轉(zhuǎn)子部件批量生產(chǎn)時(shí)的數(shù)控車削定位及工裝
2012-02-20 09:07:26周愛梅
裝備制造技術(shù) 2012年2期
周愛梅
(解州特種潛水電泵制造有限公司,山西 運(yùn)城 044001)
在普通車床上批量生產(chǎn)轉(zhuǎn)子部件時(shí)(如圖1所示),為了確保尺寸正確,減小誤差,工人加工時(shí)一般會采取將刻度盤定好刻度,保證所要加工的尺寸,將一批零件加工一遍,然后再定一個(gè)尺寸的刻度,再將一批零件加工一遍。通常用普通車床加工一個(gè)轉(zhuǎn)子部件,工人要將零件上下搬動將近10次,當(dāng)零件是很重的時(shí),大大增加了勞動強(qiáng)度。
為了改善加工品質(zhì),提高生產(chǎn)效率,減輕工人勞動強(qiáng)度,采用數(shù)控車床進(jìn)行批量生產(chǎn),這樣一次裝夾可以完成多個(gè)工步,上車次數(shù)縮減為4次。但在數(shù)控車床上批量生產(chǎn)時(shí),對好刀以后,工件原點(diǎn)也就確定了下來,程序所加工出的尺寸,也就相對于機(jī)床原點(diǎn)保持固定不變,而頂尖孔的深淺,轉(zhuǎn)子部件總長為名義尺寸,這些都會導(dǎo)致長度上的誤差,為了保證產(chǎn)品品質(zhì),就存在一個(gè)軸向定位問題。
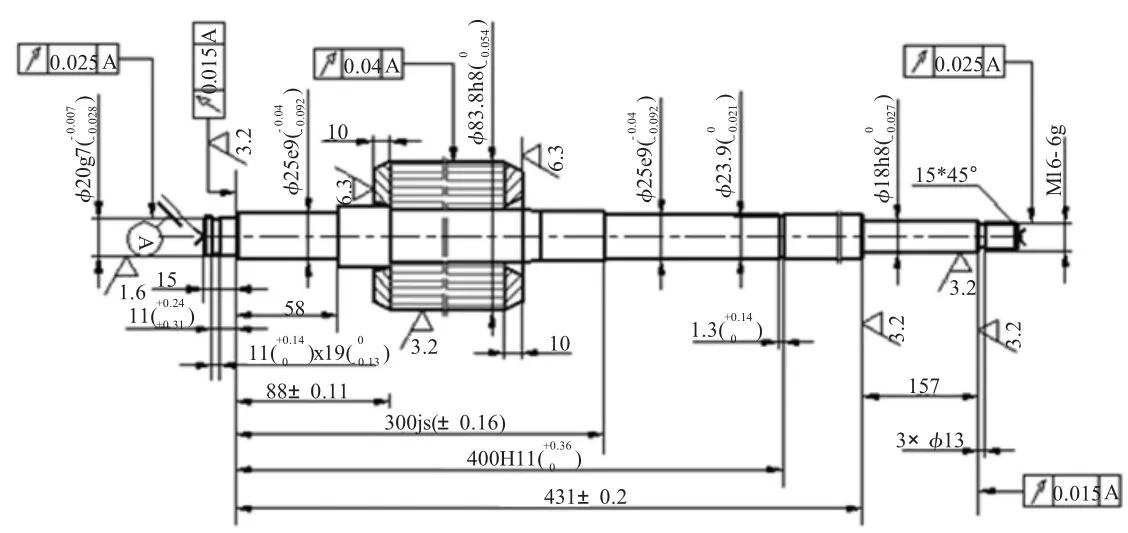
圖1 轉(zhuǎn)子部件圖
1 使用粗基準(zhǔn)時(shí)的定位
軸向定位可以用大的卡尺或直尺每次測量定位,但效率比較低。做如圖2所示定位工裝,在粗車轉(zhuǎn)子部件下端及鐵芯外圓時(shí),選D端面作為軸向定位粗基準(zhǔn),將定位工裝Ⅰ(靠近尾座一端所用定位工裝,在圖2中以雙點(diǎn)畫線所示:其中1為螺母,2為墊片,3為定位套,4為定位桿,5為定位板)固定在尾座上,根據(jù)轉(zhuǎn)子部件長度將尾座調(diào)整好并固定,將定位桿中的定位板端面和轉(zhuǎn)子部件D端面調(diào)整貼齊,并將定位桿固定。每加工一個(gè)轉(zhuǎn)子部件,都用定位板定位,定位好以后,將尾座頂尖固定好,將定位板轉(zhuǎn)到不妨礙加工的位置。
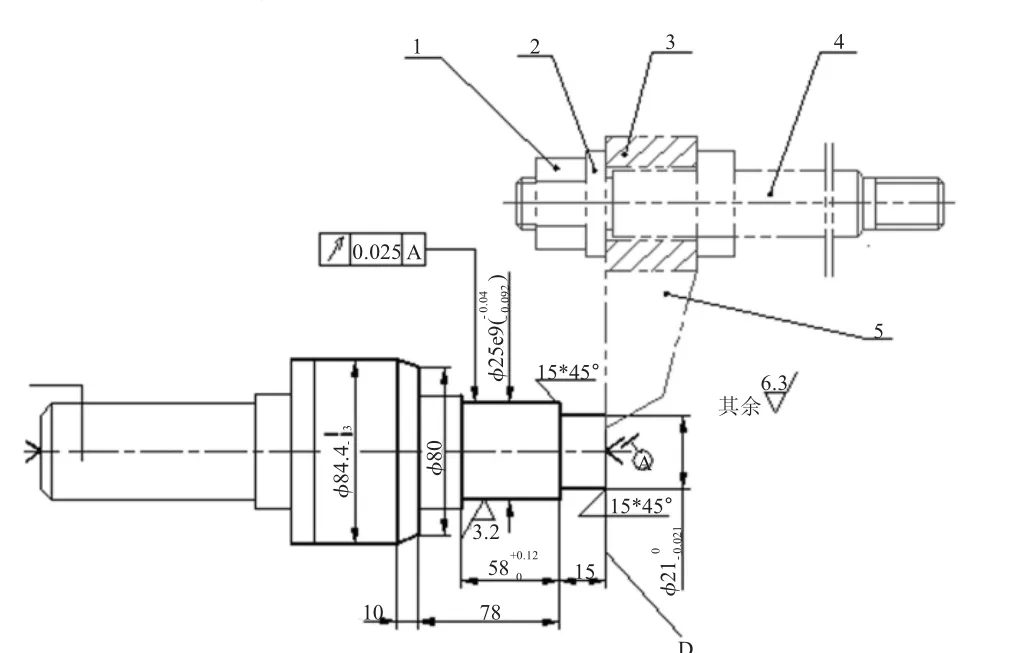
圖2 粗車轉(zhuǎn)子部件下端工序圖及其定位工裝Ⅰ
2 用浮動頂尖進(jìn)行調(diào)整裝夾
解決了粗基準(zhǔn)定位問題以后,緊跟著還有一個(gè)問題,那就是轉(zhuǎn)子部件的總長是名義尺寸,長度誤差都在2~3 mm,靠尾座這一端固定好以后,所有的余量都留在了靠主軸的一端,為了保證同軸度,在主軸一端也采用頂尖,而不采用三爪夾的方式,而主軸一般都采用固定頂尖,如果這時(shí)還采用固定頂尖,已經(jīng)無法正常加工,所以必須讓頂尖能夠自動伸縮,就采用浮動頂尖,浮動頂尖設(shè)計(jì)如圖3所示。
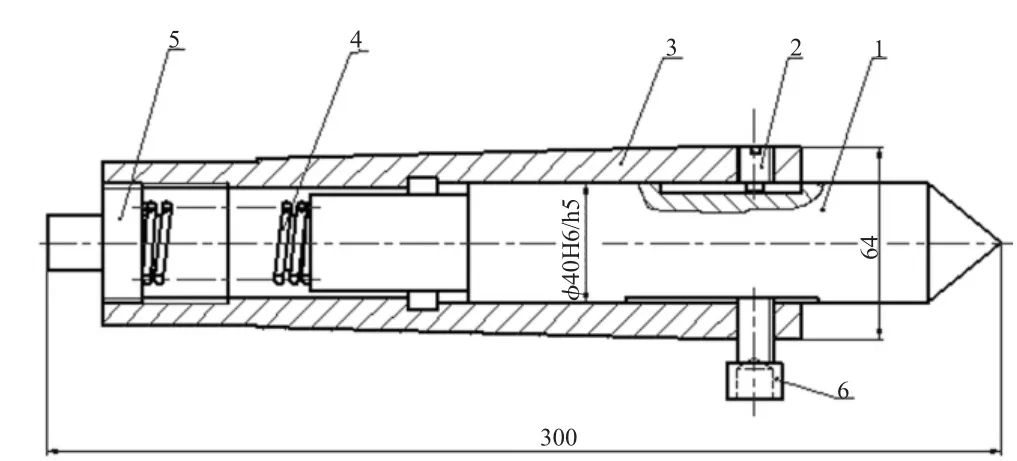
圖3 浮動頂尖部件圖
在裝夾轉(zhuǎn)子部件時(shí),先松開內(nèi)六角螺釘6,當(dāng)轉(zhuǎn)子部件定位裝夾時(shí),浮動頂尖體1在力的作用下,可以軸向微量移動,就解決了裝夾時(shí)轉(zhuǎn)子部件總長度誤差的問題,當(dāng)全部裝夾好以后,將內(nèi)六角螺釘6擰緊就可以。平頭緊定螺釘2主要起防轉(zhuǎn)作用和導(dǎo)向作用。這道工序的定位工作,到此已完成,可以粗車轉(zhuǎn)子部件下端及鐵芯外圓了。
3 使用精基準(zhǔn)時(shí)的定位
在粗車轉(zhuǎn)子部件上端時(shí)(如圖4所示),需要E端面作為軸向定位精基準(zhǔn),這時(shí)將定位工裝Ⅱ(靠近主軸一端所用定位工裝,在圖4中以雙點(diǎn)畫線所示,其中1為定位板,2為定位桿,3為定位套,4為墊片,5為螺母)安裝在法蘭盤上,根據(jù)轉(zhuǎn)子部件將定位桿調(diào)整到合適位置固定,每裝夾一次轉(zhuǎn)子部件,松開浮動頂尖的內(nèi)六角螺釘6,將轉(zhuǎn)子部件E端面與定位板端面貼齊,調(diào)整好后,將浮動頂尖的內(nèi)六角螺釘擰緊,并將擋板轉(zhuǎn)向不妨礙加工的位置,將尾座頂尖調(diào)整好并鎖緊,就可以粗車轉(zhuǎn)子部件上端。
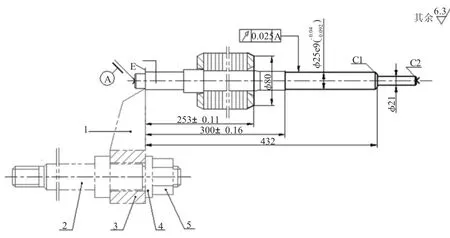
圖4 粗車轉(zhuǎn)子部件上端工序圖及其定位工裝Ⅱ
轉(zhuǎn)子部件的精車定位與粗車定位類似,可以參照調(diào)整。
4 結(jié)束語
利用浮動頂尖,有效地解決了轉(zhuǎn)子部件長短不一對采用數(shù)控加工而造成的困難,采用定位工裝Ⅰ、Ⅱ,縮短了輔助加工時(shí)間,突破了障礙,這兩項(xiàng)工作使轉(zhuǎn)子部件從普通車床加工到采用數(shù)控車床加工,是一個(gè)質(zhì)的飛躍,在很大程度上更好地保證了產(chǎn)品品質(zhì),提高了生產(chǎn)效率,減輕了工人勞動強(qiáng)度。也使現(xiàn)代化制造業(yè)向前邁了一大步。
[1]梁炳文.機(jī)械加工工藝與竅門精選(第四集)[M].北京:機(jī)械工業(yè)出版社,2004.
[2]劉守勇.機(jī)械制造工藝與機(jī)床夾具[M].北京:機(jī)械工業(yè)出版社,2008.