FTSC工藝生產熱軋板卷的質量控制
2012-01-04 14:09:28付建軍李富峰
天津冶金 2012年2期
關鍵詞:裂紋
殷 楷,付建軍,李富峰
(唐山鋼鐵股份公司第一鋼軋廠,河北唐山 063016)
FTSC工藝生產熱軋板卷的質量控制
殷 楷,付建軍,李富峰
(唐山鋼鐵股份公司第一鋼軋廠,河北唐山 063016)
針對FTSC薄板坯工藝生產熱軋板卷存在的縱裂紋和爛邊缺陷,對其形成原因進行了系統研究,并提出相應的改善措施。研究結果表明,板坯存在的寬面縱裂紋和窄面或角部橫裂紋缺陷,將分別導致熱軋板卷縱裂紋和爛邊缺陷的形成。通過控制鋼水溫度,控制結晶器銅板厚度,降低二次冷卻強度等措施,質量缺陷明顯減少。
薄板坯 熱軋 板卷 質量 缺陷 縱裂紋 爛邊
1 引言
在薄板坯連鑄的生產中,由于連鑄連軋的特殊性,與常規板坯相比,在生產熱軋板卷時具有低成本、高質量和高效率的優勢。但薄板坯連鑄生產工藝因其拉速高,采用漏斗型結晶器,連鑄坯受到較高的應力,更容易產生表面縱裂紋等缺陷。FTSC(flexible thin slab casting,FTSC)薄板坯連鑄生產中存在裂紋、爛邊等缺陷,影響了正常生產和熱軋板卷質量。因此,系統研究了熱軋板卷縱裂紋和爛邊缺陷的形成原因,并采取改進措施,有效地控制了熱軋板卷缺陷的產生,為薄板坯連鑄連軋生產工藝提供了理論指導。
2 生產條件
FTSC薄板坯連鑄連軋生產工藝的流程為:150 t轉爐——150 t LF——薄板坯連鑄機——輥底式均熱爐——2機架粗軋+5機架精軋——層流冷卻——卷取。FTSC薄板坯連鑄機的主要參數見表1。
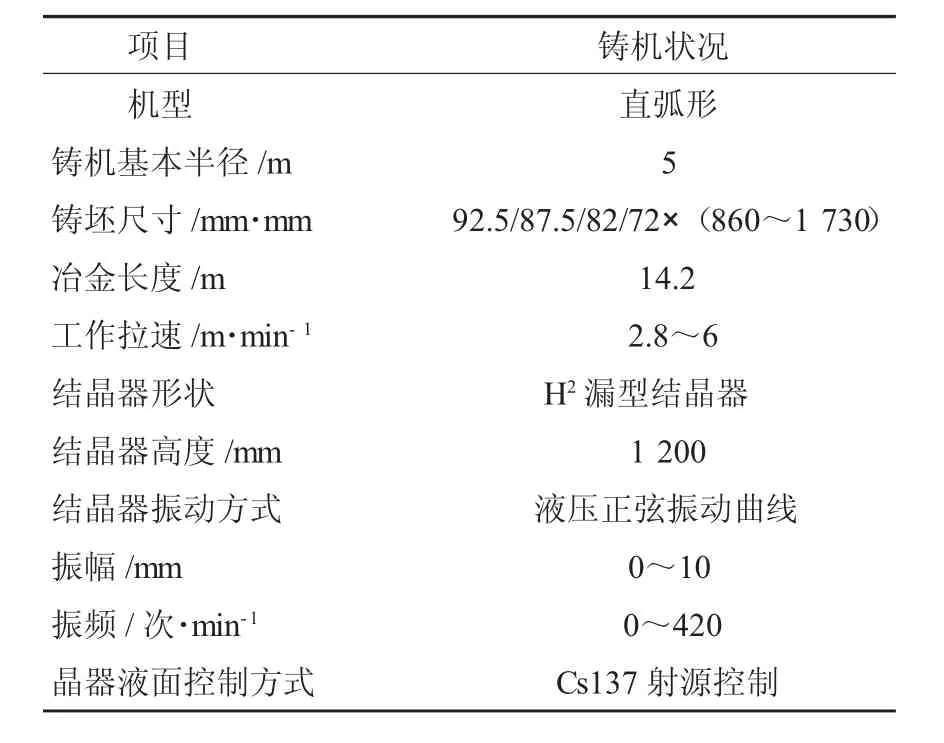
表1 FTSC薄板坯連鑄機的主要參數
3 FTSC熱軋板卷縱裂紋和爛邊缺陷的成因及控制措施
3.1 縱裂紋
3.1.1 縱裂紋的成因
熱軋板卷縱裂紋缺陷的主要成因是薄板坯寬面存在縱裂紋缺陷,而且在軋制過程中板坯裂紋未被焊合或消除,并沿鋼板軋制方向擴展,形貌見圖1。

圖1 縱裂紋形貌
鑄坯縱裂紋缺陷的形成機理為:凝固坯殼在結晶器內受熱應力、靜壓力、膨脹力、摩擦力以及由于鑄坯和銅板之間氣隙、鑄坯寬面凝固收縮受鑄坯窄面約束而產生的彎曲應力。這些力從內部、外部作用到坯殼上,使坯殼發生不同程度、類型的變形。當這些變形超過了坯殼所能承受的應變允許值時,則在鑄坯薄弱處形成裂紋,并在二冷區繼續擴展。
連鑄過程中,當結晶器的熱流密度過高時,強的冷卻強度導致連鑄坯受到的熱應力和彎曲應力增加,彎月面初生坯殼的不均勻生長傾向增加,更容易誘發鑄坯縱裂紋缺陷。日本住友金屬進行的工業試驗表明:以5 m/min拉速澆鑄90~120 mm的薄板坯,當結晶器的熱流密度超過某一臨界值后,表面裂紋明顯增加。低碳鋼在結晶器的熱流密度低于310 MW/m2時,不會產生裂紋;而包晶鋼則需低于210 MW/m2時才不會出現裂紋[1]。
薄板坯與傳統板坯連鑄相比,由于漏斗型結晶器的原因,薄板坯在結晶器內的凝固過程中,除了進行彈塑性變形以外,還要進行幾何變形,坯殼受到的應力和應變量更大,因此,薄板坯連鑄更容易導致縱裂紋缺陷的發生。
3.1.2 縱裂紋控制措施
3.1.2.1 穩定控制鋼水溫度
澆鑄溫度過高形成的坯殼較薄,承受橫向力的能力差,澆鑄溫度過低,鋼水流動性和保護渣熔化性能變差,結晶器銅板和坯殼間的保護渣膜厚度不均,并且鑄坯的潤滑性變差,摩擦力增大,所以澆鑄溫度過高和過低都容易引起縱裂紋。因此,為了減少縱裂的發生,生產工藝要求穩定的鋼水溫度。對薄板坯連鑄,合適的鋼水過熱度為[2]:低碳鋼20~50℃,高碳鋼在20~45℃,Al鎮靜鋼要求在15~50℃,最佳值在25~35℃。如果提高拉速,中間包中的鋼水過熱度還應適當降低。
3.1.2.2 控制結晶器水平傳熱的強度和均勻性
降低結晶器水平傳熱的熱流密度,并保證傳熱的均勻性,能夠促進結晶器彎月面處初生坯殼的均勻生長,減少裂紋的產生。具體改進措施如下:
(1)根據鋼種和鋼的厚度規格,合理控制結晶器銅板和鍍層的厚度。漏斗型結晶器的銅板材質為銅銀合金,寬面銅板帶有鎳基鍍層。對于裂紋敏感性鋼種及軋制規格較厚的鋼,應適當提高結晶器銅板和鍍層的厚度,降低結晶器的水平熱流密度。以SS400為例,當生產厚規格板卷時,將銅板厚度提高5%~10%,鍍層厚度提高60%~100%,增厚的銅板和鍍層降低了結晶器的水平熱流密度。
(2)提高結晶器保護渣的堿度。采用高堿度、高結晶溫度和結晶率的保護渣,增加保護渣膜的熱阻和粗糙度,可以有效降低結晶器熱流密度。合理控制保護渣的配碳量和粘度值,使保護渣能夠穩定地形成8~10 mm厚的液渣層,保證足夠的保護渣消耗量,形成均勻的保護渣膜。改進前、后保護渣的主要化學成分見表2。
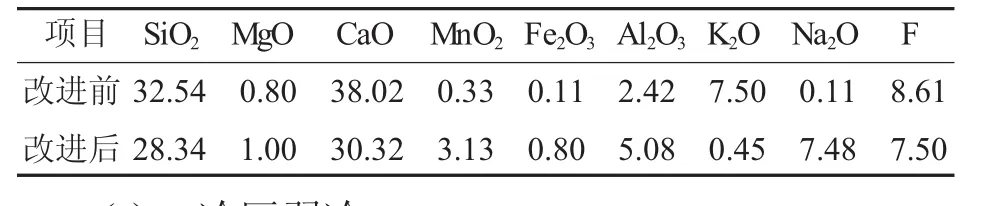
表2 改進前、后保護渣的主要化學成分/%
(3)二冷區弱冷
在結晶器內產生的微小的縱裂紋會因為二冷區的冷卻強度不適當而擴大。因此,為了減少表面縱裂紋,在鑄坯不產生中心疏松缺陷的前提下,應盡可能地減少二冷區的冷卻強度,如適當減少噴淋水量和適當提高噴淋水溫度等。
3.2 爛邊
3.2.1 爛邊的成因
爛邊是一種板卷邊部缺陷的統稱,具體包括邊部縱裂紋,邊部橫裂紋,邊部參差不齊的掉塊兒,邊部有異物突起等,其形貌見圖2。
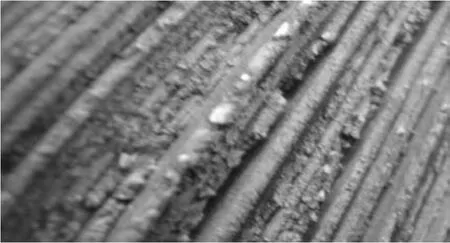
圖2 爛邊形貌圖
爛邊是一種比較常見的板卷缺陷,薄板坯和中板坯都有此類缺陷,在一些高強度鋼上表現得更加明顯。在軋制窄面或角部存在橫裂紋的板坯時,橫裂紋破壞了裂紋兩側局部范圍內金屬流動的連續性,導致了板卷爛邊缺陷的形成。已有研究者利用掃描電鏡觀察板卷爛邊缺陷處裂紋的微觀組織[3-4],發現裂紋內存在較多球形FeO夾雜物,而其它非金屬夾雜物幾乎沒有,或是很少。由此可見,裂紋在加熱爐之前已經形成,這是因為加熱爐的氧化性氣氛使得裂紋內部被氧化。
深振痕在矯直點受拉伸應力和鑄坯窄面或角部過冷誘導AlN相析出可能導致橫裂紋缺陷的形成。唐鋼FTSC薄板坯連鑄機結晶器為液壓振動系統,采用高頻率、小振幅板坯的振痕深度淺,振痕不是造成橫裂紋的主要因素。因此,板坯橫裂紋缺陷可能是由于薄板坯窄面或角部過冷,引起了細小AlN相在奧氏體晶界析出,奧氏體晶界產生應力集中,使鑄坯的裂紋敏感性增強。當薄板坯矯直時,內弧側受到張力,加之振痕的缺口效應,在薄板坯窄面靠近角部處優先形成橫裂紋,或進一步擴展。
3.2.2 爛邊控制措施
(1)在高拉速不漏鋼的前提條件下,實行二冷弱冷操作,確保鑄坯邊部(窄面)在整個澆鑄、拉坯和入爐傳輸過程中溫度大于950℃,以控制相變和氮化鋁析出以及避開脆性區矯直。
(2)改善提高二冷水的水質,保證二冷水量的準確控制。
(3)加強扇形段的維修維護質量,減少輥子軸承座漏水的現象,減少沖渣水嘴直接噴在連鑄坯窄邊的現象。
(4)在熱軋板卷生產之前,組織好均熱爐的升溫操作,適當延長對開機初期鑄坯的加熱時間,以保證加熱爐對板坯的良好加熱效果。
4 應用效果
通過具體改善措施的制定和實施,縱裂紋和爛邊缺陷發生率逐年遞減。2008年縱裂紋和爛邊三級品數量合計為32 555 t,占總產量的1.2%;2009年縱裂紋和爛邊三級品數量合計為17 108 t,占總產量的0.8%;2010年縱裂紋和爛邊三級品數量合計為6 566 t,占總產量的0.3%。
5 結語
(1)薄板坯寬面縱裂紋和窄面橫裂紋將分別導致熱軋板卷的縱裂紋和爛邊缺陷的形成。
(2)穩定控制鋼水溫度,合理控制結晶器銅板和鍍層的厚度,提高保護渣的堿度以及二冷區弱冷等措施能夠有效控制縱裂紋缺陷的形成。
(3)降低二冷區對薄板坯窄面的冷卻強度,改善二冷水的水質,加強扇形段的維護,并保證輥底均熱爐對板坯的加熱效果,能夠有效控制爛邊缺陷的產生。
[1]田乃媛.薄板坯連鑄連軋[M].北京:冶金工業出版社,1998.
[2]林偉.CSP生產線優質鋼水生產工藝研究 [J].鋼鐵研究,2003(4):20-22.
[3]趙長亮,孫彥輝,田志紅,等.CSP熱軋板卷邊部裂紋成因[J].北京科技大學學報,2007,29(5):499-503.
[4]陳偉,蘇鶴洲.熱軋板卷邊裂成因淺析及控制 [J].鋼鐵釩鈦,2008,29(2):67-72.
Quality Control of Hot Rolled Coil Production by FTSC Process
Yin Kai,Fu Jianjun,Li Fufeng
(Rolling Mill 1,Tangshan Iron and Steel Stock Company,Tangshan 063016,Hebei Province,China)
Aiming at longitudinal crack and edge damage of hot rolled coil sheet by FTSC thin slab process,the authors conducted systematic study and put forward relevant improvementmeasures.Study results showed thatslab longitudinal crack at wide side and transverse crack at narrow side or corner caused the formation of the above defects,which were remarkably minimized by controlling molten steel temperature and mould plate thickness and reducing secondary cooling intensity.
FTSC,longitudinal crack,edge damage
殷楷(1984—),男,河北石家莊人,主要從事薄板坯連鑄的質量控制工作。
(收稿 2012-02-10 編輯 崔建華)
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38