大型鈷基高溫合金機(jī)匣新件研制
2012-03-17 07:30:54史韻琦
中國(guó)新技術(shù)新產(chǎn)品 2012年18期
關(guān)鍵詞:工藝
史韻琦 趙 宇 關(guān) 寧 曹 琳
(1.中航工業(yè)沈陽(yáng)黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司,遼寧 沈陽(yáng) 110043;2.沈陽(yáng)市萬(wàn)事達(dá)汽車(chē)改裝廠,遼寧 沈陽(yáng) 110043)
該零件外形均由曲面構(gòu)成,壁厚為3.175mm,外圓型面上有八個(gè)大島嶼與一個(gè)小島嶼,在前端面有144處孔,徑向孔有20處。在零件后端面有160處孔,徑向孔有21處,并有21處花邊。針對(duì)零件在加工中受到零件材料難加工,及零件型面復(fù)雜的制約,我們進(jìn)行了大量的研制工作。本篇論文論述了高壓渦輪機(jī)匣加工研制的整個(gè)過(guò)程。
本論文內(nèi)容主要包含以下兩個(gè)部分:
a.概述部分:介紹GE公司大型鈷基高溫合金機(jī)匣的結(jié)構(gòu)特點(diǎn)和加工工藝難點(diǎn);
b.工藝路線(xiàn)及機(jī)械加工:針對(duì)零件結(jié)構(gòu)特點(diǎn)和加工難點(diǎn)論述零件加工工藝和機(jī)械加工過(guò)程。
1 零件及加工概述
1.1 零件結(jié)構(gòu)
高壓渦輪機(jī)匣為鈷基高溫合金環(huán)形靜止零件,輪廓以曲面為主,最大外徑尺寸φ1137mm,高116.497mm,型面壁厚3.619mm,型面上有八個(gè)大島嶼及一個(gè)小島嶼;零件分前后端面,前端面有114個(gè)通孔,徑向孔有20處。在零件后端面有160處孔,徑向孔有21處,并有21處花邊。零件整體如圖1
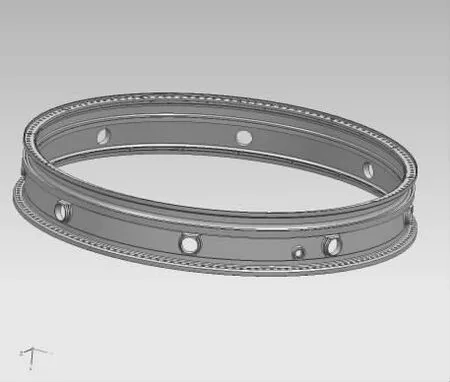
圖1 高壓渦輪機(jī)匣
1.2 零件材料及特點(diǎn)
1.2.1 鈷基高溫合金
高壓渦輪機(jī)匣材質(zhì)為RENE41,毛料為鈷基高溫合金模鍛件,含有金屬主要成分有鎳、鉻、鎢和少量的鉬、鈮、鉭、鈦等合金元素。鈷基高溫合金具有較高的強(qiáng)度、良好的抗熱疲勞、抗熱腐蝕、和耐磨腐蝕性能。用于制作航空噴氣發(fā)動(dòng)機(jī)、工業(yè)燃?xì)廨啓C(jī)、艦船燃?xì)廨啓C(jī)的渦輪增壓器。正是由于這種性能,該材料用于高壓渦輪機(jī)匣。
1.2.2 加工特點(diǎn)
鈷基高溫合金材料由于成分的原因,材質(zhì)硬難于切削,在加工時(shí)受切削力影響變形不大。零件的結(jié)構(gòu)特點(diǎn)對(duì)工藝路線(xiàn)、刀具及加工的方法有所要求,在新件的研制階段需要合理安排工藝路線(xiàn)及安排合理的加工方法。
1.3 工藝難點(diǎn)
該零件從設(shè)計(jì)圖紙進(jìn)行工藝分析,從工藝路線(xiàn)、加工、刀具三個(gè)方面對(duì)加工難點(diǎn)進(jìn)行論述。
1.3.1 機(jī)械加工
零件的材料硬度大,型面復(fù)雜:
切削零件材料時(shí),零件材料硬度大,型面加工長(zhǎng)。在進(jìn)行半精車(chē)時(shí)進(jìn)行深槽加工,普通刀具難于加工該處。
銑加工表面:在進(jìn)行粗銑削加工時(shí),零件型面余量大,最大處達(dá)到19mm余量,加工時(shí)需用大量刀具。
2 加工工藝研究
2.1 工藝路線(xiàn)
通過(guò)以上的分析制定工藝路線(xiàn),編制工藝規(guī)程,由于零件整體結(jié)構(gòu)比較復(fù)雜,加工路線(xiàn)已先車(chē)加工零件外形,后進(jìn)行粗銑加工去余量,然后進(jìn)行熱處理工序。再進(jìn)行精銑加工零件的型面,后焊接,再進(jìn)行零件的精車(chē)加工,后對(duì)零件進(jìn)行銑花邊及鉆孔,最后對(duì)零件內(nèi)部進(jìn)行噴涂。
2.1.1 工藝路線(xiàn)制定
工藝路線(xiàn):№0毛料-№5車(chē)后端面基準(zhǔn)-№10粗車(chē)前端及型面-№15粗車(chē)后端及型面-№20粗銑外型面-№25去應(yīng)力熱處理-№30修后端面基準(zhǔn)-№35半精車(chē)前端及型面-№40半精車(chē)后端及型面-№50精銑外型面-№55去毛刺-№60焊接連接座-№70修基準(zhǔn)-№75精車(chē)前端-№80精車(chē)后端-№85鉆前端面孔、徑向孔并銑端面槽-№90鉆后端面孔、徑向孔并銑端面槽-№100攻螺紋-№105標(biāo)印-№110清洗-J115中間檢驗(yàn)-120熒光檢查-125清洗-130集件-135裝配-140清洗-145噴涂-150車(chē)涂層-155修噴涂表面-J160最終檢驗(yàn)-165入庫(kù)
2.1.2 工裝和刀具選擇
工裝:主要根據(jù)GE公司提供的車(chē)床和銑床夾具結(jié)構(gòu)圖紙進(jìn)行設(shè)計(jì)并制造,檢測(cè)用約束測(cè)具為自主設(shè)計(jì)制造。
刀具的選擇:鈷基高溫合金是一種難切削材料,刀具本身成分內(nèi)含有鈷成分,在加工中,刀具材料容易與零件材料產(chǎn)生親和,刀具很容易磨損,故選用刀具時(shí),應(yīng)選用耐磨涂層,防止零件在加工時(shí),刀具磨損,使得刀具有更高耐磨性,零件得到更好的表面質(zhì)量且延長(zhǎng)刀具壽長(zhǎng)。
2.2 車(chē)加工
車(chē)加工共有9道工序:№5車(chē)后端面基準(zhǔn)-№10粗車(chē)前端及型面-№15粗車(chē)后端及型面-№30修后端面基準(zhǔn)-№35半精車(chē)前端及型面-№40半精車(chē)后端及型面-№70修基準(zhǔn)-№75精車(chē)前端-№80精車(chē)后端
№5車(chē)后端面基準(zhǔn):本道工序車(chē)加工零件的內(nèi)孔及外圓,用于下一道工序的找正及壓緊;
№10粗車(chē)前端及型面:去除大部分余量為精加工單邊留有3mm余量;
№15粗車(chē)后端及型面:去除大部分余量為精加工單邊留有3mm余量;
№30修后端面基準(zhǔn):熱處理后,進(jìn)行修基準(zhǔn)工序,為下道車(chē)加工做準(zhǔn)備。
№35半精車(chē)前端及型面:在零件型面處加工到零件設(shè)計(jì)圖尺寸,端面留有余量1mm余量。(在NO20工序應(yīng)力釋放后,型面加工到零件設(shè)計(jì)圖尺寸)
№40半精車(chē)后端及型面:在零件型面處加工到零件設(shè)計(jì)圖尺寸,端面留有余量1mm余量。(在NO20工序應(yīng)力釋放后,型面加工到零件設(shè)計(jì)圖尺寸)
№70修基準(zhǔn):車(chē)零件的止口端面及外圓,用于零件的裝夾找正。
№75精車(chē)前端:將零件端面尺寸加工到零件最終尺寸,并扎槽。
№80精車(chē)后端:將零件端面尺寸加工到零件最終尺寸,并扎槽。
2.3 銑加工
零件的精銑加工:
零件的精銑加工,在精銑加工時(shí),注意合理的安排零件的加工路線(xiàn),加工的先后順序,加工時(shí)的走刀路線(xiàn)。具體精銑的加工路線(xiàn)如下:
第一步:加工零件型面,在加工零件型面時(shí),采用切線(xiàn)進(jìn)刀,在加工零件型面時(shí),采用上下往復(fù)銑加工,保證零件的表面質(zhì)量,零件的表面粗糙度,銑削零件的型面。
第二步:銑加工島嶼凸臺(tái)表面,用Φ20刀具銑加工凸臺(tái)表面,在零件表面方向進(jìn)刀切削
第三步:加工島嶼大孔及島子臺(tái)階。
第四步:清理大島嶼兩側(cè),用Φ20R3進(jìn)行清理島嶼兩側(cè)。
第五步:清理小島嶼,在小島嶼外層走兩次,將零件銑型面的殘余清除。
第六步:清理小島嶼下部,用R6球刀進(jìn)行清根,清根時(shí)需注意刀具的磨損。
2.4 關(guān)鍵和難點(diǎn)
高壓渦輪機(jī)匣加工的關(guān)鍵在于車(chē)加工的車(chē)槽及銑加工的工藝路線(xiàn)。
2.4.1 進(jìn)行粗銑零件型面,注意走刀路線(xiàn)的刀路,在粗銑時(shí),大量去除零件余量。
2.4.2 除零件余量后需要對(duì)零件進(jìn)行熱處理,將零件粗車(chē)及粗銑時(shí)的殘余應(yīng)力釋放。
2.4.3 后進(jìn)行車(chē)基準(zhǔn)及半精車(chē)加工。在半精車(chē)時(shí),先用R2.5球刀進(jìn)行粗扎槽,在用R2球刀進(jìn)行精車(chē)。在遇到特殊槽型時(shí),選用非標(biāo)刀片進(jìn)行車(chē)加工零件的型面。
2.4.4 進(jìn)行精銑加工時(shí),注意零件的走刀路線(xiàn),合理的安排刀路,加工出零件的型面。
3 加工工藝總結(jié)和推廣
隨著民用航空飛機(jī)的發(fā)展,類(lèi)似鈷基高溫合金被越來(lái)越多的應(yīng)用,鈷基合金材料應(yīng)用領(lǐng)域的越來(lái)越廣泛,必將對(duì)制造業(yè)提出更高的要求,對(duì)特種合金加工工藝的研究也會(huì)更加深入。
此次對(duì)鈷基高溫合金類(lèi)大型機(jī)匣件工藝方法的第一次探索嘗試,發(fā)現(xiàn)了一些鈷基高溫合金的加工工藝方法,如合理安排零件工藝路線(xiàn),選用合適刀具進(jìn)行加工,安排合理的走刀路線(xiàn);除此之外,也對(duì)刀具對(duì)零件加工中應(yīng)用的重要性有所認(rèn)識(shí),這些方法和措施也會(huì)推廣到其他GE公司的大型機(jī)匣合金類(lèi)零件的研制中去,不斷摸索創(chuàng)新。
[1]金屬切削手冊(cè)[M].技術(shù)中心金屬研究室.
[2]金屬切削技術(shù)指南[M].山特維克可樂(lè)滿(mǎn).
[3]西門(mén)子編程教程[M].
[4]AMS4132美國(guó)航空材料標(biāo)準(zhǔn)[S].
[5]UG6.0編程手冊(cè)[M].
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
