某調距槳螺距振蕩控制分析
2012-01-22 10:29:22,,
船海工程 2012年4期
,,
(1.武漢船用機械有限責任公司,武漢 430084;2.福建省東南造船廠,茂名 350015)
調距槳作為做為船舶航行過程中的重要推進設備,具有安全性高、原理復雜以及制造精密等特點,其安全運行直接關系到船舶安全。本文討論調距槳調試過程中最常見的螺距振蕩現象,分析螺距振蕩產生的原因以及解決方法。
1 螺距控制原理分析
螺距振蕩現象的主要表現為:螺距圍繞在命令螺距附近抖動,當減小電控系統螺距控制允許精度時,振蕩加劇;增大電控系統螺距控制允許精度時,振蕩減弱,但螺距控制不理想,離給定螺距有較大誤差。
調距槳往往通過液壓系統推動油缸從而調整螺距,而螺距調整的方式多樣。本文主要以目前較為常見的電液比例控制調整螺距的方式為例。舟山名龍78 m三用工作船調距槳設計采用了這種控制方法,即電氣+電磁液壓比例閥。
1.1 液壓系統螺距調整原理
調距槳螺距控制電液比例控制的基本液壓原理見圖1。
該型調距槳液壓系統中,P1為液壓泵組,提供螺距控制過程中所需的液壓油;DT1為電磁比例閥;V1為液壓油缸。控制系統通過發出控制信號調節比例閥開口來調節液壓油的流量和方向,從而驅動油缸實現螺距調整。
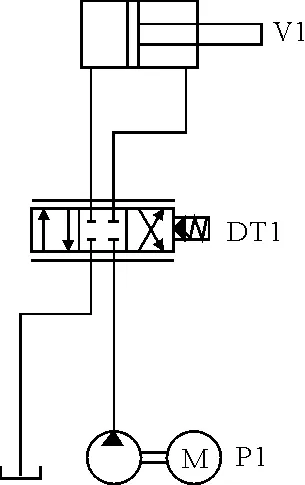
圖1 電液比例控制螺距基本原理
液壓系統中,電磁比例閥DT1特性見圖2。

圖2 電磁比例閥特性
該閥為雙線圈電磁閥,接收4~20 mA電流控制信號。理論上,比例閥為線性比例閥,即比例閥開口隨著控制信號的增加線性增大。
12 mA對應中位信號,此時比例閥閥芯位于中位。
4~12 mA對應倒車螺距信號,控制電磁閥的倒車線圈,控制指令越小,比例閥開口越大,流量越大,螺距調整越快。
12~20 mA對應正車螺距信號,控制電磁閥的正車線圈,控制指令越大,比例閥開口越大,流量越大,螺距調整越快。
實際應用過程中,比例閥中位信號往往存在一定死區,比例閥控制信號只有不在死區范圍內時,比例閥才會發生動作。且比例閥的線性特性并不是嚴格意義上的線性。同時,比例閥在剛開啟時,其流量往往不為零,有一個最小開啟流量[1]。
1.2 電控系統螺距控制原理
而電氣控制系統則采取閉環的控制方案,如程序控制邏輯,見圖3。
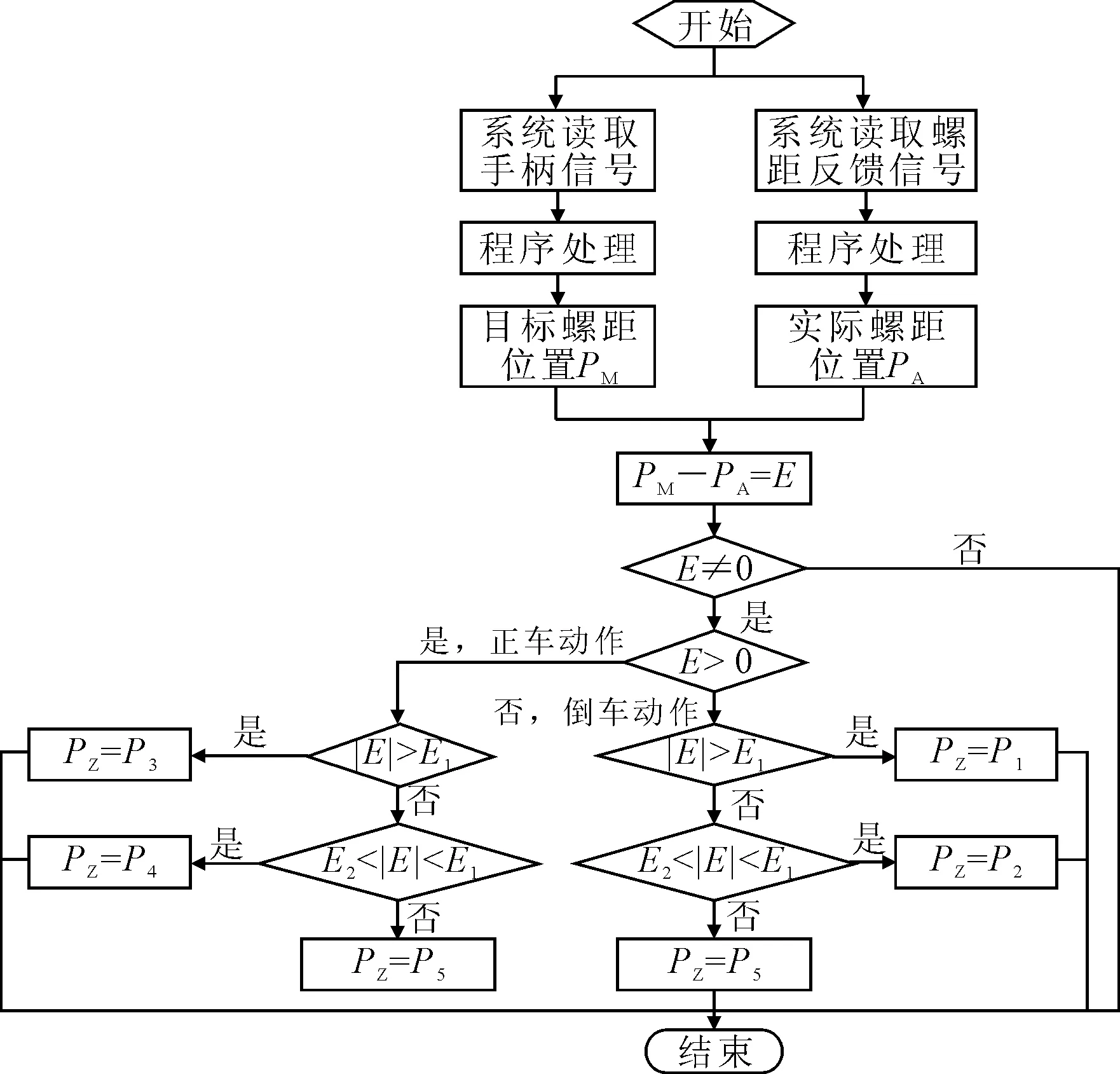
E-目標螺距與實際螺距之間的誤差;E1-大誤差;E2-螺距允許控制誤差;PZ-螺距控制指令;P1-螺距快速倒車指令;P2-螺距慢速倒車指令;P3-螺距快速正車指令;P4-螺距慢速正車指令;P5-閥芯中位控制信號。
圖3螺距控制邏輯
該控制邏輯僅考慮螺距調整過程,沒有考慮螺距控制中的其它限制條件。
螺距控制過程為,系統程序在每一個運行周期開始時,實時讀取手柄位置和螺距反饋信號,并進行相應程序處理后得到螺距目標位置PM和螺距實際位置PA,并得出目標螺距和實際螺距之間的誤差E。
E=PM-PA
1)當E=0時,說明此時螺距實際位置與目標位置一致,系統不需要進行調整。
2)當E>0時,說明螺距實際位置小于目標位置,需要進行正車動作。
3)當E<0時,說明螺距實際位置大于目標位置,需要進行倒車動作。
即E≠0時,說明螺距需要調整。
1.3 螺距調整過程
在E>0的情況下,需要進行正車操作。
1)|E|>E1,說明誤差較大,此時發出快速調整指令P3,即發出較大的控制信號使得螺距快速調整到給定螺距附近。
2)E2<|E| 3)|E| E<0,需要進行倒車動作,調整過程同上述過程,不再進行說明。 在螺距調整過程中,系統僅用到了比例閥的4個開口位置,即兩個快速調整螺距時的比例閥開口位置以及兩個慢速調整螺距時的比例閥開口位置。 設開始時,E>0且E2<|E| 若ΔP1足夠大,大到本次調整后ΔP1>ΔP+E2,則會出現E<0且|E|>E2。此時,需要進行倒車動作。慢速倒車過程中,系統接收慢速倒車動作指令P2。 如若調整后的螺距調整量為ΔP2,且ΔP2大到滿足E>0且E2<|E| 由上分析可知,螺距振蕩產生的原因為:比例閥精度與電氣控制系統允許精度之間的關系沒有匹配正確,導致系統每次慢速調整時的螺距調整量過大,系統需要回調,從而出現振蕩。 1)減小慢速調整時的控制指令P2和P4,使得每次調整的螺距足夠小,小到每次調整時僅向一個方向(即正車或者倒車方向)進行調整,直到|E| 2)增大系統允許誤差E2,使得ΔP1<ΔP+E2,當E2足夠大時,系統不會出現振蕩。但E2過大的后果是系統誤差增大,螺距無法控制在系統運行誤差范圍內。 因此,解決螺距振蕩問題,需要比例閥慢速控制信號與系統允許誤差之間的關系匹配,方法如下。 1)通過試驗方法檢測電磁比例閥最小開口時的正車起動電流I1、最小開口時的倒車起動電流I2以及閥芯中位電流I3。 2)修改程序,使得慢速正車控制信號和慢速倒車控制信號P4和P2對應I1和I2,閥芯中位控制信號P5對應I3。 3)將程序中的控制允許誤差E2調整至系統允許最大值。 以上措施能夠保證系統調整螺距過程中,在滿足螺距控制精度的前提下以最小的調整量慢慢逼近目標螺距。試驗過程中,如效果理想,則可適當提高系統允許精度;如發現系統調整時間過慢,則適當加大P2和P4指令值。 采用上述方法使舟山民龍78 m三用工作船調距槳項目的調試過程中所出現的螺距振蕩問題得到有效解決。 以上僅僅從電氣控制角度提出了螺距振蕩現象產生的原因以及解決方法。如上述方法仍然不能解決問題,則需要從其它方面尋找原因。如液壓油存在大量空氣;液壓比例閥開口流量過大,不足以滿足系統精度要求;系統存在漏油現象,導致系統壓力無法保持等[2]。而這些問題屬于機械或者液壓方面的制造精度問題,是不能依靠電氣控制系統解決的。 [1] 劉 江.PLC在電液比例控制系統中的應用[J].機電一體化.2008(1):75-77. [2] 鄭士君.船舶液壓系統故障診斷與維修技術[M].北京:人民交通出版社,1996.2 螺距振蕩起因及解決方案
2.1 螺距振蕩產生的原因
2.2 螺距振蕩的解決方法
3 結論
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20鴨綠江(2021年35期)2021-04-19 12:24:18軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30北京測繪(2020年12期)2020-12-29 01:33:58考試與評價·高一版(2020年6期)2020-11-02 02:45:24裝備制造技術(2019年12期)2019-12-25 03:06:46中國洗滌用品工業(2019年4期)2019-05-11 09:27:34中國生殖健康(2019年3期)2019-02-01 06:12:26家庭影院技術(2017年9期)2017-09-26 03:41:45鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
