借助輔助平面確定麻花鉆切削角度
2012-02-20 08:49:14馮躍霞
裝備制造技術(shù) 2012年5期
馮躍霞,劉 瑋
(新鄉(xiāng)職業(yè)技術(shù)學(xué)院,河南 新鄉(xiāng) 453002)
用鉆頭在實體材料上加工出孔的方法叫鉆孔。而完成鉆孔工作所使用的刀具就是鉆頭。
麻花鉆是應(yīng)用最廣、結(jié)構(gòu)最復(fù)雜的刀具之一。鉆頭切削角度,是影響鉆削加工性能和刀具耐用度的決定性因素,借助空間輔助平面的建立確定鉆頭切削角度的位置是認識、刃磨、改良與創(chuàng)新刀具的基礎(chǔ),也是教學(xué)過程中的難點。特別是鉆頭前、后角度位置的確定,是鉆頭刃磨和應(yīng)用的前提。
作為一種切削加工的刀具,提高鉆頭的加工性能和耐用度,影響的主要因素就是鉆頭的切削角度。鉆頭的切削角度、位置及用途,是認識鉆頭和保證刀具正確刃磨的前提,也是今后改良和創(chuàng)新鉆頭的基礎(chǔ)。輔助平面又稱空間輔助平面,它是空間假想的理想平面,看不見,摸不著。由于鉆頭的前角、后角等角度也為空間角,所以必須借助空間輔助平面的位置,來確定角度位置。
筆者就以鉆頭比較典型的前、后角的確定為例,來表述如何借助輔助平面來確定切削角度。
1 輔助平面概念的建立
輔助平面的內(nèi)容概念性強,抽象,不易理解,圖示見圖1。
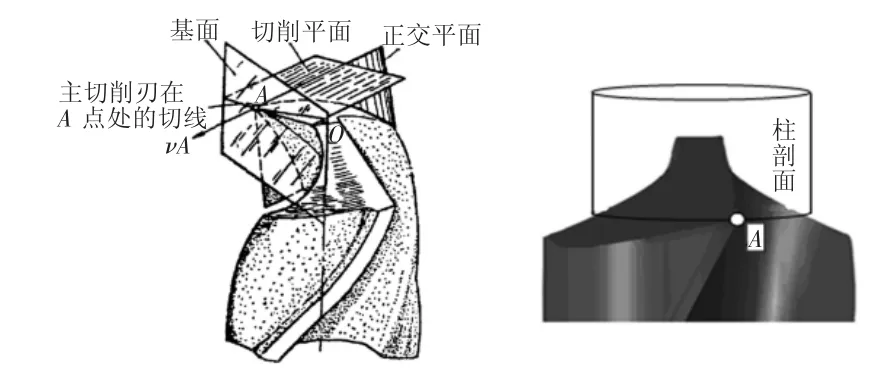
圖1 麻花鉆的輔助平面
標準麻花鉆頭輔助平面的概念,定義如下:
(1)基面。麻花鉆主切削刃上任一點的基面,是通過該點且垂直于該點切削速度方向垂直的平面,實際上是通過該點與鉆心連線的徑向平面。
(2)切削平面。麻花鉆主切削刃上任一點的切削平面,是由該點的切削速度方向與該點切削刃的切線所構(gòu)成的平面。
(3)正交平面。通過主切削刃上任一點并垂直于切削平面和基面的平面。
(4)柱剖面。通過主切削刃任一點作與鉆頭軸線平行的直線,該直線繞鉆頭軸線旋轉(zhuǎn),所形成的圓柱面的切面。
鑒于鉆頭切削部分結(jié)構(gòu)復(fù)雜,主切削刃上前、后角自外緣向鉆芯不斷變化,我們分析時僅取外緣轉(zhuǎn)點A作展示。
2 借助輔助平面確定前角
前角分別與正交平面、前刀面、基面有關(guān)。前刀面是指切屑流出的表面,見圖2。
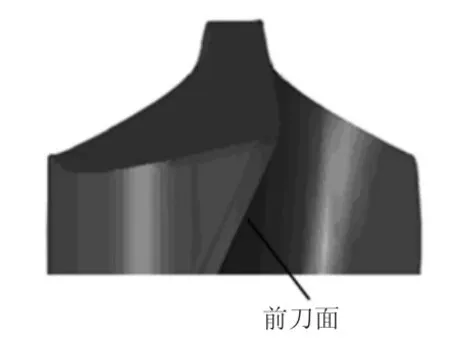
圖2 前刀面
如前所述,由于前角屬于空間角,確定其位置必須借助正交平面和基面兩個輔助平面。理解和找到正交平面和基面這兩個空間輔助平面位置的方法如下:
2.1 尋找正交平面
正交平面為背景面,也就是說只有在正交平面內(nèi),才能看到前角的真實形狀和大小。否則,不同方向看到的情況不一,致使看到的前角的形狀和大小失真,無法確定其真正的角度。同時,假想一過A點的空間平面,其既與切削平面垂直,又與基面垂直(見圖1)。這樣,就確定其空間的位置。
2.2 尋找基面
基面的尋找,需要分3個步驟:選點——確定切削速度方向——確定基面位置(該點與鉆心連線的徑向平面)。
(1)選點——鉆頭最外緣一點A(見圖3)。
(2)確定切削速度方向ν(見圖3)。切削速度方向=刀具切入材料方向=飛離方向=切線方向(與半徑垂直)。
(3)確定基面(見圖4)。鉆頭主切削刃最外緣一點A的基面,是與A該點切削速度方向垂直的平面,實際上是通過A點與鉆心連線的徑向平面。由于鉆頭兩主切削刃不通過鉆心,而是平行并錯開一個鉆心厚度的距離,所以,主切削刃上各點的基面位置不同。
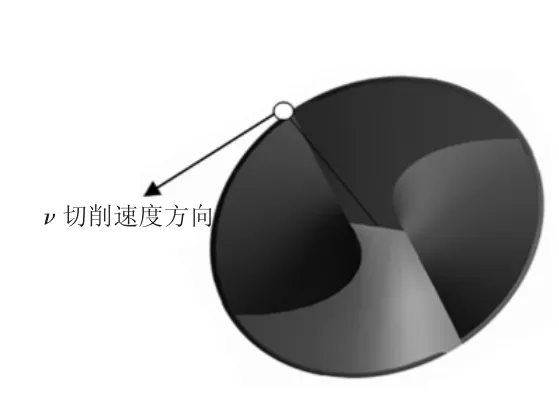
圖3 A點切削速度方向
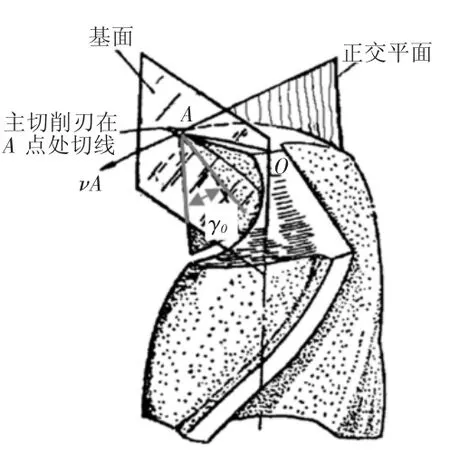
圖4 麻花鉆的前角
2.3 確定前角
依據(jù)前角的定義,在正交平面內(nèi),前刀面與基面之間的夾角即前角γ0(見圖4)。分別尋找、確定了正交平面、前刀面、基面的位置后,前角的位置自然也就確定了。
3 借助輔助平面確定后角
同樣道理,在后角位置確定之前,必須先找到后刀面、柱剖面、切削平面。尋找順序依次為尋找柱剖面——尋找切削平面——確定后角,見圖5。
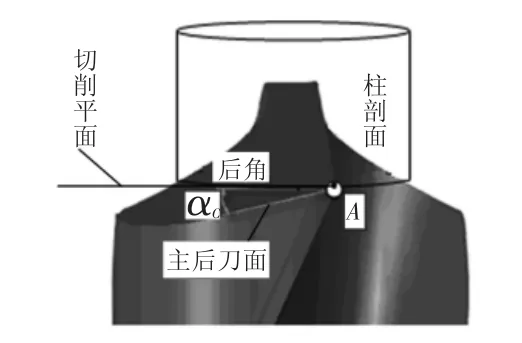
圖5 麻花鉆的后角
3.1 尋找柱剖面
柱剖面在后角尋找過程中的角色,同正交平面。只有在柱剖面內(nèi),才能看到后角真實的形狀和大小。過A點確定一條空間直線與鉆頭軸線平行,繞其輪廓一周,回到該點所形成的切面,至此就確定了柱剖面的空間位置。
3.2 尋找切削平面
切削平面是通過點A的切削速度方向與主切削刃切線圍成的空間平面(見圖5),此時切削平面為一條線。
3.3 確定后角
在柱剖面內(nèi),主后刀面與切削平面的夾角就是后角αc(見圖5)。在確定了柱剖面、切削平面的空間位置后,與實體主后刀面之間,就自然找到了夾角——后角。
4 前、后角度的作用及應(yīng)用
學(xué)習(xí)鉆頭的角度,目的是為了在實際工作中的合理應(yīng)用。前、后角度對作為刀具的鉆頭的切削加工性能的影響及其正確的應(yīng)用,如下所述。
4.1 前角的作用與應(yīng)用
前角的大小,決定著切除材料的難易程度和切屑在前刀面上的摩擦阻力大小。前角愈大,切削愈省力,切削刃越鋒利,切屑變形越小。
鉆黃銅時,為提高刀齒強度,避免扎刀現(xiàn)象,修磨外緣處前刀面(見圖6),減小前角。
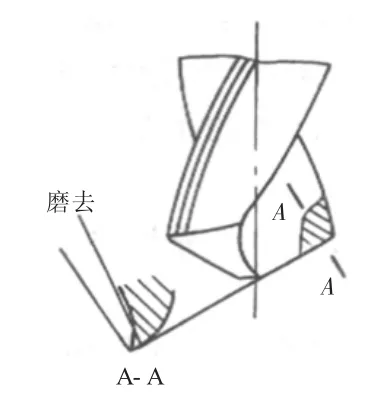
圖6 修磨前刀面
黃銅鉆孔易扎刀,外緣前角要減小。棱邊磨窄修圓弧,孔形圓整品質(zhì)高。
4.2 后角的刃磨與應(yīng)用
鉆頭的后角是刃磨得到的,刃磨時要注意使其外緣處磨得小些(約8°~10°),靠近鉆心處要磨得大些(約20°~30°)。這樣刃磨的原因,是可以使后角與主切削刃前角的變化相適應(yīng),使各點的楔角大致相等,從而達到其鋒利程度、強度、耐用度相對平衡,又能彌補由于鉆頭軸向進給運動而使刀刃上各點實際工作后角減少所產(chǎn)生的影響,同時還可改善橫刃的工作條件。
后角的作用,是減小麻花鉆后刀面與切削面間的摩擦。例如鉆削鑄鐵材料時,切屑呈粉末狀夾雜在鉆頭后刀面與孔底之間,磨損幾乎完全發(fā)生在后刀面上。此時,除了磨短橫刃、和磨出第二頂角外,就應(yīng)適當?shù)啬ゴ蠛蠼牵瑴p少后刀面與工件的摩擦。
5 結(jié)束語
麻花鉆作為應(yīng)用最廣、結(jié)構(gòu)最復(fù)雜的刀具之一,鉆頭切削角度是影響鉆削加工性能和刀具耐用度的決定性因素,借助空間輔助平面的建立確定鉆頭切削角度的位置是認識、刃磨、改良、創(chuàng)新刀具的基礎(chǔ),也是教學(xué)過程中的難點。借助主截面、基面、柱截面、切削平面的空間位置,以及麻花鉆的前刀面、后刀面,可以準確地確定前角、后角的位置,為后期麻花鉆的刃磨及使用奠定堅實的理論基礎(chǔ)。
[1]王興民.鉗工工藝學(xué)[M].北京:中國勞動出版社.1996.
[2]杜文寧.模具鉗工工藝與技能訓(xùn)練[M].北京:中國勞動出版社,2002.
[3]曹洪利.高級模具鉗工工藝與技能訓(xùn)練[M].北京:中國勞動出版社,2006.
[4]戴俊平.麻花鉆前刀面的研究[J].煤礦機械,2011,(7):77-78.
