鋁合金在分動器殼體的應用研究
2012-04-16 07:42:12雷君
汽車科技 2012年3期
雷 君
(東風汽車公司 技術中心,武漢 430058)
鋁及其合金是有色金屬中用途較廣的輕金屬之一。隨著汽車工業的發展,鋁合金在汽車中的使用量在日益增加。
在國外傳遞大扭矩的齒輪箱總成中有采用鋁合金殼體的實例,如德國ZF公司生產的16S161/16S251(最大輸入扭矩 2 500 Nm)等系列變速器殼體采用壓鑄鋁合金,在分動器方面,ZF公司生產的VG750(最大輸入扭矩8 000 Nm)也采用鋁合金,國內目前在中重型分動器總成還沒有采用鋁合金的實例。原因有二,第一是技術上存在風險,材料的失效會導致殼體開裂;熱膨脹系數的不同,溫差的變化導致軸承及軸定位精度的變化,軸齒或軸承耐久失效。第二是市場與成本的因素,特種商用車相對近10噸的整備質量,減重幾十公斤,而成本增加幾百元,這種技術措施不能被普通市場接受。
本項目針對某特種用車開發輸入扭矩達12 000 Nm的分動器總成,根據整車分解的重量指標,對鋁合金殼體材料的選擇進行了分析和應用。
本文從分動器殼體在試驗過程中的失效出發,在CAE分析的指導下進行結構優化設計,通過對材料工藝性分析,完善熱處理和機加工藝等改進措施,最后,經過臺架和整車試驗驗證,各項改進措施切實有效。
1 試驗故障分析
分動器總成按照QC/T292-1999標準的試驗方法進行總成疲勞壽命試驗和靜扭強度試驗,在靜扭強度試驗中分動器后殼體開裂。
靜扭臺架試驗:輸出端加載,分動器掛低擋,試驗結果:輸入軸的破壞扭矩24 120 Nm,箱體開裂,見圖1。
按照QC/T291-1999標準的指標進行評價,強度后備系數小于指標要求的2.5。
通過調取殼體鑄造時留存的試樣進行力學性能和化學成分的檢測,結果符合設計選用材料的標準。
2 材料和鑄造工藝的分析
鋁合金鑄造方法主要分重力鑄造法和壓力鑄造法,兩種方法最典型的區別在于壓力鑄造不適宜小批量生產,由于分動器匹配的特種車輛規劃的年產量較少,因此,本殼體采用重力鑄造方法,試制階段的鑄造工藝采用砂型鑄造。
在材料的選擇上,國內分動器殼體通常采用QT450,其性能指標見表1。

表1 QT450的性能指標
常用的鑄鋁材料見表2。
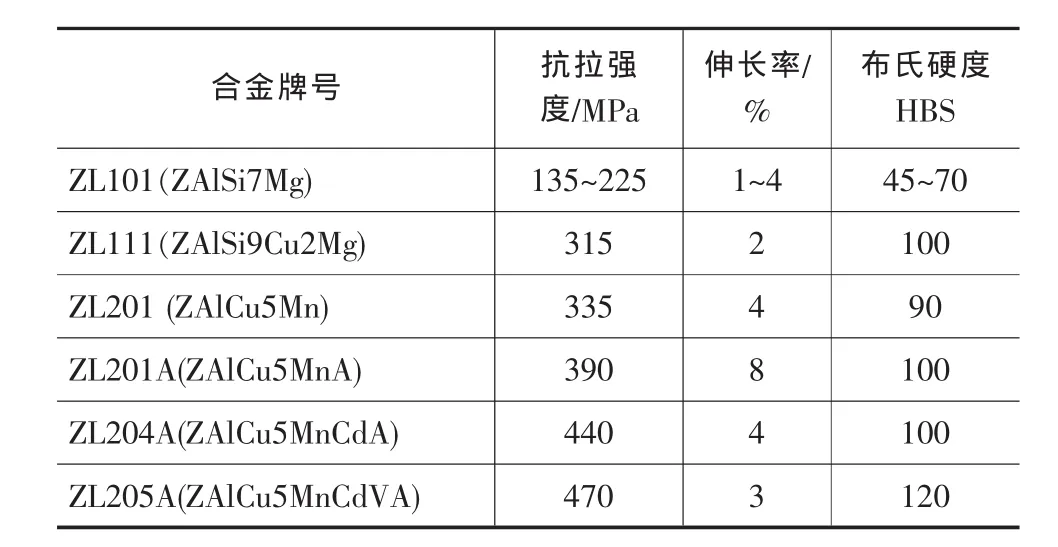
表2 常用的鑄鋁材料
結合殼體在結構設計時的CAE計算結果,要求選擇較高強度的鑄鋁合金,同時考慮特種車輛的工作環境,通過對各種鑄鋁力學性能的綜合分析,選擇了能承受較大載荷、工作溫度范圍大、中等復雜程度的高強度鑄件的材料—ZL201A。
2.1 ZL201A的性能指標
ZL201A屬可熱處理強化的鋁-銅-錳系合金,是一種用途較廣的高強度優質鑄鋁材料,適用于工作溫度-70℃~300℃。
ZL201A疲勞性能和彈性性能高疲勞性能:該合金的旋轉彎曲疲勞極限,δ-1=88 MPa (n=2×107),通過表面噴丸處理,疲勞極限可提高20%。
彈性性能:該合金的彈性模量E=69 GPa,切變模量G=28 GPa。
失效殼體的留存樣棒檢測:力學性能和化學成分測試,符合設計選用材料的標準。
殼體開裂斷面初步分析:未見明顯缺陷。
2.2 鑄造工藝分析
該合金采用高純度鋁錠為原料,為保持合金純凈,對熔煉和鑄造過程的控制有嚴格的要求,合金的澆鑄溫度為700℃~750℃。
鑄件的壁厚影響成形過程的冷凝速度,而鑄造的力學性能隨著冷凝速度增加,即隨著α枝晶細化而提高。
由于該材料的鑄造性能較差,報廢率較高。
針對這一難點,改進的措施主要有:
1)鑄造時應考慮到加強補縮和采用退讓性較好的材料(冷卻),以防止鑄件產生熱裂和疏松。
2)在零件的設計中,充分考慮到其結構的布置,以增加加強筋,來提高鑄件的鑄造質量和零件的強度。
3)首輪試制的模型采用木模,由于鑄造的表面質量不十分理想,為了有效地保證鑄件的質量,改進后的模型采用金屬模
4)為解決鑄件中的疏松和針孔等缺陷,提高其氣密性,工藝上采用了浸滲處理。
5)針對該合金鑄造時熱裂,疏松傾向較大的特點,除了采用以上所述之外,做到在設計上盡量使截面均勻過渡,以及適當加大圓角。
工藝改進后,廢品率有一定改善,具備試制或小批量生產的條件。
3 分動器殼體的結構設計和優化
殼體在結構設計初期就進行了CAE分析,但由于缺乏試驗數據支持,計算結果沒有成為設計判斷的依據,僅對結構的等強度設計進行了指導,分析結果有待試驗驗證。
3.1 殼體的受力和約束
工況的選取:變速器與分動器不同的擋位組合能派生出分動器的多種工況,其中變速器1擋加分動器低擋時,分動器工況最惡劣,并與分動器靜扭試驗規范比較吻合,選取該工況的分析結果較有代表性。
殼體作為總成傳遞扭矩的支撐件,力的路徑簡化為:輸入扭矩→齒輪→軸→主軸承→殼體,假定齒輪及軸等部件為剛性體,可以快速的計算出殼體軸承處的受力,而該假定對殼體強度的分析結果影響較小。以低擋速比為例計算殼體受力如圖3。
殼體的約束面與整車安裝狀態一致,忽略橡膠懸置的作用。簡化約束不僅計算方便,還能起到強化安全系數的作用,該假定比較合理。
3.2 殼體的結構優化
根據CAE分析和試驗結果,針對原設計的不足,對殼體結構進行了加強:增加筋的分布,將輸出軸孔邊臺階部分拉直,加大圓角使筋更加圓滑過渡等措施,如圖4。
改進后殼體應力明顯降低,對比數據如表3。
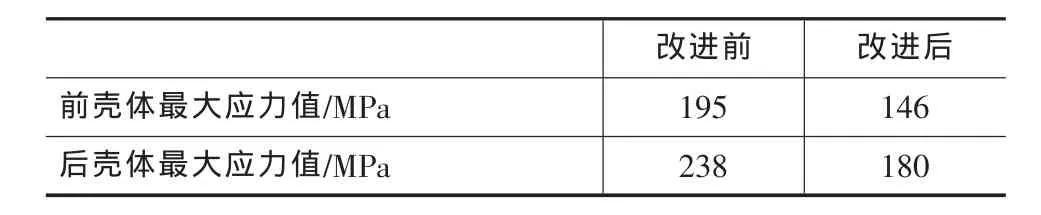
表3 改進后殼體應力對比數據
針對低擋位工況中與后殼體輸出軸孔連接的筋處應力值偏大,對該筋的設計提出幾個再改進方案,如圖5。
圖5的結果表明,筋在加高的過程中,其周邊的應力值經過了先降低又升高的過程,筋的加強應該有一個合適的范圍。
這個優化的過程也體現了仿真分析的必要性,CAE作為一個高效的分析工具,能夠給結構設計師一個量化的結果,作為參考和趨勢性的指導,能幫助設計師快速的指向最優結構。
通過對殼體的加強和結構優化,殼體應力值有了很大改善,最終的結果見表4。
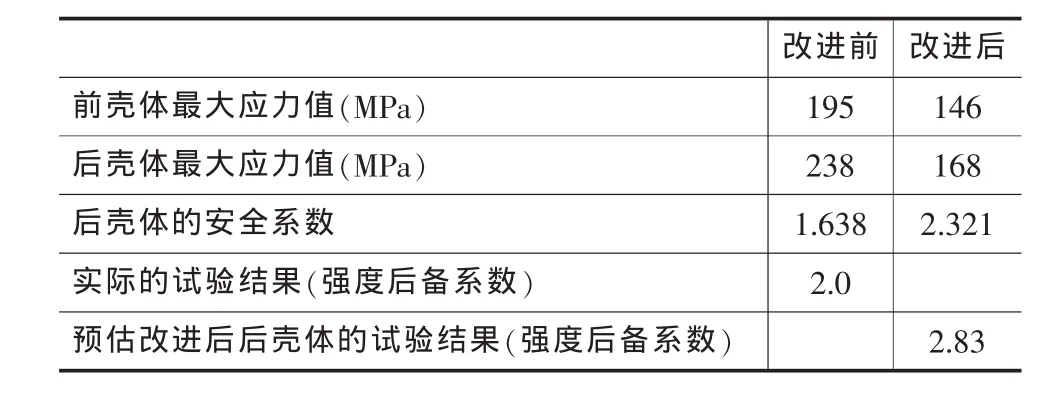
表4 殼體應力值最終的結果
4 鋁合金殼體的工藝難點分析及措施
4.1 機加工藝難點分析及措施
分動器殼體為前后結構,通過定位銷定位,前后殼體軸承孔的同軸度對總成耐久及噪音有很大影響,產品設計對殼體主軸承安裝孔的尺寸和位置精度提出很高要求。
鋁合金材料中存在著一種軟的可塑的金屬機體,機體中摻有硬而脆的顆粒,這些顆粒提高了工件材料的強度,切削時起到斷屑的作用,但隔熱卻引起了刀具的加速磨損,合理地確定刀具的技術參數對加工質量至關重要。另外,鋁合金材料的機械加工在一定的切削條件下易形成積屑瘤,會嚴重影響其加工的表面質量,故而在加工中我們根據這一特點設計配備了專用刀具,并選擇了合適的切削參數。
針對殼體外形的不規則,加工中我們選擇了日本三菱臥式加工中心進行切削加工,為了減少殼體在加工中的振動,我們設計制造了專用工裝,采用傳統的一面兩銷定位方法,裝夾上使其支點盡可能接近加工表面,同時定位面與夾緊點盡量靠近,避免固定殼體時的變形,一次裝夾完成多序加工,以減少定位誤差,提高加工的質量。
鋁殼體的剛度較低,切削力的作用會造成形位誤差,因而在加工時要考慮工件各部分的柔度。加工中我們采用粗加工→半精加工→精加工→精細加工,讓殼體在加工過程中釋放應力,保證加工質量符合產品的設計要求。
4.2 裝配工藝及應用難點分析及措施
由于一個總成中各零件的用材不可能是單一牌號的材料,不同材料的線膨脹系數是不同的,特別是輕有色金屬與黑色金屬的線膨脹系數相差較大,在汽車行駛一段時間后,各部件溫度上升,在溫度上升的同時,各零件膨脹的大小不一樣,這必然改變了我們在常溫下裝配后的狀態和要求。因此,我們在選用鋁合金作為基材制造工件時,對與鋼件配合的部位一定要考慮線膨脹系數的不同帶來的變化,一定要控制在使用允許的范圍內,才不至于因其而造成失效或喪失其功能。
通過對分動器總成結構的分析,殼體上定位主、被動齒輪的軸承安裝孔是必須嚴格控制的,而控制的尺寸主要是其直徑,也就是必須保證在工件最高溫度下仍保持有一定的過盈量而不至于使軸承松動而失效,其余部位可以不考慮(因為其線膨脹帶來的微小變化不會超出其允許的范圍)。要使殼體上的軸承安裝孔在最高溫度下與軸承外圈保持一定的過盈量就必須選定在常溫下(20℃)其安裝的過盈量。常溫下安裝的過盈量若選擇過小,同一溫度下名義值相同的直徑,殼體的安裝孔膨脹量大于軸承外圓的膨脹量,若其差值大于實際過盈量就會出現間隙,軸承就會松動,這樣就會影響軸承的性能和壽命。若過盈量選擇過大,就會給裝配帶來困難或實現不了。
以分動器殼體φ80的軸承孔軸配合為例:
理論上殼體鋁合金的平均線膨脹系數為22.6x10-6/℃.(20 ℃~100 ℃);軸承材料鉻鋼的平均線膨脹系數為 11.2x10-6/℃.(20℃~100℃),見表 5。

表5 殼體孔和軸承外圈以及直徑的變化值
這也就是說會造成安裝孔與軸承外圈有0.054 72 mm的間隙,設計時必須考慮排除此因素方可保證軸承使用可靠。
實際上,由于殼體軸承孔處形狀比較復雜,壁厚也不均勻,其膨脹不一定完全符合理論上的狀況。為此,我們做了如下試驗:將兩件在常溫下測量好的鋁合金殼體及一件軸承放在加熱恒溫箱中加熱至80℃、100℃、120℃三種溫度下分別測量其φ80軸承安裝孔及軸承的實際尺寸。試驗結果對比分析見下表6。
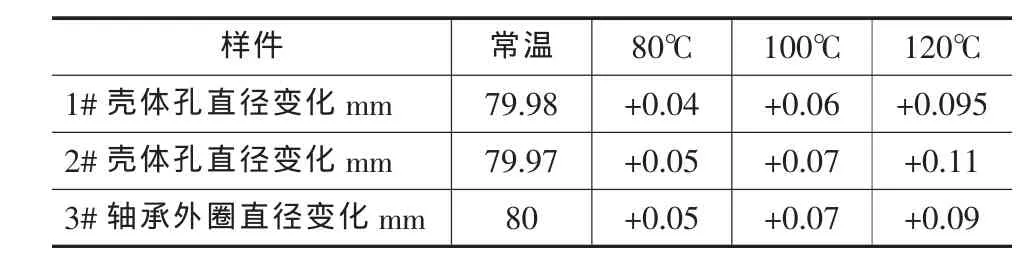
表6 試驗結果對比
通過理論分析和試驗對比,殼體上軸承安裝孔實際膨脹量只有理論上的二分之一,而軸承的實際膨脹量幾乎和理論上相等,試驗結果說明由于殼體的軸承孔周圍是不規則的形狀,壁厚也不一致,其膨脹不完全符合線性關系,而軸承的外圈是規則的型面,壁厚均勻,其膨脹符合線性關系。根據試驗結果選定其配合關系。
以上試驗工作在其它車型類似的總成上試驗過,且有幾輛車經過三萬公里的路試還未發現有軸承松動的故障。因此,該配合是可靠的。
為滿足裝配,采取熱裝工藝。即將殼體放入熱恒溫箱中,加熱至120℃溫度并保溫20分鐘,配合一定的工裝及壓力機,將軸承(或軸承外圈)壓裝到要求部位。通過該工藝可解決過盈量較大給裝配帶來的困難。
隨著各種先進的工藝和產品的不斷涌現,我們認為在解決此問題時選擇合理的配合關系不失為一種可行的手段,但不是唯一的手段。比如在鋁合金基體上噴涂一種穩定的材料或鑲嵌一種復合材料完全可以把因膨脹不同帶來的間隙控制在最小或允許的范圍內,這方面國內外有資料介紹,但因工藝的復雜性和穩定性以及設備的專用性要求都非常嚴格,要得到廣泛的應用需不斷地探索和試驗。為此,我們也在密切關注這些先進工藝的推廣和應用,以便在今后的大批量生產中探討實施的可能性。
5 試驗驗證
試驗結果:輸入軸的破壞扭矩28 860 Nm,中間軸高擋齒輪一齒斷裂,見圖6。
臺架靜扭試驗結果:強度后備系數為2.41,按照QC/T291-1999標準進行評價已經非常接近指標要求的2.5,而且殼體在試驗中沒有損壞。結合修正后的CAE分析結果,改進后的殼體強度后備系數達到2.83,大于試驗標準的2.5,因此,基本認定改進后的殼體滿足設計要求。
整車試驗結果:樣車完成5 000 km的可靠性試驗考核,完成了越野路試驗、600mm垂直越障等惡劣試驗項目,分動器總成未出現任何故障。
上述試驗結果表明,針對鋁合金殼體進行的設計和工藝改進基本達到預期效果。
6 小結
本文從分動器殼體失效分析出發,重點分析了高強度鋁合金ZL201A的鑄造工藝性、機加工藝性,制定了提高鑄件質量和加工質量的具體措施;在殼體加強的結構設計中與CAE分析手段互動,進行強度校核和結構優化;同時利用第一輪的試驗結果修正改進前殼體的CAE計算結果,對改進后殼體的CAE計算結果進行了評估,評估的結果及隨后的各項試驗結果均表明,上述改進措施切實有效。
總成重量(與QT450比)由250 kg降至205 kg,減重達21%,輕量化設計目標達成。
輸入扭矩超過10 000 Nm的分動器總成采用鋁合金作為殼體材料,在國內還是首次,本項目階段性的成果,可以為鋁合金材料在國內分動器或其他齒輪箱領域的推廣應用提供參考。
總成再次試制后重新進行臺架試驗,靜扭臺架強度彈簧鋼的材料的成分、工藝特性、力學特性等進行了廣泛而深入地研究。根據實驗結果制定的高強度彈簧鋼的技術條件,鋼廠根據高強度彈簧鋼的技術要求,對生產工藝做了必要的改進,生產出了能夠滿足使用要求的高強度彈簧鋼。板簧企業通過大量的產品工藝試驗后,已經掌握了高強度彈簧鋼的技術特點,并能夠利用高強度彈簧鋼的技術優勢設計開發輕量化的鋼板彈簧產品。目前,采用高強度彈簧鋼生產的高應力板簧,不僅產品性能大大提高了,臺架試驗(執行標準GB/T19844)次數一般都在20萬次以上,是行業標準要求次數的2.5倍以上,臺架試驗和道路試驗表明,產品的可靠性也大大地提高了。國內板簧企業參與了多個歐洲引進車型的國產化項目,加上在客車行業推廣應用高應力板簧技術,現在國內板簧企業已經具備自主開發高應力輕量化鋼板彈簧的能力,并且具備了批量的制造能力,能夠滿足我國汽車技術發展的需要。
[1] 劉惟信.汽車設計[M].北京: 清華大學出版社,2001.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06