硅鋇孕育劑在缸體鑄件上的應(yīng)用研究
2012-01-05 11:41:14楊永錄梁加芳
中國(guó)鑄造裝備與技術(shù) 2012年3期
關(guān)鍵詞:工藝
宋 巖,楊永錄,梁加芳
(一拖(洛陽(yáng))鑄造有限公司,河南洛陽(yáng) 471004)
硅鋇孕育劑在缸體鑄件上的應(yīng)用研究
宋 巖,楊永錄,梁加芳
(一拖(洛陽(yáng))鑄造有限公司,河南洛陽(yáng) 471004)
本文研究了使用硅鋇孕育劑和硅鐵孕育劑對(duì)缸體鑄件材質(zhì)性能和組織的影響。實(shí)驗(yàn)結(jié)果表明,使用硅鋇孕育劑復(fù)合孕育工藝替代銅合金化工藝后,不但可以保證鑄件本體的機(jī)械性能和組織要求,而且降低了鑄件生產(chǎn)成本。
缸體,硅鋇孕育劑,節(jié)約成本
1 引言
灰鑄鐵件生產(chǎn)中,往往通過(guò)孕育處理消除鑄造缺陷,調(diào)整硬度,改善機(jī)械加工性能。孕育處理不僅可以最大限度地減少鑄件薄壁部分的白口傾向,改善鑄件的顯微組織和性能,細(xì)化晶粒,而且可以提高灰鑄鐵件強(qiáng)度[1]。FeSi75孕育劑在增加共晶團(tuán)數(shù)量,細(xì)化晶粒,促進(jìn)A型石墨方面作用較強(qiáng),但孕育后達(dá)到飽和時(shí)間短。長(zhǎng)效孕育劑能顯著延長(zhǎng)孕育作用的有效時(shí)間。
隨著柴油機(jī)功率提高,對(duì)柴油機(jī)主要部件——缸體的材質(zhì)性能要求隨之提高。一拖鑄造公司生產(chǎn)缸體零件一直采用FeSi75孕育劑加銅鉻合金化的處理方法,該工藝能夠保證鑄件的材質(zhì)性能,但存在鑄件生產(chǎn)合金成本高的問(wèn)題,且經(jīng)常出現(xiàn)鑄件薄壁處白口和加工難的問(wèn)題。通過(guò)改進(jìn)孕育工藝和孕育效果,改善灰鑄鐵的機(jī)械性能和組織均勻性,是灰鑄鐵研究的重要發(fā)展方向之一。所以有必要探索新的復(fù)合孕育劑來(lái)代替原有的生產(chǎn)工藝以降低鑄件的生產(chǎn)成本。
硅鋇孕育劑是一種長(zhǎng)效孕育劑,具有很強(qiáng)的促進(jìn)石墨化的能力,可改善薄壁鑄件中石墨的形態(tài)和分布狀況,而且還有減緩孕育衰退的作用。硅鋇孕育劑比硅鐵有更強(qiáng)的增加共晶團(tuán)數(shù)和改善斷面均勻性能力。資料[2]介紹使用硅鋇孕育劑后,可提高鑄件強(qiáng)度,硬度差大幅減少,鑄件尖角處白口消除。
本文是以一拖鑄造公司生產(chǎn)的四缸干式缸體為對(duì)象,使用硅鋇孕育劑復(fù)合孕育加鉻與硅鐵孕育劑加銅鉻合金化工藝進(jìn)行對(duì)比生產(chǎn)工藝試驗(yàn)。
2 試驗(yàn)條件和方法
2.1 試驗(yàn)條件
四缸干式缸體(圖1)在一拖鑄造公司靜壓線生產(chǎn),鑄件重量151kg,每型1件。鐵液熔煉采用12t外水冷沖天爐與30t工頻爐雙聯(lián)熔煉;爐前采用氣動(dòng)孕育裝置,出鐵時(shí)孕育劑隨鐵液流入包內(nèi)。試驗(yàn)所用孕育劑成分見(jiàn)表1。澆注采用1.5t雙工位自動(dòng)澆注機(jī)澆注,采用程控在線隨流孕育裝置,根據(jù)孕育量設(shè)定值在澆注時(shí)隨流孕育,隨流孕育劑為硅鐵孕育劑(粒度0.4mm~1mm),孕育量0.08%~0.1%。原工藝鐵液成分要求:3.20%~3.35%C;1.75%~2.0%Si;0.8%~1.0%Mn;≤0.12%S;≤0.08%P;0.2%~0.3%Cr;0.3%~0.5%Cu。試驗(yàn)鐵液成分要求:3.20%~3.35%C;1.75%~2.0%Si;0.8%~1.0%Mn;≤0.12%S;≤0.08%P;0.2%~0.3%Cr。其它熔煉條件均不發(fā)生變化。

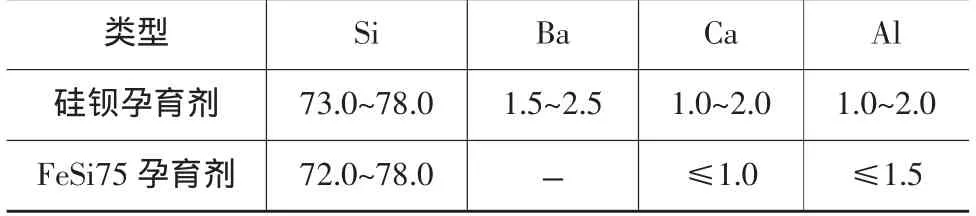
表1 試驗(yàn)用孕育劑成分含量(%)
2.2 試驗(yàn)方法
本次缸體工藝試驗(yàn)選擇在同一爐原鐵液成分相同的情況下,分別采用硅鋇復(fù)合孕育加鉻和硅鐵孕育加銅鉻兩種工藝方案,對(duì)爐前包內(nèi)鐵液進(jìn)行處理,在靜壓線澆注四缸干式缸體。每種工藝方案對(duì)應(yīng)所澆注的鑄件流水號(hào),每一種方案對(duì)鑄件硬度、單鑄試棒進(jìn)行檢驗(yàn),同時(shí)各取一個(gè)鑄件進(jìn)行本體解剖和材質(zhì)檢測(cè)。對(duì)比分析同一缸體上不同部位不同壁厚的硬度、強(qiáng)度及金相組織。具體實(shí)施方案見(jiàn)表2。
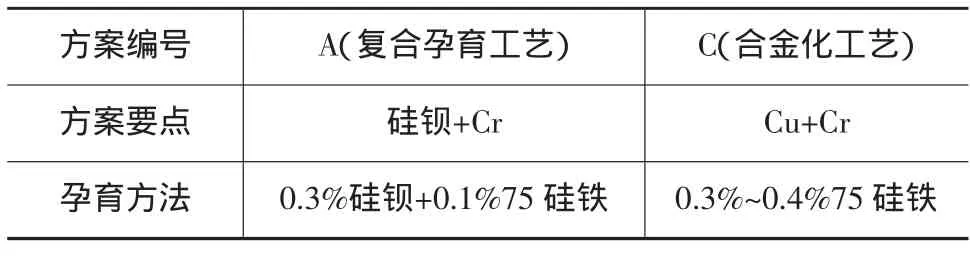
表2 兩種方案的孕育方法
2.3 試驗(yàn)過(guò)程
(1)澆注試棒
按兩種工藝方案要求控制化學(xué)成分和進(jìn)行爐前處理(孕育及合金化);每種方案澆注1組單鑄試棒,每組三根。試棒開(kāi)箱時(shí)間全部為18min。爐前鐵液化學(xué)成分見(jiàn)表3。

表3 澆注試棒爐前包內(nèi)鐵液化學(xué)成分(%)
(2)鑄件硬度檢測(cè)
取兩種方案鑄件各7件檢查鑄件頂面硬度,檢驗(yàn)部位在每個(gè)鑄件檢查缸頂面3個(gè)位置(缸蓋與缸體連接大螺栓柱位置)。爐前澆注階梯試塊,檢測(cè)不同厚度試塊的硬度及金相組織。
(3)本體強(qiáng)度及金相組織檢測(cè)
每種工藝方案依據(jù)所對(duì)應(yīng)流水號(hào)各取一個(gè)鑄件進(jìn)行解剖,檢驗(yàn)缸體不同部位本體的硬度、抗拉強(qiáng)度及金相組織;本體取樣部位包括缸頂面、軸瓦、主油道、缸孔壁(圖2)、底部法蘭、軸承座等部位。

3 試驗(yàn)結(jié)果及分析
3.1 缸體鑄件材質(zhì)要求
四缸干式缸體鑄鐵牌號(hào)HT250。隨爐澆注?30mm的單鑄試棒,抗拉強(qiáng)度≥250MPa;鑄件各部位(底面、頂面、主油道、軸承座等部位)本體強(qiáng)度達(dá)到GB/T9439-2010標(biāo)準(zhǔn)要求,即壁厚20mm~40mm,對(duì)應(yīng)本體強(qiáng)度≥195MPa;壁厚10mm~20mm,對(duì)應(yīng)本體強(qiáng)度≥225MPa。缸體表面硬度應(yīng)達(dá)到HB180~250;鑄件硬度在頂面、底面、主軸承孔分開(kāi)面上測(cè)量(以上測(cè)量面均為加工表面),同一缸體鑄件的硬度差不大于30HB。金相組織細(xì)片珠光體的含量不低于95%,滲碳體、磷共晶均不大于1%;石墨形態(tài)以A型為主,允許少量B型石墨,石墨長(zhǎng)4~6級(jí),且要求均勻分布。
3.2 單鑄試棒檢驗(yàn)結(jié)果及分析
試棒化學(xué)成分檢測(cè)結(jié)果如表3所示,機(jī)械性能及金相組織檢驗(yàn)結(jié)果如表4所示。從結(jié)果上看,二種工藝方案澆注的試棒石墨形態(tài)均為A型石墨,石長(zhǎng)4級(jí)。說(shuō)明對(duì)于雙聯(lián)熔煉工藝,控制好爐內(nèi)原鐵液成分含量,同時(shí)保證出鐵時(shí)適當(dāng)?shù)脑杏浚瑑煞N工藝方案都可以滿足HT250牌號(hào)的抗拉強(qiáng)度和金相組織要求。使用硅鋇孕育劑后,與普通硅鐵孕育相比,爐前鐵液的白口明顯減小。

表4 單鑄試棒機(jī)械性能及金相組織檢驗(yàn)結(jié)果
3.3 鑄件硬度檢驗(yàn)結(jié)果及分析
(1)對(duì)不同壁厚階梯試塊硬度及組織影響
為了考察兩種孕育方案對(duì)鑄件壁厚敏感性的影響,爐前澆注階梯試塊進(jìn)行試驗(yàn)。不同斷面的硬度及金相組織見(jiàn)表5。試驗(yàn)表明,在冷卻速度最快的5mm斷面處,使用硅鐵孕育出現(xiàn)D型石墨,而使用硅鋇孕育的樣品則沒(méi)有出現(xiàn)D型石墨,其它厚度斷面金相組織差別不大。與使用普通硅鐵相比,使用硅鋇孕育劑后階梯試塊不同斷面硬度差減小。
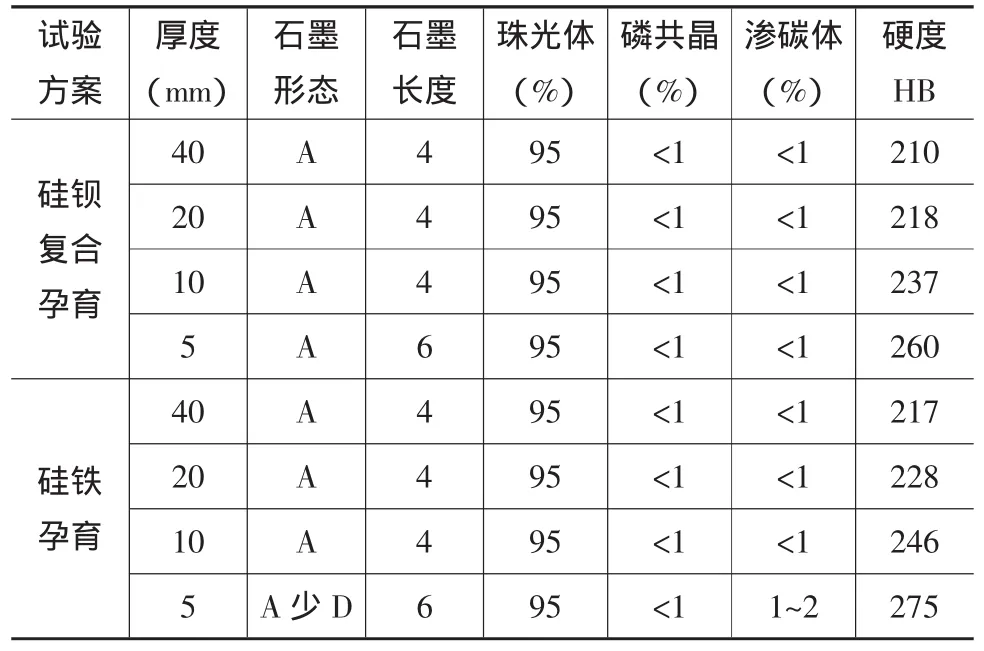
表5 階梯試塊不同斷面的硬度及金相組織
(2)對(duì)鑄件同一平面(缸頂面)硬度的影響
從表6鑄件硬度檢驗(yàn)結(jié)果看,二種工藝方案澆注的鑄件硬度接近,但是硬度差區(qū)別較大,即采用硅鋇復(fù)合孕育工藝方案鑄件硬度差明顯較小。

表6 缸體鑄件頂面硬度檢測(cè)結(jié)果(HB)
(3)鑄件本體檢測(cè)結(jié)果及分析
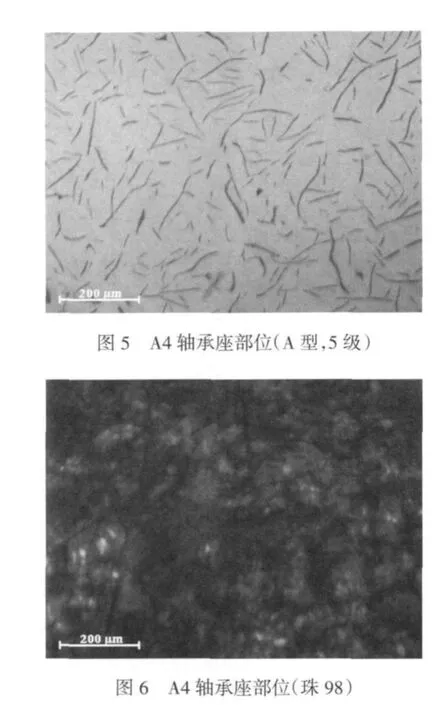
兩種孕育劑試驗(yàn)澆注的缸體鑄件本體金相組織檢驗(yàn)結(jié)果見(jiàn)表7,圖3~圖6為鑄件本體典型部位金相組織照片。從檢驗(yàn)結(jié)果來(lái)看,兩種工藝方案的鑄件本體硬度與抗拉強(qiáng)度都達(dá)到了缸體鑄件材質(zhì)工藝要求。但硅鐵孕育生產(chǎn)的鑄件軸承座處出現(xiàn)少量E型石墨,且油道、軸承座及缸頂面處石墨長(zhǎng)度為3級(jí),石墨長(zhǎng)度偏長(zhǎng)。而使用硅鋇孕育劑后,鑄件的組織均勻性得到改善。
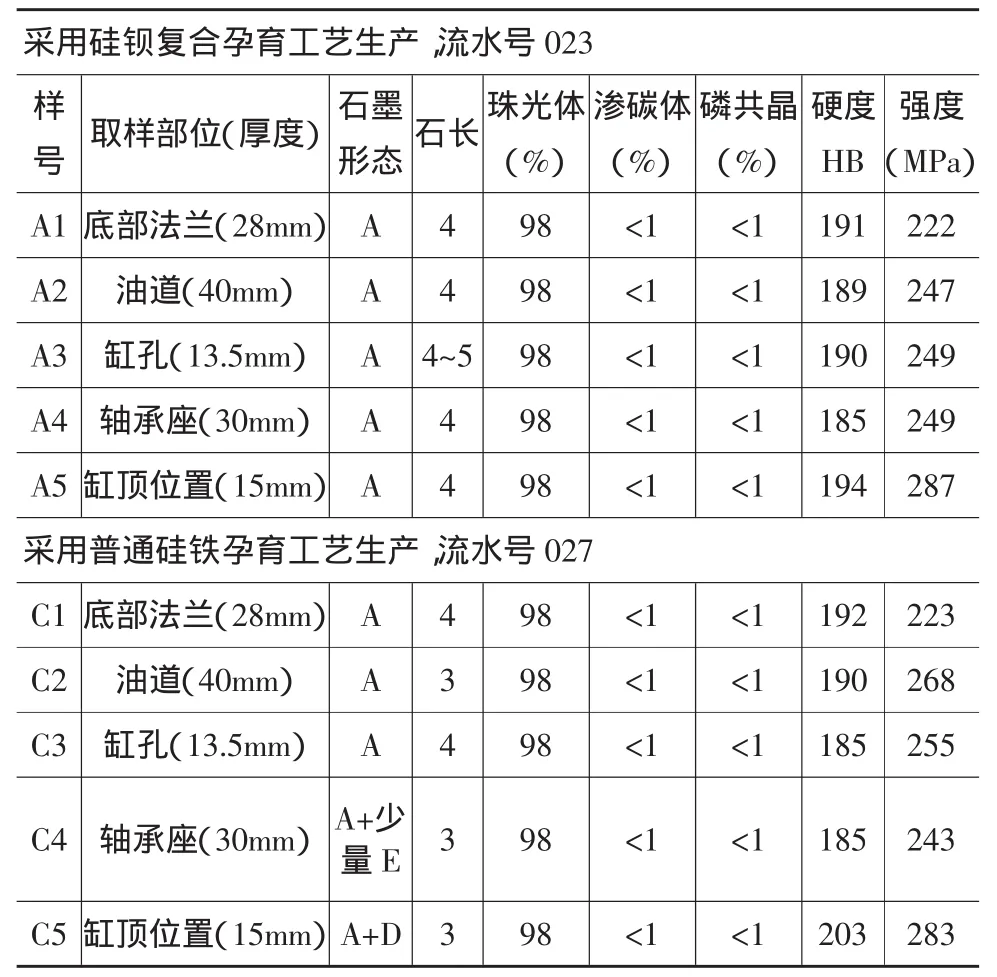
表7 干式四缸體本體金相組織檢驗(yàn)結(jié)果

3.4 試驗(yàn)鑄件加工情況
試驗(yàn)鑄件送冷加工廠加工,采用硅鋇復(fù)合孕育生產(chǎn)的鑄件,薄壁部位沒(méi)有再出現(xiàn)白口情況(檢視窗部位),在加工過(guò)程中檢測(cè)鑄件加工后表面硬度,硬度差14.5~20.3HB。而普通硅鐵孕育澆注的鑄件硬度差普遍在24~35HB。結(jié)果表明,使用硅鋇復(fù)合孕育可以改善鑄件的加工性能和組織均勻性。
3.5 試驗(yàn)結(jié)果分析
(1)與普通硅鐵相比,硅鋇孕育劑增加一定量的鋇、鈣成分后,促進(jìn)了鐵液的形核能力,容易形成細(xì)小、分散的石墨,適當(dāng)增加共晶團(tuán)數(shù),從而提高了鑄件的力學(xué)性能。與加銅合金化相比,硅鋇復(fù)合孕育主要通過(guò)改善鑄件的微觀組織,來(lái)提高鑄件的力學(xué)性能。鉻銅合金化在高碳當(dāng)量(4.1%左右)情況下,有利于增加和穩(wěn)定灰鑄鐵組織的珠光體含量。但是在碳當(dāng)量控制在3.85%~3.95%情況下,使用硅鋇復(fù)合孕育與鉻配合,可以滿足鑄件材質(zhì)性能要求。需要說(shuō)明的是,從實(shí)踐生產(chǎn)來(lái)看,無(wú)論采取何種工藝,原鐵液成分的控制,特別是碳、硅含量的控制對(duì)鑄件性能影響很大。
(2)使用硅鋇孕育劑加鉻工藝代替貴重金屬銅后,能夠滿足缸體的材質(zhì)性能要求。硅鋇孕育劑的成本比75硅鐵成本高約25%,但減少貴重金屬銅的加入,從最終結(jié)果來(lái)說(shuō)可以較大幅度降低鑄件材料成本。
4 結(jié)論
(1)通過(guò)工藝驗(yàn)證,說(shuō)明在穩(wěn)定控制鐵液成分的條件下,使用硅鋇孕育劑復(fù)合孕育加鉻工藝代替貴重金屬銅,可以保證鑄件本體的機(jī)械性能與組織要求,鑄件成本得到降低。
(2)在缸體鑄件上使用硅鋇孕育劑后,與普通硅鐵孕育劑孕育相比,改善了鑄件的石墨形態(tài)和組織均勻性,解決了缸體鑄件薄壁部位白口和加工困難的問(wèn)題。
(3)目前硅鋇孕育劑已在一拖鑄造公司生產(chǎn)缸體鑄件上得到應(yīng)用,滿足了客戶的質(zhì)量要求。
[1]徐桂芳,等.復(fù)合孕育劑在缸體發(fā)動(dòng)機(jī)上的應(yīng)用[J].江蘇理工大學(xué)學(xué)報(bào),2001(22):62-65
[2]中國(guó)機(jī)械工程學(xué)會(huì)鑄造分會(huì).鑄造手冊(cè)(鑄鐵卷)[M].第2版.北京:機(jī)械工業(yè)出版社,P256-257
Application Research of Silicon Barium Inoculants on Cylinder Block Castings
SONG Yan,YANG YongLu,LIANG JiaFang
(YTO(Luoyang)Casting Co.Ltd.,Luoyang 471004,Henan China)
The influence on material properties and microstucture of cylinder body castings with silicon barium inoculant and ferrosilicon inoculants being used has been studied,resulting in that the requirements for the mechanics properties and the microstucture of castings have been ensured with reduced casting production cost,after using silicon barium compound inoculation process instead of copper alloying technology.
Cylinder body:Silicon barium inoculants;Cost saving
TG223;
A;
1006-9658(2012)03-0031-4
2012-02-20
稿件編號(hào):1203-026
宋巖(1984-),男,助理工程師,主要從事材料及工藝控制研究
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52