轉向泵皮帶輪焊接工裝設計
2012-02-20 09:07:26侯恩光
裝備制造技術 2012年2期
侯恩光
(閩西職業技術學院機械工程系,福建 龍巖 364021)
轉向泵皮帶輪環縫的焊接形式,原采用CO2保護焊進行焊接,但由于大批量生產,工件的原裝夾定位與焊接速度影響了焊接效率。為了提高焊接效率和產品品質,對原來的焊接工裝進行改進,設計制造出高效可靠的焊接工裝。
1 焊接工裝機械結構設計
1.1 焊接工裝設計要求
(1)焊接工裝夾具,必須能夠在裝夾工件時,實現自動定位,操作方便。
(2)工件的旋轉速度,必須可控,且調節方便。
(3)焊接工裝的機械結構和控制系統,應盡可能簡單、可靠。
1.2 機械結構設計
根據焊接工裝的設計要求,設計如圖1所示的機械結構。
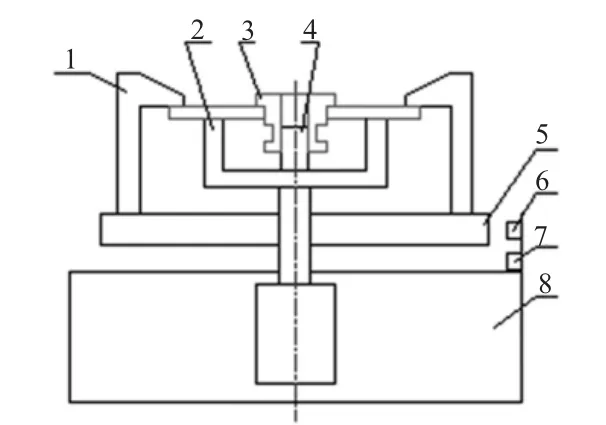
圖1 焊接工裝機械結構圖
其工作過程是:通過變頻器控制電機轉速,電機帶動轉盤5實現焊接所需要的旋轉運動,經壓套2實現工件的固定,使得工件隨轉盤運動。通過導向柱4實現工件的圓周定位,由于工件轉速較低,在上下料時,轉盤一直處于轉動狀態;通過接近開關6發出信號,開始焊接,接近開關7斷開,焊接結束。
在焊接工藝一定的條件下,工件的焊接品質與轉動的穩定性,有較大關系。因此,通過變頻器來控制主電機的轉速,可精確控制轉速的大小,從而使焊接品質得到保證和提高。
2 電氣控制系統設計
該系統主要由變頻器、交流接觸器、空氣開關、變壓器、中間繼電器、時間繼電器及接近開關等組成。系統主電路只有一個電機,通過接觸器和變頻器控制轉盤的運動速度。設計如圖2所示的控制系統,按鈕SB為急停按鈕,SB1為啟動按鈕,KA1工件壓緊繼電器,SQ1接近開關為轉盤5到位信號,KA2為焊槍到位繼電器,SQ2接近開關為焊槍送絲信號,KA3為焊槍送絲繼電器,KT焊接時間控制繼電器,SQ3為焊接結束信號,KA4為焊槍復位、壓套復位及焊槍送絲停止繼電器。
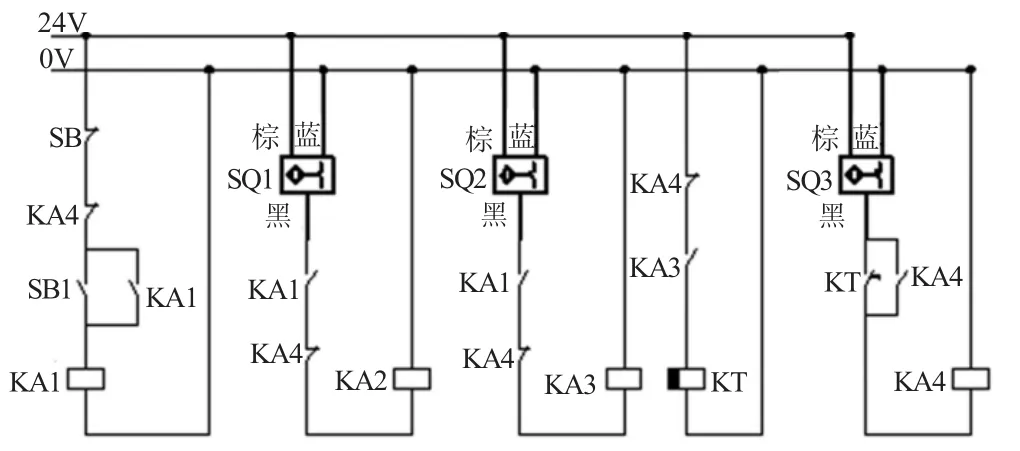
圖2 控制原理圖
該設備工作流程圖如圖3所示。
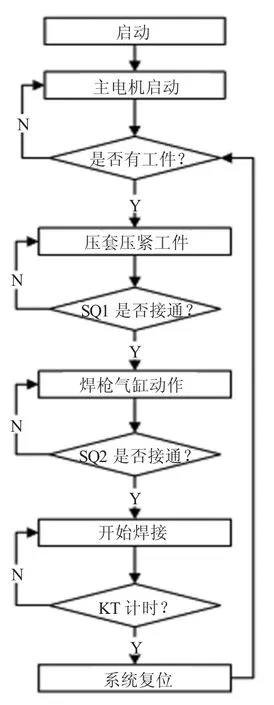
圖3 工作流程圖
首先接通系統電源,設置變頻器的系統參數,啟動主電機;
其次是安裝工件,按下工件夾緊按鈕SB1,夾緊氣缸伸出,由相應的接近開關確定工件是否到位;
第三步是焊槍伸出,焊槍到位后,焊槍送絲電機啟動;
第四步是工件焊接,根據工件的轉動速度,由時間繼電器設定焊接的時間;
第五步是焊接360°后,時間繼電器常開觸點閉合,夾緊氣缸收回,系統復位,更換工件,開始下一個工件的焊接。
3 結束語
對于大批量的轉向泵皮帶輪焊接工序,設計專用的焊接工裝投入使用后,一方面,可以克服工件焊接品質不穩定、定位尺寸誤差超差及焊接人才缺乏等問題;另一方面,可以降低操作者的勞動強度,改善生產環境,提高裝備的自動化水平。通過一個批次的實際應用表明,利用該工裝焊接,具有較高的經濟效益。
[1]王興芳.礦用電機座焊接工裝設計[J].煤礦機械,2010,(12):109-111
[2]何文杰.60L副風缸自動焊接工藝及工裝[J].熱加工工藝,2006,(10):19-20
[3]秦曾煌.電工學[M].北京:高等教育出版社,2006.
[4]戴裕葳,張永飛.數控機床電氣控制技術[M].大連:大連理工大學出版社,2008.
猜你喜歡
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
防爆電機(2020年3期)2020-11-06 09:07:42
當代工人(2020年8期)2020-05-25 09:07:38
測控技術(2018年5期)2018-12-09 09:04:50
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
電子制作(2017年7期)2017-06-05 09:36:13
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
商業評論(2014年9期)2015-02-28 04:32:41