表面組裝工藝中再流焊接缺陷分析
2012-02-20 09:07:30杜中一
裝備制造技術 2012年2期
杜中一
(大連職業技術學院電氣與電子工程技術系,遼寧 大連 116037)
再流焊也叫做回流焊,是由于表面組裝技術(SMT)的發展而不斷發展起來的焊接技術。再流焊技術主要用于各種表面組裝元器件的焊接,是目前最主流的電子組裝焊接技術。再流焊接提供一種加熱環境,使預先分配到印制板焊盤上的焊膏重新熔化,從而讓表面組裝的元器件和PCB焊盤通過焊膏合金可靠地結合在一起。再流焊操作方法簡單,效率高,品質好,節省焊料,是一種適于自動化生產、主流的SMT焊接技術。PCB板通過再流焊爐傳動裝置進入到再流焊爐的內部,經過一系列溫度不同的溫區,再從出口傳出,這樣就完成一次焊接。通常一次再流焊過程包括預熱、保溫(也叫浸潤)、再流及冷卻這4個溫度階段。
在整個再流焊接過程中,常常由于工藝控制不當而產生一些焊接的缺陷。最常見的再流焊接缺陷包括冷焊、“立碑”、偏移及錫珠現象,下面將對這4種缺陷現象作具體的分析。
1 冷焊現象
冷焊是指焊膏還沒有完全熔化就開始冷卻的一種再流焊缺陷。冷焊的焊點表面比較粗糙、外形不規則,顏色比較暗淡。冷焊形成的焊點機械抗拉強度比較低。冷焊的焊點如圖1所示。
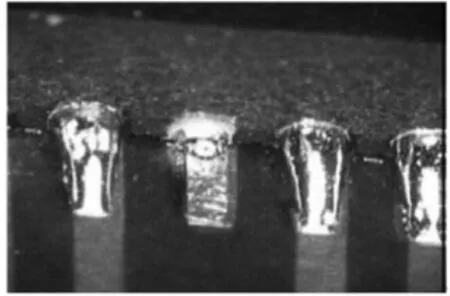
圖1 冷焊的焊點
冷焊形成的主要原因,是再流焊接從預熱、保溫到再流這3個溫區的溫度偏低,或者在合適的爐溫下,PCB停留的時間太短,造成PCB不能夠得到充足的熱量,將導致焊料不能完全處于熔融狀態。
對于共晶有鉛焊膏63Sn37Pb的再流焊接,其熔點是183℃,預熱階段通常上升速率設定為1~3℃/s;再流峰值溫度一般設定在210~230℃,超過液相線溫度的駐留時間一般在45~80 s,溫度上升斜率最大不可超過4℃/s。
對于無鉛焊料的再流焊接,最好選擇7~9溫區的再流焊爐,這樣提供更多的溫區,可以提高無鉛焊接的焊接效果。最常見的無鉛焊膏96.5Sn3Ag0.5Cu的熔點是217℃,再流峰值溫度一般設定在220~245℃,超過液相線溫度的駐留時間一般在50~60 s。無鉛焊膏96.5Sn3Ag0.5Cu溫度曲線設置如圖2所示。
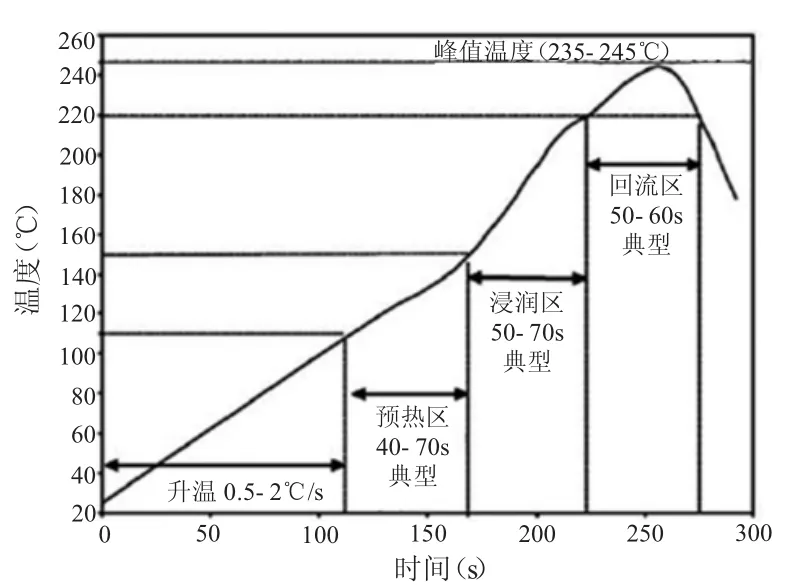
圖2 無鉛焊膏96.5Sn3Ag0.5Cu溫度曲線設置
PCB在再流焊爐的傳輸系統上傳送速度過快,就會使焊點在液相線以上的溫度中停留時間過短,使得焊料在焊爐內不能充分的受熱熔化,造成冷焊。我們可以適當減少傳送速度,以便于獲得良好的焊點,也可采取下列方式處理冷焊問題。
(1)采用再次再流的方法消除冷焊;
(2)為防止再次再流中助焊劑揮發過快,可以采用再流焊專用助焊劑,設定適當的溫度曲線,調整預熱溫度和預熱時間。
2 “立碑”現象
“立碑”現象常發生于表面組裝片式元件的再流焊,是指兩個焊端的表面組裝片式元件,經過再流焊后其中一個端頭離開焊盤表面,整個元件呈斜立或直立的現象,如圖3所示。
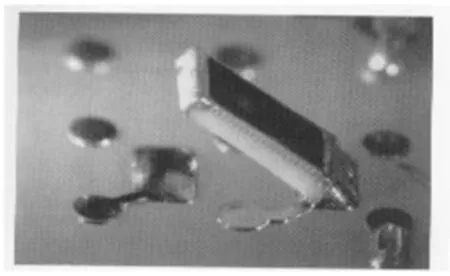
圖3 “立碑”現象
幾種常見的“立碑”狀況,分析如下:
(1)貼片精度不夠。我們知道,再流焊最大的優點,是具有自定位效應,即貼片時如果產生較小的元器件偏移,在再流焊接時,由于焊膏的熔化產生的表面張力,可以拉動元器件進行自動對準。但如果元器件偏移嚴重,拉動就有可能會使片式元件豎起,形成“立碑”。
解決辦法是,調整貼片機的設置參數,以提高貼裝精度,盡可能減少貼裝偏差。
(2)焊盤尺寸不合理。片式元件焊端都是對稱的,如果片式元件的對稱焊盤不對稱,則會導致漏印的焊膏量不一致,小焊盤上的焊膏對溫度響應快,能夠更快的熔化,大焊盤則相反,熔化較慢。這樣當小焊盤上的焊膏已經熔化后,在其表面張力的作用下,可以將片式元件拉起甚至直立,導致“立碑”現象的發生。
解決辦法是,一定要按照規范標準進行焊盤的設計,保證焊盤圖形的形狀和尺寸大小完全對稱。另外,在設計焊盤時,可以在保證焊點強度的前提下,讓焊盤尺寸應盡可能小些,這樣“立碑”現象就會大幅度減少。
(3)焊膏涂敷過量。印刷焊膏過量時,由于焊膏量較多,因此對稱的兩個焊盤上的焊膏不同時熔化的概率就大大提高,從而導致片式元件兩個焊端受到熔化焊膏的表面張力不平衡,容易產生“立碑”。相反,如果焊膏涂敷的量適合,對稱的兩個焊盤上的焊膏不同時熔化的概率就大大降低,發生“立碑”的可能性就會減少。
解決辦法是,在印刷焊膏的模板開口尺寸固定的前提下,涂敷焊膏量的多少,是由焊膏的厚度決定的;而焊膏的厚度,是由模板的厚度決定的,因而可以選擇用模板厚度較薄的模板,通常模板厚度不超過0.15 mm。
(4)沒有充分預熱。當焊膏預熱溫度設置較低或預熱時間較短時,片式元件兩端的焊膏在進入再流階段前,沒有到達理想的溫度,這樣不能同時熔化的概率就大大提高了,從而使得片式元件對稱的兩個焊端受到的表面張力不平衡,產生“立碑”。
解決辦法是,正確設置預熱溫度曲線,降低再流焊爐傳送裝置的傳送速度,從而延長預熱時間,其焊膏充分預熱。
(5)PCB板的片式元件排列設計存在缺陷。在再流焊接時,如果片式元件的兩個焊端是一前一后進入再流焊爐,那么先進入的一端的焊膏將先熔化,而另一焊端尚未達到熔化溫度,這樣將導致先熔化的焊端在表面張力的作用下,將片式元件拉直豎起,產生“立碑”。
解決辦法是,在進行PCB的版圖布局設計時,盡量使片式元件兩焊端同時進入再流焊區域,即盡量使片式元件在PCB上的排布方向垂直于PCB的運動方向,這樣就使片式元件兩端焊盤上的焊膏可以同時熔化,減少“立碑”產生的可能性。
(6)片式元件質量太小。自身質量越小的片式元件,發生“立碑”現象的比率越高。因為片式元件質量太小,只要片式元件兩端存在一點點不均衡的表面張力,就可以很容易地拉起片式元件。
解決辦法是,在確保片式元件型號正確的前提下,盡量能夠選擇質量較大的片式元件。
3 偏移現象
偏移,是指元器件沒有被準確的焊接在焊盤上的現象,如圖4所示。

圖4 偏移
幾種常見的偏移狀況分析如下:
(1)焊膏的性質。再流焊接焊膏的焊料金屬含量一般選擇在89%~92.5%,金屬含量不足89%的焊膏,印刷脫模之后的焊膏圖形邊緣容易引起塌陷,金屬含量如果超過92.5%,焊膏的黏度將會過大,焊膏將不能順利的脫模。焊膏的黏度過大,還將會使焊膏流變性能下降,在焊接過程中,將會影響熔融焊料的潤濕性,導致焊膏自定位作用的下降,容易產生元器件的偏移。
通常貼片機完成貼裝之后,在元器件相對于焊盤中心的偏移率不大于40%的情況下,若熔化的焊膏具有良好的潤濕性,在自定位作用的驅使下,焊膏可以糾正偏移的元器件;若在再焊接過程中,通入惰性的保護氣體氮氣,則自定位作用效果會更佳。如果選擇的焊膏焊料金屬含量偏低,則焊膏黏度就會偏低,貼片元器件附著在上面就不會很牢靠,如果再流焊爐的傳輸裝置發生震動或傳送速度稍快,就容易產生偏移。
(2)焊膏的印刷效果。若焊盤上的焊膏印刷不均勻,則元器件在焊接時焊端受到熔化焊膏的表面張力不均衡,也會使元器件發生扭曲,從而產生位置偏移。所以應根據實際情況,適當調整焊膏印刷機刮刀的壓力,保證印刷的焊膏厚度合理且均勻。
(3)再流焊爐升溫的速率。升溫的階段包括預熱、保溫和再流這3個階段。一方面,如果升溫速率過高,元器件各端焊膏的受熱不均衡,使熔融焊膏的表面張力有一定的差異,容易使元件發生移位,從而產生位置偏移;另一方面,如果升溫速率過低,焊膏中的助焊劑會在自定位完成之前耗盡,失去助焊劑的作用,焊膏的潤濕性能將會變得很差,熔化后的焊膏表面張力也會降低,削弱焊膏的自定位作用,偏移的元器件也將很難自行修正。通常預熱階段上升速率設定為1~3℃/s;再流峰階段溫度上升斜率最大不可超過4℃/s。
(4)焊盤與元器件引腳的可焊接性能。如果焊盤或元器件引腳的可焊性較差,再流焊接時,必將影響熔化的焊膏在焊盤或元器件引腳上的潤濕性能,造成焊膏表面的張力不均衡,元器件就會容易產生偏移。
(5)貼裝的精度。元器件的貼裝精度,也會造成再流焊過程中的偏移。雖然輕微的貼裝偏差,可以通過再流焊的自定位進行修正;但在潤濕狀態不佳的情況下,或偏移的幅度過大的情況下,自定位修正就無能為力了。通常元器件相對于焊盤中心的偏移率超過40%,自定位修正將會很困難,偏移缺陷率會迅速增加。但對于BGA器件的自定位修正能力是很強的,甚至在偏移率達到60%的情況下,自定位還能進行修正。
(6)傳輸系統傳送PCB的平穩度。再流焊爐腔內輕微的影響,都會導致位置偏移。再流焊爐的傳送網帶或鏈條在傳送PCB的過程中,發生輕微的抖動,會使焊料尚處在熔融狀態下,還未冷卻形成焊點的元器件發生偏移。
(7)再流焊爐內的高速氣流。在再流焊接中由于片狀元件的體積較小,自身質量也較小,再流焊爐內循環的加熱氣流,會將一些小的元件從貼片最初的位置吹開,造成元件的偏移,所以要適當降低爐內循環風的風速。另外,要注意選擇一些黏度較高的焊膏,甚至可以采用貼片膠進行固定,這些辦法都可以避免由于再流焊爐內的高速氣流而產生的片式元件的偏移。
4 錫珠現象
錫珠現象,是再流焊接中經常碰到的焊接缺陷,多發生在焊接過程中的急速加熱過程中,或預熱區溫度過低,突然進入再流區,也容易產生錫珠。如圖5所示。
圖5 錫珠
產生錫珠的主要原因,就是再流焊各溫區的溫度曲線設置不當。
首先,如果沒有充分的預熱,即沒有達到適當的溫度或時間要求,焊膏中的助焊劑活性偏低,不僅不能去除焊盤和焊膏中焊料顆粒表面的氧化膜,而且無法改善熔化焊膏的潤濕性,再流時容易產生錫珠。其解決辦法是,使預熱時間適當延長。
其次,如果預熱區溫度上升速度過快,達到預定溫度的時間過短,導致焊膏內部的水分和焊膏中的溶劑部分未完全揮發出來,在到達再流焊溫區時,就會引起焊膏內部的水分和焊膏中的溶劑迅速沸騰,從而濺出錫珠。因此,應注意升溫速率,預熱區溫度的上升速度控制在1~3℃/s范圍內。
另外,再流溫區的溫度的設置過低,液態熔化的焊膏潤濕性將下降,容易產生錫珠。如果適當升高再流溫區的溫度,液態熔化的焊膏的潤濕性將得到明顯改善,會減少錫珠的產生。對于共晶有鉛焊膏63Sn37Pb的再流焊接,再流溫度一般設定在210~230℃;對于最常見的無鉛焊膏96.5Sn3Ag0.5Cu,再流溫度一般設定在220~245℃。
5 結束語
冷焊、“立碑”、偏移和錫珠現象,是再流焊接過程中的4種主要缺陷,通過分析各種缺陷形成的原因,找出了解決辦法,給出了針對相關缺陷分析的思路和方法。
[1]鮮 飛.SMT焊接常見缺陷及解決辦法[J].印制電路信息,2004,(5):110-115.
[2]杜中一.SMT表面組裝技術[M].北京:電子工業出版社,2009.
[3]吳懿平.電子組裝技術[M].武漢:華中科技大學出版社,2006.