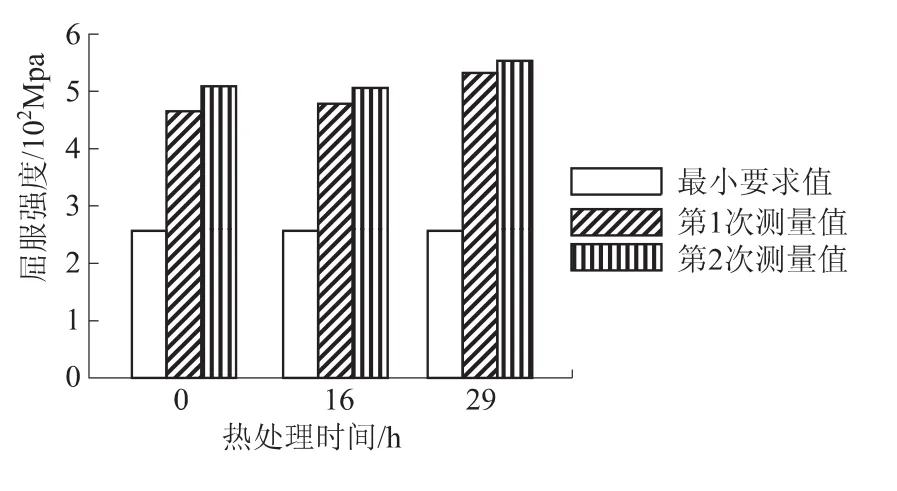
圖4 不同熱處理時間對試樣室溫屈服強度的影響Fig.4 The effect of various heat-treatment durations on yield strength of the coupons at room temperature
鎳基焊絲延伸率的試驗結果如圖5所示,其設計上要求的最小值為30%。由圖5可知,焊態試樣和16 h熱處理態試樣的延伸率為33%以上,均大于30%,滿足要求。然而,通過對比初次復驗的29 h熱處理態試樣的延伸率結果可知,其延伸率試驗中出現了一次不滿足要求的情況。
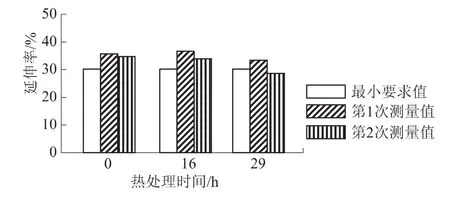
圖5 不同熱處理時間對試樣室溫延伸率的影響Fig.5 The effect of various heat-treatment durations on percentage elongation of the coupons at room temperature
此外,除了驗證鎳基焊絲室溫拉伸性能外,還要求驗證350℃高溫拉伸性能,其要求為焊絲的屈服強度>190 MPa。通350℃高溫拉伸試驗的結果可知,焊絲350℃高溫拉伸屈服強度約為400 MPa(圖6),滿足要求。
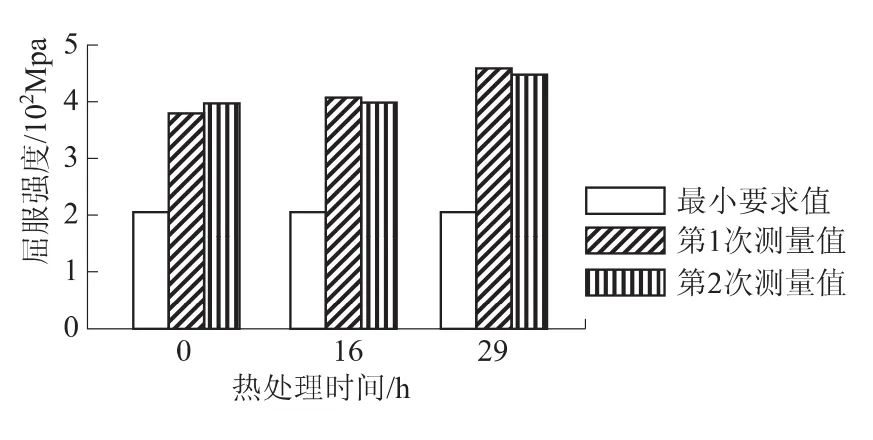
圖6 350℃試驗條件下不同熱處理時間對試樣屈服強度的影響Fig.6 The effect of various heat-treatment durations on yield strength of the coupons at temperature 350℃
根據RCC-M規范的設計要求,350℃高溫拉伸試驗的抗拉強度和延伸率為試樣的實際測量值,并未規定具體的量值或范圍。因此,對比25℃室溫下的數據可知,該測量結果基本不發生變化,可認為測量結果滿足要求。圖7和圖8分別給出了焊態試樣、16 h熱處理態試樣的350℃抗拉強度和延伸率的實驗結果,并對比了同樣試驗條件下29 h熱處理態試樣的情況。由圖7和圖8可知,350℃高溫條件下,增加熱處理時間,試樣的抗拉強度增加,延伸率略微減少,表明試樣強度增加,塑性有所下降。
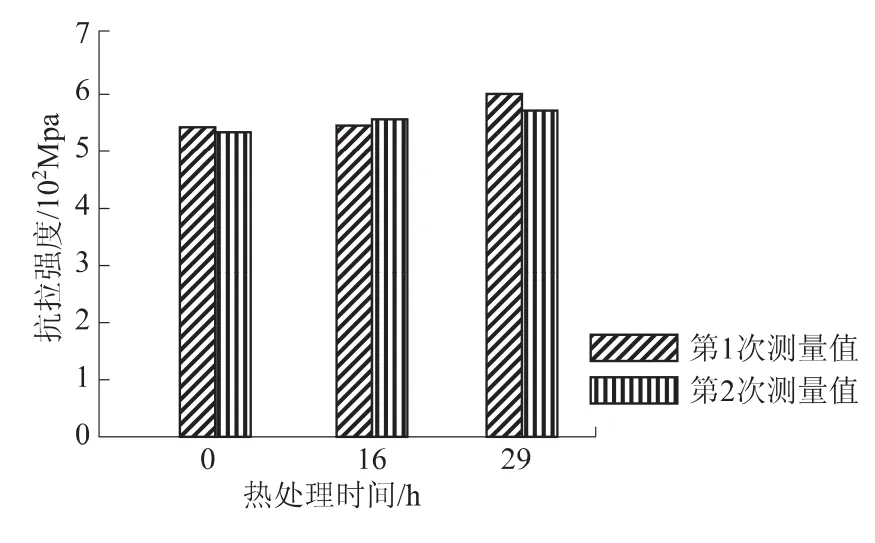
圖7 不同熱處理時間對試樣350℃溫度下抗拉強度的影響Fig.7 The effect of various heat-treatment durations on tensile strength of the coupons at temperature 350℃
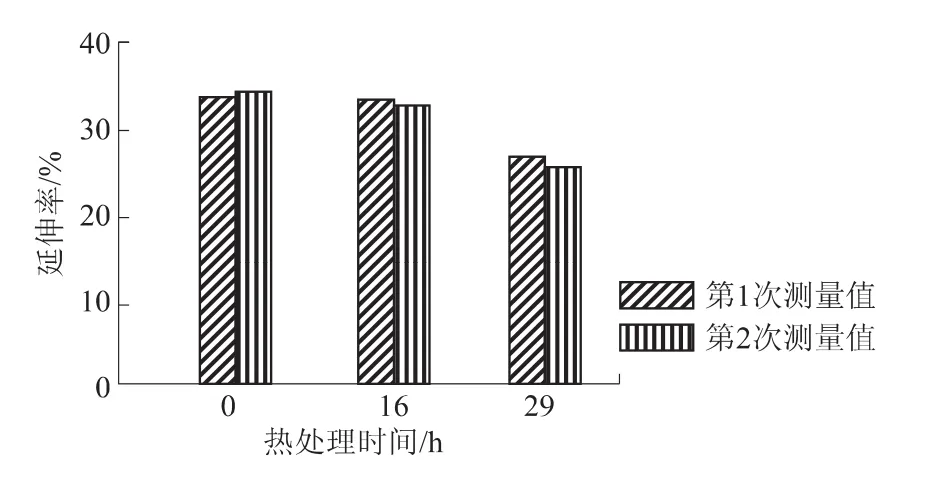
圖8 不同熱處理時間對試樣350℃溫度下延伸率的影響Fig.8 The effect of various heat-treatment durations on percentage elongation of coupons at temperature 350℃
3.2 沖擊性能
按照 RCC-M SI320的檢驗方法[5],25 ℃室溫的沖擊試驗結果見圖9,其設計要求的室溫沖擊功最小值為60 J。由圖9可知,對焊態和16 h熱處理試樣分別進行3次沖擊試驗,結果表明,這2種狀態試樣的沖擊功均滿足要求。對比29 h熱處理試樣檢驗結果可知,焊態試樣的沖擊功最大,熱處理時間增加,試樣的沖擊功降低,表明試樣的塑韌性降低,進一步說明了強度和塑韌性的相悖關系。
3.3 彎曲性能
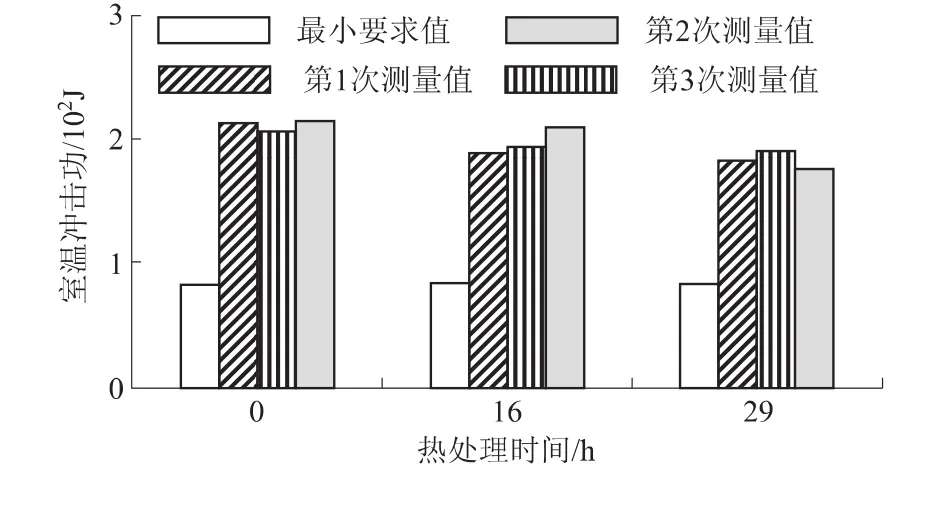
圖9 不同熱處理時間對試樣室溫沖擊功的影響Fig.9 The effect of various heat-treatment durations on KV impact of coupons at room temperature
16 h熱處理態焊絲試樣和焊態焊絲試樣的彎曲試驗均包括面彎、背彎和側彎,每種試樣的每種彎曲方式對應試樣2個,總共為12個試樣。根據RCC-M SI200[6]規定的檢驗方法試驗后,對彎曲后的試樣表面進行檢查,12個拉伸試樣表面狀況良好,未發現拉伸面出現具有特征性的開裂,未發現拉伸面出現超過2 mm的單個裂紋、氣孔和夾雜物,未發現拉伸面上出現3個0.4 mm以上的裂紋,滿足要求。
4 分析和結論
焊材驗收時,力學性能試樣采取(615±15)℃的焊后熱處理溫度,但是設計上沒有規定具體的熱處理時間,只要求熱處理時間不少于實際制造過程中該焊縫所經受的總熱處理時間的80%即可。因此,結合試驗的技術條件并針對試驗的實際工藝,確定對鎳基焊絲采取29 h的熱處理時間。一方面是出于試驗自身的工藝考慮,另一方面也是出于保守考慮。只要經過29 h熱處理時間后的焊絲力學性能滿足要求,選取29 h熱處理時間范圍內的任意一個時間作為熱處理時間,焊絲的力學性能一定能滿足要求。
實際上,鎳基焊絲主要用于RPV徑向支承塊的隔離層焊接和對接焊縫的前3層打底[7],控制棒驅動機構/熱電偶管座與安全端的對接焊[8]以及鎳基焊縫的補焊。在RPV制造過程中,只有RPV徑向支承塊的隔離層焊接和對接焊縫的打底部位焊后經受熱處理過程。對于RPV中用于徑向支撐塊部位(非承壓焊縫)的鎳基焊絲,從焊材開始焊接,到壓力容器最終焊后熱處理結束,包括制造過程中所有的中間熱處理(615±15)℃×(1+1)h、返修過程和最終焊后熱處理(615±15)℃×(4.5+2)h,經歷最長的熱處理過程為:徑向支承塊鎳基隔離層首層堆焊→① 中間消除應力熱處理(ISR)過渡段與下封頭組焊→②ISR堆芯筒體與下封頭組建組焊→③ISR法蘭接管段與堆芯筒體組件組焊→④ISR筒體組件→⑤ 焊接后熱處理(PWHT)。考慮到①和⑤沒有返修增加熱處理,②→④ISR 3條主焊縫返修2次,按增加2次ISR計算的情況,RPV制造過程中經歷的最長熱處理時間為4×ISR+2×ISR+1×PWHT=(4+4)+(2+2)+(4.5+2)=18.5 h。然而,壓力容器實際制造過程中的熱處理時間遠小于18.5 h,最短為4.5+2=6.5 h(只有焊后熱處理的時間)。因此,對焊絲再次復驗時,為使熱處理時間能滿足不少于實際制造過程該焊縫所經受總的熱處理時間80%的要求(18.5 h×80%=14.8 h<16 h),選擇略小于18.5 h的16 h作為模擬焊后熱處理的時間。
此外,RPV在制造過程中使用的固溶強化型鎳基焊絲材料,時效溫度為715℃。在該溫度下對其長時間保溫,會析出碳化物,增加鎳基材料的強度。在驗收該批鎳基焊絲的機械性能時,盡管對焊后鎳基焊縫采用的消應力熱處理溫度(615±15)℃低于鎳基材料的時效溫度,但是由于消應力熱處理時間長達29 h,所以最終導致了鎳基焊縫在晶界上析出碳化物,進而強化了合金,宏觀上表現出強度有所提高而塑性有所降低。隨著熱處理時間的延長,這種效果表現得更為明顯(圖7和圖8)。
總之,將熱處理時間減少至16 h后,既能消除應力,又能在一定程度上減緩鎳基焊縫在晶界上析出碳化物,不至于導致鎳基焊絲的室溫抗拉強度增加。對鎳基焊絲再次復驗采用的模擬焊后熱處理時間16 h也不違背設計上對RPV實際制造過程的熱處理時間的要求。因此,對鎳基焊絲采取16 h熱處理時間后再次復驗。結果表明,本批次焊絲室溫抗拉強度和延伸率滿足設計要求。
[1] RCC-M(2000+2002補遺):S2981卡片[S],2002.
[2] RCC-M(2000+2002補遺):S篇附錄SI400[S],2002.
[3] RCC-M(2000+2002補遺):S篇附錄SI600[S],2002.
[4] RCC-M(2000+2002補遺):S篇附錄SI120[S],2002.
[5] RCC-M(2000+2002補遺):S篇附錄SI320[S],2002.
[6] RCC-M(2000+2002補遺):S篇附錄SI200[S],2002.
[7] RSE-M(1997+2000補遺):Figure B 3200-1.1~1.3[S],2000.
[8] RSE-M(1997+2000補遺):Figure B 3200-4.1~4.3[S],2000.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
