鋼格板計算機輔助設計與優化排料系統研究與開發
2012-03-21 05:33:10朱增力
圖學學報 2012年4期
柳 明, 寧 濤, 朱增力
(1. 北京航空航天大學機械工程及自動化學院,北京 100191;2. 煙臺新科鋼結構有限公司,山東 煙臺 264006)
鋼格板(鋼格柵板)是用一定間距的扁鋼和橫桿進行正交排列,并壓焊成平面呈格柵狀的一種鋼鐵制品(如圖1所示)。其主要用做于排水溝蓋板、鋼結構平臺板、鋼梯的踏步等,具有通風、采光、散熱、防爆、防滑、防酸堿腐蝕等性能[1],相對于同用途的傳統材料具有明顯的優越性,在冶金、石油、造船、化工、水利、運動場館等各行業領域都得到了廣泛的應用。目前我國從事鋼格板生產的企業有上千家,主要集中在煙臺、寧波、廣州等地及周邊地區。我國鋼格板年產量大約在40萬噸以上,產品銷往美國、日本、韓國、新加坡、澳大利亞、臺灣等多個國家和地區[2]。

圖1 鋼格板結構圖
近年來鋼格板需求市場的進一步擴大以及相應的出口貿易摩擦的頻發,對國內鋼格板生產企業的設計與生產能力提出了更高的要求。但是,目前絕大部分鋼格板生產企業普遍面臨3個主要問題:
首先,傳統的設計方法、工具應用于鋼格板行業缺乏針對性。采用AutoCAD、浩辰、中望等通用CAD軟件進行鋼格板的布置繪圖設計工作量大,存在較多重復繁冗工作;且中小型企業采用功能齊全的大型CAD軟件投入產出比欠佳。
其次,工藝優化效率不高。優化排料占據了鋼格板設計、工藝優化過程中近40%的工作量,直接影響了鋼格板的生產效率。由于現有CAD軟件和排料系統無法集成應用于鋼格板工藝過程的設計;人工計算排料不僅效率低,正確率也很難保證。因此優化排料問題是鋼格板企業設計生產流程中的一個瓶頸。
最后,設計、生產與管理的信息孤島問題。傳統的設計方法、工具無法應對企業日益增長的各類數字化需求。企業內部的設計、生產系統相對孤立,設計信息無法被工藝、打包等生產過程所共享利用。
綜上所述,利用現有數字化技術提高鋼格板的設計、生產效率是整個鋼格板行業亟需解決的關鍵問題。由于鋼格板的設計要符合國標準,因此其繪圖設計具有較強的規律性,如同平臺板型號基本一致,間隙基本固定,寬度、長度等可按型號進行選取等等。充分利用這些規律可大大提高設計效率,為實現設計生產的數字化提供了可行性。本文論述的鋼格板計算機輔助設計與優化排料系統集成鋼格板智能化繪圖、交互與自動結合的排料算法、工作量自動統計、自動生成打包發貨方案等功能,為鋼格板設計、生產提供了完整的解決方案。
1 系統結構與功能
鋼格板計算機輔助設計與優化排料系統以自主開發的二維CAD系統為平臺集成了針對鋼格板的設計及工藝優化等諸多功能。其基本功能涵蓋了目前通用CAD軟件的絕大部分常用操作,包括:圖形繪制(各種圖元)、圖形編輯、視圖變換(平移、鏡像、放縮等)、尺寸標注、兼容AutoCAD的圖案填充、陣列、DXF文件讀入、兼容AutoCAD的線型等[3]。可進行復雜圖紙的設計與編輯,滿足鋼格板的鋼梁繪制、間隙標注、板號設置等設計要求。同時,針對鋼格板設計與優化的特殊需求,系統增加實現了自動區域布板、批量尺寸標注、批量間隙調整、工藝優化計算、排料圖繪制與交互調整、工作量與工藝方案導出等客制化功能。

圖2 系統功能流程圖
系統功能層面可分為CAD與CAM兩個模塊(如圖2所示),實現了CAD/CAM集成與信息共享。在設計過程中,設計人員將客戶的鋼梁布置圖導入系統或在系統中手工繪制鋼梁圖(即布板邊界圖),隨后進行自動區域分割,選定布板區域自動生成鋼格板,同時系統自動編號并可產生BOM信息表。BOM表為整個系統數據交換處理的核心,是實現CAD/CAM集成的關鍵環節。通過BOM表可提取相關信息自動導出Excel工作量統計表,以便企業對工人進行績效評估。
設計方案完成后,設計信息傳輸至CAM模塊。系統可根據共享信息與排料優化算法對下料方案進行多次自動優化計算,并生成可視化的排料示意圖以供生產人員參考安排生產計劃。同時產品的幾何、物理信息可被系統利用,計算生成合理的打包發貨方案,顯著縮短生產交貨周期。
CAD/CAM集成與信息共享的優勢同時還體現在本系統與企業管理信息系統的接口。系統生成的工作量統計表、工藝方案等都可按特定的數據排列格式生成Excel文件并導入管理信息系統。有助于中小型企業在一定范圍內實現設計、生產、管理的信息共享。
系統CAD模塊的主要圖元類有CRefCur、CRefPt、CDim等,都繼承自CEntity。由這些類實現基本的線、點、標注的繪制。CBlock(圖塊類)定義了一個CEntity對象的聚合,可通過它的子部件調用各自函數實現繪制。而CTable、CSG、CRaw則是系統針對鋼格板設計開發的圖元類。CSG實現了鋼格板特征的繪制,包括板號、扁鋼方向、橫桿數、扁鋼數等基本信息。設計信息由CTable實現匯總處理后生成材料明細表(BOM),并傳輸至CAM模塊。最終CRaw負責實現優化結果的可視化,即排料示意圖的繪制與交互調整等。
2 系統關鍵技術
2.1 區域分割與自動布板
鋼格板的傳統設計流程為:繪制鋼梁圖、設置間隙、分割區域布板。一般情況下由客戶提供備鋪設區域的鋼梁布置圖。在邊界(即鋼梁)與間隙(出于產品裝配考慮的預設間隙)約束下進行區域分割。這個過程可認為是在原材料幾何尺寸或承載應力的限制下將二維信息產品化。最后,在劃分的子區域中依照形狀尺寸標注產品號(板號)加以區分[4]。該步驟重復工作量較大,設計效率不佳。
本系統采用區域分割與自動布板算法對傳統設計流程進行了全程優化。在系統中采用自動區域等距、等角度分割的方法代替了人工方案劃分。分割算法對矩形或扇形區域進行滿寬度(原材料寬度)等分,從區域A的始邊界起按順序進行n次切割直至末端邊界,將最后不滿足等分量v的部分置為余量s,得出區域根據不同的原材料尺寸可對v進行調整并再次計算,因此最大限度的提高了原板的利用率并減少了后續的加工工序。
系統對設計環節優化的關鍵在于實現了對選定區域進行自動批量布板并生成產品板號(如圖3所示)。界面操作流程為框選一個區域并執行功能,該矩形區域即為自動布板算法的輸入信息。系統會以框選矩形區域的左下角點(box.min[0],box.min[1])為起始點,以step=0.2m為單位步長沿X、Y方向進行掃描。一旦掃描點(x,y)檢測到還未鋪設鋼格板的封閉子區域便會自動創建板特征。最后確認該板特征的包圍盒是否有超越矩形區域的情況,并將特征正式加入實體集。該掃描過程的簡化算法如下:
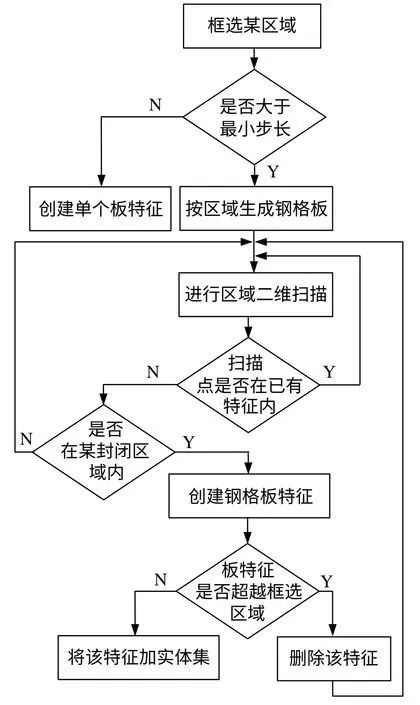
圖3 自動布板算法流程圖
while( y< box.max[1]- 0.5*step )
{
x = box.min[0]+ 0.5*step ;
while( x < box.max[0]- 0.5*step )
{
If (IsInSG(x,y)== FALSE)
//判斷掃描點此時所在區域是否還未布板
pSG = CreateSG(x, y); //創建鋼格板
……
x += step ;
}
y += step ;
}
2.2 BOM信息提取與工作量統計
鋼格板BOM信息表是連接設計與生產的關鍵。傳統設計流程中鋼格板的板號、幾何尺寸、質量等基本信息不可避免地要經過手工收集、計算。而本系統可以板特征為識別方式對設計信息進行篩選處理。板特征包含全部基本信息,以及由此衍生的扁鋼數、橫桿數、扁鋼厚度、橫桿間距等相關工藝信息。系統確認備選信息源后可自動生成BOM表,從而為模塊間的集成架設了橋梁。
系統的工作量統計以BOM表為直接處理對象,可對設計信息進行二次提取:通過板號對異形與矩形板加以分類處理;通過扁鋼方向對橫向隔焊與縱向滿焊進行計算;通過幾何信息對接板料與異形板的切割長度進行計算(如圖4所示)。普通的鋼格板產品為平面矩形,因此可通過計算包圍盒區分通用與異形設計。板特征輪廓與包圍盒不重合部分即為非規則邊界,可定性為異形板(如圖5所示)。進而標記輪廓中的該曲線計算出其長度信息。整個過程完全取代了傳統設計流程中的人工計算處理。工作量統計信息匯總完畢后可按指定格式導出Excel文件,以導入企業管理信息系統。

圖4 工作量統計算法流程圖
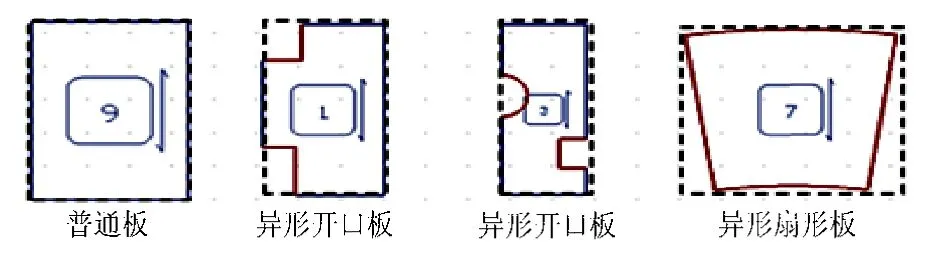
圖5 通過包圍盒識別異形板開口
2.3 鋼格板優化排料
鋼格板由扁鋼與橫桿壓焊而成,縱向、橫向材料加工工藝不同。這一特殊性質決定了它不同于普通的二維型材。因此,在設計階段就要涉及到生產原板所需的扁鋼、橫桿規格及數量等相關參數。這不僅增加了設計難度,同時也提出了如何提高鋼格板下料利用率問題。目前大部分企業采用人工計算下料方案,不僅需要耗費大量的時間精力,同時也對相關人員的設計、生產經驗提出了很高的要求。因此,相當一部分工藝方案無法滿足生產需求,方案可調性、兼顧生產效率等指標不盡如人意。
針對這些問題,本系統提出了基于混合遺傳算法的鋼格板自動優化排料解決方案。混合遺傳算法既有基本遺傳算法概率意義上以隨機方式尋求問題最優解的優勢,同時又融合了基本優化算法較強的局部搜索能力,增加了編碼變化操作過程,提高了優化計算的運行效率和求解質量[5-6]。可應用于鋼格板工藝設計中近似線材的大規模優化計算。
系統通過對BOM信息加以提煉篩選后生成排料控制表作為工藝優化的界面操作對象。控制表可實現參與排料計算的產品的入口控制并動態跟蹤其狀態變化。開始計算后設計信息便會被引入以線材計算為核心并兼顧寬度的下料優化算法。具體步驟可歸納如下:
步驟1 參數設置。讀取包括橫桿數、橫桿間距、扁鋼數、扁鋼間距、厚度、本次計算的尺寸控制范圍(最大寬度、最小寬度)等參數信息。
步驟2 讀入已選擇的板信息并篩選。結合排料控制表讀取已選擇的板特征信息,并按先前設置的尺寸控制范圍剔除需求外的板特征。
步驟3 排序與寬度優化。將讀入的信息轉化為特定數據類型并按長度進行排序。對排序后數據以寬度為對象進行初步優化,即確定并行下料的配對關系。
步驟4 進行線材優化。對于已確定并行配對的鋼格板作為單個單位與其他板按長度進行線材優化,最終生成優化結果文件。
系統可對優化完畢的結果文件進行讀取,以可視化的排料圖呈現出優化計算結果。此時設計人員也可視情況對排料圖進行交互修改。確認無誤后可根據交互后的結果導出工藝方案發送生產。
3 應用實例
本系統已在煙臺某鋼結構企業得到生產應用。以實施本系統后承接的某平臺鋪設項目為例:共有布板平臺8個,總設計面積523.57m2。系統設計結果為:鋼格板326塊、型號(板號)39種,共需6m~7m原板65塊(如圖6所示)。
系統最終試運行評估結果如表1所示。綜合系統初步計算結果與后期人工調整部分,保守估計應用本系統后可節省35%的工作量。
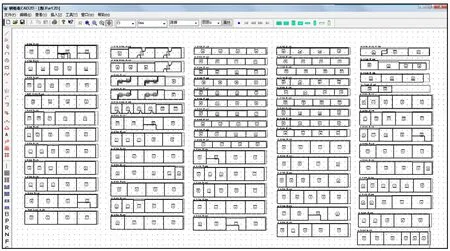
圖6 某項目的工藝優化排料圖
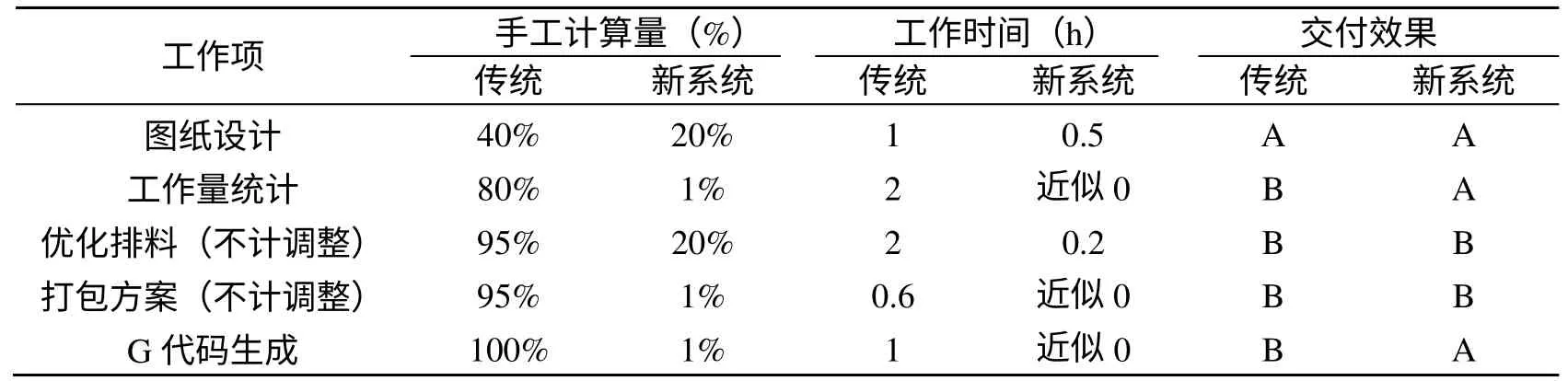
表1 系統應用情況評估
4 結 論
鋼格板計算機輔助設計與優化排料系統實現了鋼格板設計與生產制造的信息共享,集成了設計與工藝優化等功能。對我國鋼格板生產企業采用的設計方法、設計工具與生產方式具有一定的借鑒意義。實踐證明采用本系統提出的功能劃分與生產模式可大幅提高生產率,進一步提升了中小型企業的信息化水平。
另一方面,如何進一步提升產品設計功能的自動化水平是本系統下一步的開發重點,即將區域分割與自動布板功能整合,力求實現根據工藝要求對設計區域進行自動化產品劃分與調整。
[1]施 昱, 葛樂通. 鋼格板切割的現狀與展望分析[J].機械設計與制造, 2008, (12): 239-241.
[2]劉彥奇. 美對我國鋼格板和鋼絞線出口征收反傾銷關稅帶來的影響分析[Z].巨靈信息:http://finance.stockstar.com/JL2009102900001952.shtml, 2009.10.
[3]王 偉. 服裝工藝單系統的開發與研究[D]. 北京:北京航空航天大學圖書館, 2005.
[4]朱增力. 計算機輔助鋼格板設計及工藝優化系統流程[Z]. 煙臺新科鋼結構有限公司: 技術部設計文檔, 2009.
[5]倪福龍, 王 偉, 寧 濤. 塑料門窗CAD系統WinDoor的設計與實現[J]. 計算機工程與應用,2005, 28: 110-113.
[6]倪福龍. 計算機輔助門窗設計及型材優化下料系統的應用開發[D]. 北京: 北京航空航天大學圖書館, 2005.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中華手工(2017年2期)2017-06-06 23:00:31
銅業工程(2015年4期)2015-12-29 02:48:39
中外會展(2014年4期)2014-11-27 07:46:46
石油化工應用(2014年8期)2014-03-11 17:40:03
