X-H軋法軋制H型鋼的偏心缺陷控制與研究
2012-03-06 08:02:28蔣海濤
中國鋼鐵業 2012年6期
馬 強 蔣海濤
1.前言
萊蕪鋼鐵股份有限公司大H型鋼生產線是2005年從德國西馬克梅爾公司引進,該生產線以近終型異型連鑄坯為原料,連鑄坯經過一架φ1082兩輥可逆粗軋機軋制后,經鏈式移鋼機橫移進入TM(往復連軋機組)進行往復軋制成型。TM機組包括三架軋機,為UR(萬能粗軋)-ED(軋邊機)-UF(萬能精軋),TM的三架軋機集成了世界最新的H型鋼軋制技術,主要包括X-H軋制技術(德國西馬克公司專利技術)和TCS(包括AGC和HAGC)輥縫自動控制技術。XH軋制工藝技術具有流程短,投資少,生產成本低,偏心調整手段多等優點。但是這兩項先進技術對工裝精度要求較高、對孔型設計和壓下規程的設計要求較嚴,設備維護不到位或者工藝設計不合理都會導致偏心質量缺陷難以控制,影響產品質量和成材率等經濟指標的提升。經過五年的先進技術消化吸收和改進應用,大型H型鋼的偏心缺陷已經得到穩定地控制。
2.偏心的形成機理
該生產線的粗軋機采用近終型異型連鑄坯為原料,坯料的形狀接近于H型,粗軋機的孔型設計全部為開口對稱孔型[1]。與傳統的采用矩形坯生產H型鋼的粗軋軋制工藝不同,不能通過調整軸向來改變閉口或者半閉口孔型各部分的大小,也就不能有效地控制粗軋坯翼緣各部分金屬量分配,從而進行偏心控制。近終型連鑄坯生產H型鋼,只要粗軋孔型設計合理,在壓下規程設計和壓下量調整時保證孔型的充滿度,坯料的四個翼緣金屬量分配是比較均勻的,其對偏心的影響非常少,實際上粗軋機也沒有非常有效的偏心調整方法。偏心的控制主要在TM區域X-H軋制方法的控制上。
2.1 X-H軋制方法簡介
X-H軋法的設備由UR-ED-UF三架軋機組成。軋制工藝是在UR采用X型孔型,便于粗軋來料能夠順利咬入孔型,保證軋件各部分變形相對均勻;在UF采用H孔型,保證最終產品的標準規定尺寸;中間軋邊機的主要作用是對軋件的翼緣端部進行加工,保證翼緣端部的平坦和保證翼緣長度符合尺寸標準,也有保證UR軋機X孔型和UF軋機H孔型的順利過渡的作用[2]。軋件在三架軋機間往復連軋多個道次,每個道次都進行一次X型與H型的轉換,最終通過UF的H型孔型軋制成型。與純連軋工藝相比,大大減少了軋機的數量,從而減少設備和廠房投資,減少了工裝消耗,優點非常明顯。
2.2 X-H軋制方法偏心控制原理
X-H軋法的偏心控制主要包括兩個部分,一個是萬能軋機的孔型翼緣金屬量分配控制,另一個軋邊機的翼緣長度控制和少量的翼緣金屬量分配控制。
萬能軋機的翼緣金屬量分配控制原理見圖1。從圖中可以看出:無論是UR的X孔型(圖中實線部分),還是UF的H孔型(圖中虛線部分),每個孔型都由一個水平輥輥縫和四個立輥輥縫組成。對于UR的X型孔型,由于四個立輥輥縫與垂直方向有5度的斜度,通過軋制中心線的抬高或者降低可使兩個水平輥同時上升或者下降,從而可以改變上下立輥輥縫的大小,也就改變了軋件上下翼緣金屬量的分配比例,對于調整上下翼緣的整體偏心非常有效;另一方面,對于UR和UF兩架軋機。通過調整下輥的軸向,使水平下輥偏向軋機的一側,同時配合兩側立輥同時向軋機的傳動側或者操作側移動,可以改變斜對角兩對立輥輥縫金屬量的分配[3]。當出現軋件操作側上和傳動側下兩個翼緣長度相對于另外兩個翼緣的長度明顯不同,形成斜對角偏心時,通過軋制線調整的方法就很難解決,此時就要通過軸向調整法對偏心進行調整。軋制線調整法和軸向調整法兩種方法的組合可以隨意控制軋件的每個翼緣的長度。

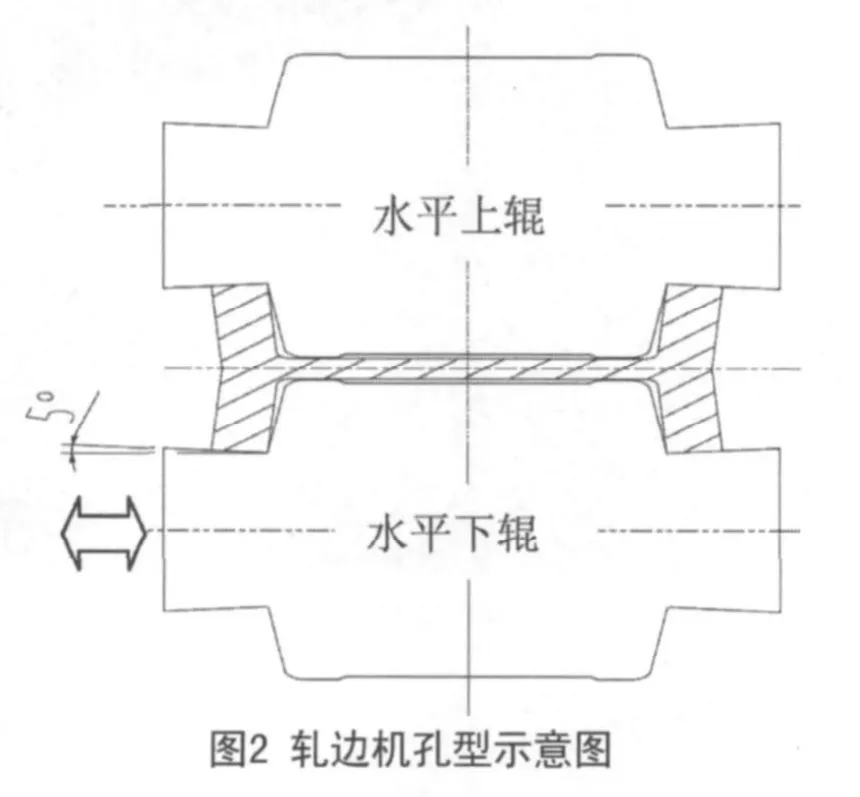
軋邊機控制翼緣長度控制和分配翼緣金屬量的原理見圖2。從圖中可以看出,軋邊機孔型與軋件翼緣端部接觸的部分與水平方向有5度的斜度,通過調整下輥的軸向可以改變斜對角方向兩個翼緣的長度,與UR和UF通過軸向調整偏心的作用類似。在實際生產的過程中一般保證上下輥孔型對正,避免由于軋邊機的軸向問題造成偏心即可,偏心調整通過萬能軋機就可以解決。利用軋邊機解決偏心問題主要在于軋邊機孔型深度的設計以及軋邊機與UR、UF水平輥輥縫大小關系的匹配上。軋邊機的作用是軋制軋件的翼緣,不對軋件的腹板進行軋制,軋件腹板與輥面有一定的間隙。但是會由于軋邊機的槽深問題、三架軋機軋制線高度以及連軋堆拉關系的問題,造成軋件單側腹板與軋輥表面接觸現象,從而形成上下偏心。這就對軋邊機的槽深設計提出了嚴格的要求,軋槽過深或者過淺都回造成偏心難以控制。
3.偏心控制措施
從偏心控制原理不難看出,造成軋件偏心的原因主要有以下兩個方面,一是,由于工裝精度的下降,造成萬能軋機的軋制線或者軋機的軸向發生的偏移,改變了軋件翼緣金屬量的均勻分配,形成偏心質量缺陷;二是,軋邊機孔型深度設計不合理,TM三架軋機水平輥輥縫的匹配不當。因此,在偏心的控制過程中要重點做好軋制工裝精度的控制和軋邊機槽深的優化。
3.1 工裝精度的控制
工裝精度包括在線精度和離線精度兩個部分,它對軋件的偏心控制至關重要。在軋機校準的過程中出現的軋機兩側校準力偏差大和軸向調整量不足問題會造成軋件的偏心調整困難。主要從以下兩個方面加強了軋機設備精度的相應控制。
3.1.1 做好保證萬能軋機軋制中心線穩定的工作。包括,影響軋制線標定的各磨損件的尺寸精度,立輥箱在立輥牌坊內上下的跳動量有關的各部件的尺寸精度控制[4]。例如對于H400×400規格的軋件頭尾偏心大質量缺陷解決,就是從減小立輥箱在立輥牌坊內的跳動量入手解決的。一般跳動量要控制在0.5mm以內。
3.1.2 做好軸向滑板的精度控制工作。軸向滑板在水平輥上下移動的過程中會造成不均勻磨損,嚴重的磨損呈弧形,最大凹陷變形處達3mm,該部位間隙的偏大會造成軋制過程中軋輥軸向固定不好,易引起軋件斜對角偏心缺陷。另外,隨著軋輥的上下移動,軋輥的軸向會同時由于圓弧形磨損發生移動。軸向滑板的需要定期檢查更換,一般每季度就需要更換一次。
3.2 軋邊機的槽深優化
軋邊機原始孔槽深度的設計公式為:

其中BT為軋件的標準半腿長
k是為了避免調整過程中軋制軋件的腹板,留有足夠的調整余地,避免發生堆鋼事故。常取5-7mm。
軋邊機槽深設計完成后必須進行調試優化,調試的過程中遵循的原則是軋邊機輥縫比軋件的腹板厚度大1mm時,軋件的翼緣長度控制在標準尺寸上,例如,對于H300×300規格,此時的翼緣長度就應當控制在300mm。另外,也可以根據偏心的形態進行軋邊機槽深的修改,遵循的原則是,對于單側半腿長比標準尺寸大明顯于單側半腿長比標準尺寸短的偏心,就應當將軋邊機的槽深減淺,反之則加深。表1是部分規格軋邊機孔型深度修改的情況。

表1 部分規格軋邊機軋槽深度優化前后對比表
4.結語
4.1 X-H軋制方法偏心調整的主要調整手段包括軋制線調整方法和軸向調整方法。軋制線的調整方法為:軋件的上翼緣長抬高軋制線,反之降低軋制線;軸向調整方法為:下翼緣哪側翼緣長前幾道次就向哪側調整軸向,最后道次不動或者反向調整軸向。
4.2 萬能軋機工裝精度誤差大對軋件的偏心影響很大,工裝精度尺寸精度誤差要盡可能的小。對于軋機的各處滑板、壓力塊要定期的進行修復更換。
4.3 軋邊機槽深優化至關重要。單側翼緣過分長類偏心需要將軋邊機槽深減淺,單側翼緣過分短類偏心需要將軋邊機槽深加深。
[1]張樹堂.21世紀軋鋼技術的發展.[J].軋鋼,2001,18(1):3.
[2]金曉光,劉玉禮,連家創,等.萬能孔型中軋制H型鋼時金屬的橫向流動[J].鋼鐵研究學報,1998,10(6):21.
[3]朱旭光,程鼎.H型鋼萬能軋制寬展分析[J].軋鋼,2006,23(1):22-23.
[4]羅光政,孟衛群,劉相華.熱軋H型鋼生產中的幾個關鍵問題[J].軋鋼,1998,6(6):7-8.