大型高爐冷卻壁安裝誤差的控制
2012-02-20 09:11:18章銳
裝備制造技術(shù) 2012年2期
關(guān)鍵詞:設(shè)計(jì)
章 銳
(馬鞍山鋼鐵公司修建工程公司,安徽 馬鞍山 243000)
與大型高爐不同的是,中型高爐可以在爐殼安裝后,利用冷卻壁樣板在爐殼內(nèi)劃線、開孔,而大型高爐的冷卻壁孔,在工廠制作的平板下料時(shí),即已開出,因此冷卻壁的安裝誤差來源,不僅存在于冷卻壁的制造及現(xiàn)場(chǎng)安裝的調(diào)整中,還在于爐殼的設(shè)計(jì)、制造及組裝中。
一座高爐爐殼,有上萬個(gè)冷卻壁孔,在密集處可達(dá)到16個(gè)/m2,一旦控制失誤,不僅影響到冷卻壁的正常安裝,嚴(yán)重時(shí)還可導(dǎo)致爐殼的報(bào)廢。所以,在施工中要認(rèn)真分析,妥善處理,本文在此通過馬鋼2 500 m3及4 080 m3高爐的施工實(shí)踐,從誤差的不同來源,具體說明在冷卻壁的施工中,是如何對(duì)誤差進(jìn)行控制的。
1 冷卻壁安裝誤差的主要來源
冷卻壁安裝誤差的來源很多,涉及到從設(shè)計(jì)到安裝的全過程,主要有:
(1)設(shè)計(jì)中所給的每帶爐殼長(zhǎng)度不明確,制作時(shí)容易將其誤認(rèn)為下料尺寸;
(2)設(shè)計(jì)中部分冷卻壁的開孔不垂直于爐殼,而爐殼開孔的孔徑又未適當(dāng)擴(kuò)大;
(3)設(shè)計(jì)中以爐殼內(nèi)皮放樣,以冷卻壁的弦長(zhǎng)代替弧長(zhǎng)確定開孔中心,又要求制作后劃線的一面為爐殼外皮。
(4)爐殼在卷制過程中,受滾床碾壓、擠壓產(chǎn)生變形;
(5)平板下料時(shí)所開的圓孔,在爐殼成型后為橢圓型,孔的中心發(fā)生偏移;
(6)爐殼組裝時(shí),以分片爐殼的下口找平,不是以已定型的孔為基準(zhǔn);
(7)爐殼帶與帶之間墊板厚度設(shè)置的不夠準(zhǔn)確;
(8)爐殼的焊接變形;
(9)爐殼安裝后,本身存在的橢圓度;
(10)冷卻壁本身的制造誤差;
(11)爐殼上已裝設(shè)備對(duì)冷卻壁安裝的影響等。
2 解決問題的方法
(1)按設(shè)計(jì)尺寸及坡口形式確定爐殼的下料尺寸及爐殼帶與帶之間墊板厚度。
(2)不垂直于爐殼的開孔,如屬于測(cè)溫孔,要按實(shí)際安裝位置在爐殼制作時(shí)適當(dāng)移位,如屬于水管孔,要按水平管在垂直于爐殼的孔中位置放樣,保證其與爐皮孔間的間隙不小于設(shè)計(jì)要求的尺寸,并以此確定爐殼的實(shí)際開孔直徑。
(3)爐殼開孔位置,要在以中性層所放的爐殼大樣中,以每層冷卻壁的數(shù)量和在爐殼上所處的位置先等分爐殼,再確定所開孔的中心位置。
(4)考慮到設(shè)計(jì)中以爐殼內(nèi)皮放樣,制作后劃線的一面為爐殼外皮、爐殼在卷制過程中,受滾床外力產(chǎn)生的變形以及平板下料時(shí)所開的圓孔,在爐殼成型后為橢圓型和發(fā)生偏移,所有的開孔,按設(shè)計(jì)孔徑的大小擴(kuò)大3~5 mm。
(5)分片的爐殼在現(xiàn)場(chǎng)組裝為整圓時(shí),以已定型的某一類孔的中心作為基準(zhǔn),不能以爐殼的上口或下口找平。
(6)爐殼在焊接前,要量出跨焊縫處相鄰孔間的尺寸,并要考慮到焊縫的收縮余量。
(7)爐殼在安裝后要用冷卻壁的木模樣板復(fù)核各孔。
(8)要按冷卻壁的外形尺寸及開孔位置制作冷卻壁的樣板,對(duì)冷卻壁進(jìn)行復(fù)核。
3 主要施工方法
3.1 爐殼的下料尺寸及墊板厚度的確定
以25 000m3高爐第四帶爐殼為例。
(1)按設(shè)計(jì)圖紙尺寸畫出第3~第5帶爐殼的尺寸,如圖1。
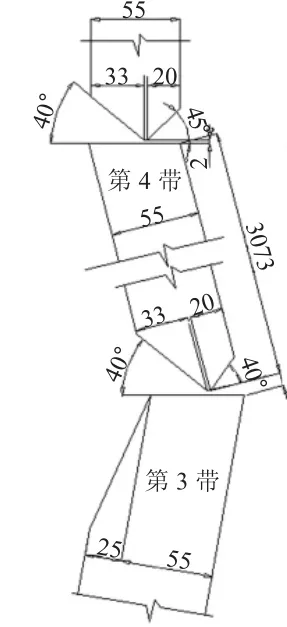
圖1
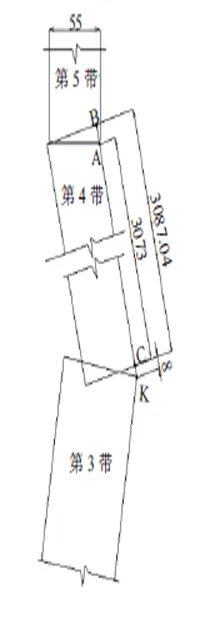
圖2
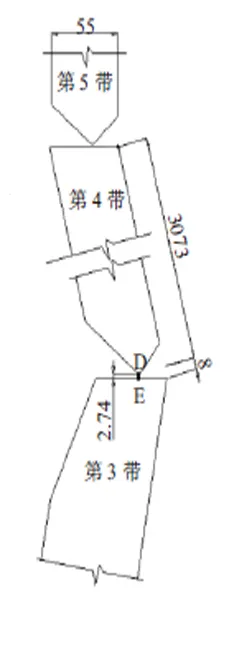
圖3
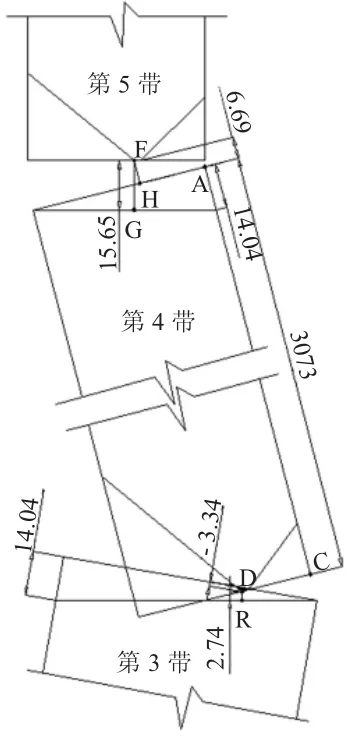
圖4
(2)為保證工藝控制的拐點(diǎn)A、K的標(biāo)高及爐殼的坡口型式,畫出爐殼下料尺寸如圖2所示,在該圖中可確定出第4帶的下料尺寸為3 087.04 mm。
(3)畫出第3~第5帶爐殼的坡口,從第4帶爐殼的下坡口低點(diǎn)作第3帶上坡口的垂線DE,量取DE=2.74 mm。
從上即可看出,第4帶如按3 073 mm下料,整帶爐殼的尺寸會(huì)少14.04 mm;如按8 mm墊第3與第4帶間的橫縫,則誤差8-2.74=5.26 mm。
(4)圖4為按3 073 mm下料,又要保證工藝確定的標(biāo)高A點(diǎn)時(shí),第5帶與第4帶間的間隙尺寸,如果第4帶按圖紙尺寸開平坡口,則間隙為FG=15.65 mm,如果第四帶上坡口不作處理,則間隙為FH=6.69 mm,同樣如果第3帶不作上坡口處理,則第3、第4帶間隙尺寸為DK=-1.34 mm,如果作上坡口處理,則間隙尺寸為DR=2.74 mm。
(5)爐殼尺寸的改變,對(duì)跨焊縫安裝的冷卻壁影響很大,施工中一定要引起高度重視。
3.2 爐殼開孔位置的確定
(1)以爐殼的中性層放出爐殼的展開大樣,根據(jù)每層冷卻壁的數(shù)量和在爐殼上所處的位置等分爐殼,等分線須是每塊冷卻壁的中心線。
(2)以冷卻壁的等分線為準(zhǔn),按制造圖中冷卻壁的水管孔和螺栓孔的間距,在爐殼的展開大樣中,號(hào)出各孔的開孔中心位置。
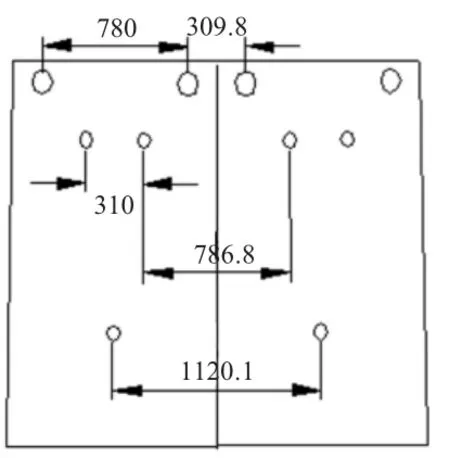
圖5
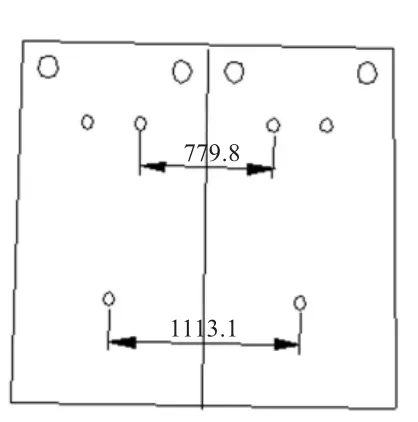
圖6
(3)圖5為按爐殼外皮放出的爐殼開孔大樣圖。在該圖中,相鄰兩塊冷卻壁螺栓孔的間距分別是786.8 mm及1 120.1 mm,通過計(jì)算,其所對(duì)應(yīng)的弧長(zhǎng)應(yīng)為787.6 mm及1 121.2 mm,說明在確定開孔位置時(shí),以冷卻壁的弦長(zhǎng)代替弧長(zhǎng)所產(chǎn)生的誤差不大,在施工中可以不予考慮。
(4)圖6為按爐殼內(nèi)皮放出的爐殼開孔大樣圖,在該圖中相鄰兩塊冷卻壁螺栓孔的間距分別是779.8 mm及1 113.1 mm,分別比按外皮放出的尺寸大7 mm,說明必須以爐殼的中性層確定爐殼的開孔中心,設(shè)計(jì)中所給的內(nèi)皮開孔圖,不能直接用于爐殼的開孔。
3.3 水管與爐皮開孔不平行時(shí)的孔徑修正
以2 500 m3高爐第8層銅冷卻壁的爐皮開孔為例。
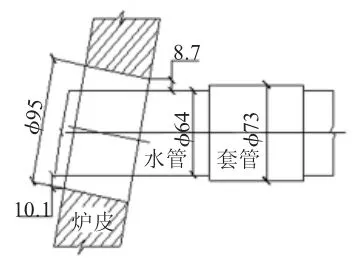
圖7
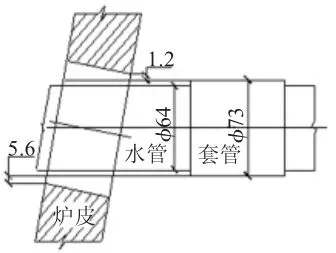
圖8
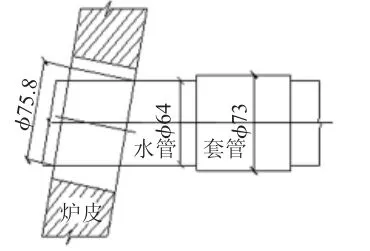
圖9
(1)當(dāng)冷卻壁的水管或螺栓在安裝時(shí)不平行于爐殼的開孔時(shí),要按設(shè)計(jì)尺寸畫出兩者的相互位置圖,如圖7所示。
(2)從圖中可以看出,水管與爐殼的間隙分別為10.1 mm和8.7 mm,雖然均符合圖紙要求的不小于6 mm的尺寸,但實(shí)際上這種間隙是無法保證冷卻壁的正常安裝的,何況由于套管的存在,當(dāng)其穿過爐皮時(shí),其與爐殼的間隙僅為4.2 mm和5.6 mm。
(3)按冷卻壁的水管平行于爐殼的開孔時(shí),設(shè)計(jì)中所給的開孔尺寸是水管尺寸的1.44倍計(jì)算,本例應(yīng)按75.8 mm考慮開孔尺寸為110 mm,而不是95 mm。
(4)加上其他因素的影響,實(shí)際的開孔尺寸應(yīng)定位于115 mm。
3.4 冷卻壁制造誤差的處理
冷卻壁單塊的外型尺寸,一般都能符合設(shè)計(jì)圖紙的要求,但其水管、螺栓孔的位置與相對(duì)應(yīng)的爐殼開孔位置,大部分都偏差過大。為此,在施工中必須使用冷卻壁樣板對(duì)其進(jìn)行檢測(cè)。
(1)爐殼的開孔布置與冷卻壁布置相對(duì)應(yīng),因此樣板上的開孔應(yīng)根據(jù)冷卻壁的類型,按以中性層所放的爐皮開孔大樣進(jìn)行開孔,樣板的外型按設(shè)計(jì)的冷卻壁的幾何尺寸制作,樣板上的中心線,應(yīng)與冷卻壁設(shè)計(jì)圖上的中心一致。
(2)使用冷卻壁樣板對(duì)冷卻壁進(jìn)行校核時(shí),冷卻壁要設(shè)置模擬螺栓,樣板必須與冷卻壁的凸臺(tái)相接觸。
(3)將樣板放在冷卻壁上,調(diào)整樣板開孔與水管、螺栓的間隙,當(dāng)其滿足圖紙中要求的最小尺寸,而冷卻壁的外型尺寸也在設(shè)計(jì)允許的范圍內(nèi)時(shí),可認(rèn)為該冷卻壁是合格的。
(4)如果樣板開孔與水管、螺栓的間隙,不能滿足圖紙中要求的最小尺寸時(shí),應(yīng)當(dāng)把實(shí)際間隙記錄下來,作為爐殼擴(kuò)孔的依據(jù)。
(5)如果冷卻壁的外型尺寸偏差過大,在現(xiàn)場(chǎng)安裝時(shí)要合理調(diào)配,避免同一類型的誤差趕在一起,造成積累誤差,影響其他冷卻壁的安裝。
4 結(jié)束語
影響冷卻壁安裝精度的因素,雖然很多,但只要分析清楚誤差的來源,處理起來并不很難。在4 080 m3高爐的冷卻壁施工中,馬鋼修建工程公司沒有在爐殼上擴(kuò)一個(gè)孔,而且所有的冷卻壁安裝都符合圖紙和施工驗(yàn)收規(guī)范的要求,證明我們冷卻壁的施工工藝是成熟的,對(duì)冷卻壁安裝誤差的控制是成功的。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04