垂直分型無箱造型線生產發動機缸體的生產實踐
2012-01-06 05:16:06高志明朱孔乾姚繼成
中國鑄造裝備與技術 2012年1期
關鍵詞:工藝
高志明,朱孔乾,姚繼成
(1.山東常林鑄業有限公司;2.濟南鑄造鍛壓機械研究所有限公司)
垂直分型無箱造型線生產發動機缸體的生產實踐
高志明1,朱孔乾1,姚繼成2
(1.山東常林鑄業有限公司;2.濟南鑄造鍛壓機械研究所有限公司)
根據垂直分型無箱射壓造型機特點,設計472FC汽車發動機缸體的工裝及工藝參數,采用立澆垂直分型方式生產缸體。
缸體;垂直分型;鑄造工藝
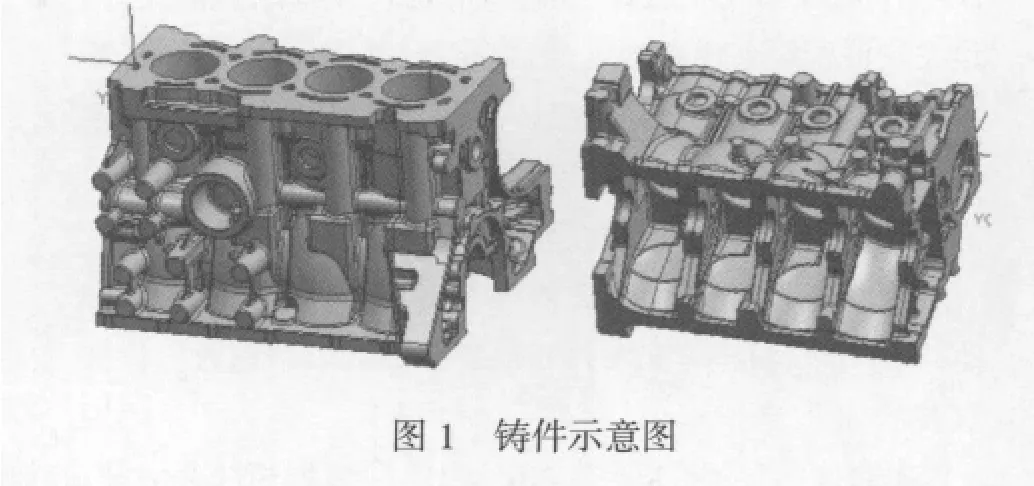
472FC缸體是一款高速環保的四缸直列式汽缸體,鑄件輪廓尺寸為360mm×269mm×232mm,重量32.6kg,主要壁厚4mm,材質為HT250,本體硬度要求190—220HB。結構簡圖見圖1。該款機型不使用缸套,是一個復雜、薄壁,高強度、高精度的灰鑄鐵鑄件。其質量的好壞直接影響發動機的性能。因此對鑄造工裝工藝的設計及生產過程質量控制有很高的要求。
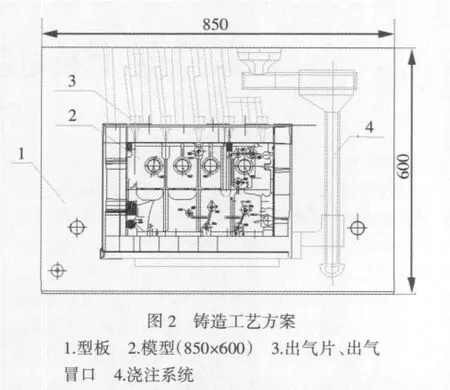
1 鑄造工藝設計
鑄造工藝設計見圖2,選用濕型砂鑄造,在VMM6080D垂直分型無箱造型線上生產。立澆垂直分型,每箱一件,所用砂芯全部為熱芯。整個鑄型由8個砂芯組成,手工組裝后使用自動下芯機下入型腔。主要工藝參數選擇為:鑄造收縮率0.8%,外模起模斜度1~3°,芯盒起模斜度<2°,鑄造加工余量1~3mm,最小鑄出壁厚3mm。
1.1 澆注系統
內澆道設在缸體曲軸檔座,阻流設在橫澆道前端,在側板芯上安放泡沫陶瓷過濾網片(位于橫澆道前)。直澆道和橫澆道由砂型形成,內澆道由砂芯形成。
1.2 排氣系統
在外模型板上靠近蓋板芯芯頭頂部安放垂直出氣片,分別對型腔和缸筒芯進行排氣;同時在與型腔相通的出氣片底部安放集渣、出氣冒口。
水套芯、蓋板芯鉆排氣孔。水套芯、水孔芯頭鉆排氣孔,蓋板芯使用鉆頭鉆通孔,鉆孔時使用鉆模,以確保水套芯出氣孔與蓋板芯出氣孔配合準確,排氣通暢。
分別對水套芯上的8個出砂孔芯頭鉆出氣孔,鉆孔須在砂芯浸涂涂料后進行,對兩側板芯與水套芯出砂孔配合的芯頭鉆通孔進行排氣。
1.3 砂芯結構設計
四個缸筒芯在Z956B殼芯機上制作,兩開模,每盒兩件。蓋板芯、側板芯、水套芯在Z8625C熱芯機上制作。蓋板芯、側板芯為雙工位兩開模制芯,每個芯盒出一套缸筒側板芯;水套芯為雙工位兩開模制芯,每盒兩件。所有砂芯使用醇基石墨涂料浸涂,浸涂后點火烘干。水套芯進烘芯爐烘干后再浸涂。整體砂芯組芯后螺栓鎖緊(圖3),制芯作業工藝見表1。
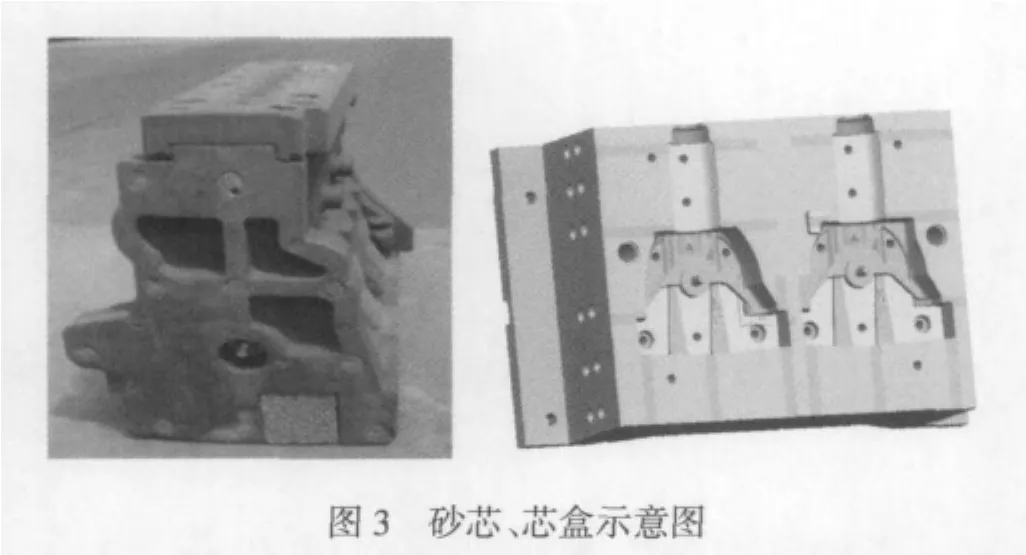

表1 制芯工藝參數
2 生產工藝
2.1 造型、澆注
使用垂直分型無箱造型線生產。砂型尺寸850mm×600mm,垂直分型。造型后,將砂芯放置在下芯框上,自動下入后合型,使用自動澆注機澆注,澆注溫度 1390~1430℃。
2.2 鐵液熔煉
采用10t長爐齡水冷沖天爐和10t感應電爐雙聯熔煉。爐前采用光譜分析儀和三角試塊對鐵液進行檢測控制。采用熱電偶測溫槍對鐵液進行溫度檢測。
鐵液進行兩次孕育處理,第一次為電爐出鐵時孕育,第二次為鐵液向澆注機倒包時孕育,澆注時進行隨流孕育。
2.3 清理
鑄件進行粗拋、精拋兩次清理,粗拋使用步進式清理機,精拋使用卡抓式清理機。鑄件表面噴涂黑色亞光防銹油漆,防銹要求通過96h鹽霧試驗檢查。曲軸檔、缸筒內、缸蓋接合面及油底殼接合面噴涂防銹油。
3 缺陷及解決措施
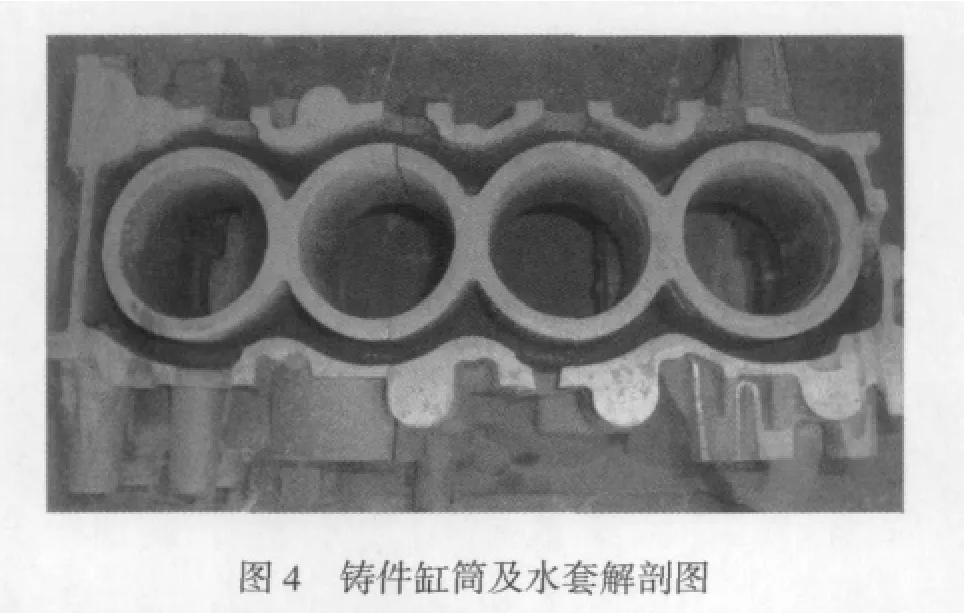
缸筒壁厚不均勻。產品前期生產時存在缸筒壁厚不均勻問題,客戶要求任一垂直缸筒中心截面上鑄件缸筒壁厚差不超過1.8mm(汽缸間除外),實際生產時壁厚差最大時為2.5mm,重點是一、四缸筒壁厚,當時采取的措施是對水套芯進行整改,適當進行補正,壁厚差問題有所好轉,但不穩定,考慮使用芯撐進行解決,但增加成本,最終通過更換耐高溫低膨脹覆膜砂得到了解決。
氣孔缺陷。主要原因是芯砂發氣量大、砂芯透氣性差;型、芯排氣不暢;澆注溫度低等原因。采取措施:控制砂芯發氣量,水套芯上鉆排氣道,并使用石棉墊對氣道進行密封,避免鐵液進入堵塞氣道;工藝要求砂芯制芯后使用時間期限及干燥程度;控制澆注溫度。
砂眼缺陷。產生原因:1)由砂芯上帶有的砂粒、涂料團等形成;2)組芯時砂芯整體尺寸超差,下芯后與型腔干涉造成擠砂;3)下芯框磨損,砂芯在下芯框內不定位。采取對策:控制砂芯制芯、修芯、組裝質量,使用檢具對成品砂芯進行檢查;定期檢查下芯框尺寸,有磨損時及時更換襯板。
4 結束語
根據垂直分型無箱射壓造型機特點,設計前模板、后模板、芯盒、下芯框等工裝;結合我公司多年鑄造經驗,最終確定制芯、造型和澆注等工藝參數。通過實踐表明,采用立澆垂直分型方式在垂直分型無箱造型線上生產缸體,能減少水套芯所受的鐵液浮力,不使用芯撐也能滿足鑄件缸筒壁厚差的要求;通過在砂芯頂部芯頭上設計的排氣通道,將砂芯及型腔內的氣體直接排出,取消了在水平鑄造線上生產缸體時兩側面螺栓搭子增設出氣針的設計,減少后序清理打磨的工作量。該款缸體經過小批試制、批量生產供貨,產品質量十分穩定。
Practice in Production of Engine Cylinder Block with Vertical Parting Flaskless Molding Line
GAO ZhiMing1,ZHU KongQian1,YAO JiCeng3
(1.Shandong Foundry Industry Co.Ltd.,Shandong China;2.Jinan Foundry&Metalforming Machine Research Institute Jian 250022,Shandong China)
Production technology of Model 472FC automotive engine cylinder block with Model VMM6080D vertical parting flaskless molding line has been introduced.
Cylinder block;Vertical parting flaskless molding line;Foundry technology
TG231.6;
A;
1006-9658(2012)01-3
2011-11-21
2011-162
高志明(1967-),男,高級工程師,從事鑄造生產管理
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
