滌綸雙邊格春亞紡織物的生產工藝
2012-01-03 03:06:04任長林鄭國同
山東紡織科技 2012年2期
關鍵詞:工藝
任長林,鄭國同
(1.南通潤禾紡織有限公司,江蘇南通 226007;2.南通時韻紡織有限公司,江蘇南通 226007)
產品開發
滌綸雙邊格春亞紡織物的生產工藝
任長林1,鄭國同2
(1.南通潤禾紡織有限公司,江蘇南通 226007;2.南通時韻紡織有限公司,江蘇南通 226007)
文章采用滌綸低彈長絲設計開發出雙邊格春亞紡織物。較為詳細地介紹了滌綸雙邊格春亞紡的產品設計思路與過程。對有關產品的織造生產技術,如整經、漿絲、織造等關鍵生產工藝與技術措施作了詳細分析與研討。
滌綸低彈絲;春亞紡;雙噴噴水織機;織造工藝;技術措施
近年來,國內合纖仿真絲品種日益豐富,春亞紡(PONGEE)便是其中一種,它是采用滌綸彈力絲制織的紡類絲織物,可通過防水、貼膜、印花、阻燃、抗靜電、抗紫外線、負離子涂層、吸濕排汗、鏡面涂層等后整理,廣泛應用于成衣、里料、羽絨衣、運動服,滑雪服,休閑裝、洋(雨)傘、帳篷、箱包等。相對于其他織物而言,目前市場上春亞紡面料要求時尚、環保、輕薄、功能化,故對其原料、設備、工藝有一定要求。為此,應客戶要求,采用多臂雙噴噴水織機開發了一種經緯紗均采用消光滌綸低彈絲(8.25 tex/72F)為原料的春亞紡品種,產品質量達到客戶的要求,取得了良好的經濟效益[1]。
1 產品設計
目前市場上春亞紡面料主要品種有210T/半光7.7/7.7 171平紋春亞紡;230T 7.7/7.7 184.7斜紋春亞紡;320T/4.4/4.4 170平紋春亞紡;310T 4.4/4.4 169.7提花春亞紡;310T 4.4/4.4 168條子春亞紡;及370T 2.2/2.2 172、470T 1.65/1.65 180格子春亞紡等產品。我們根據客戶要求,采用消光滌綸低彈絲(8.25 tex/72F)為原料,按280T的經緯密度規格設計出一種雙邊格春亞紡,具體情況如下:
1.1 原料選擇
依據織物的用途,要求原紗具有較高強度,極好回彈性及染色性能優良的特點。且無毛紗,油污紗等。故本產品經緯紗線均采用8.25 tex/72F消光滌綸低彈全拉伸絲。布邊紗選用同規格半光絲,其表面更光滑,防止布邊因摩擦或張力過大而產生毛羽[2]。
1.2 織物規格[3]
成品幅寬:156 cm;
成品經密:69根/cm
成品緯密:44.5根/cm
總經根數:10759根
平方米克重:164.9 g/m2
織物組織:平紋格子(見圖1)
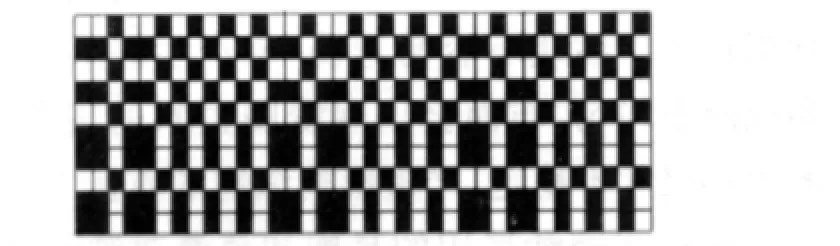
圖1 織物組織圖
1.3 主要上機參數
坯布幅寬:165 cm;
上機經緯密:650根/10cm×430根/10cm;
上機筘幅:171.5 cm
筘號:210#
每筘穿入數:3入
綜頁數:8頁,其中邊經2頁,地經6頁。
1.4 工藝流程及其主要生產設備
整經(豐田FW600型整經機)→漿絲(津田駒KSH500.E型漿絲機)→并軸(津田駒KB30.E型并軸機)→分絞(騰堂TC.700F分絞機)→穿經→織造(津田駒ZW408型雙噴多臂噴水織機)→烘布→碼布→檢驗→成件
2 主要生產工藝參數
2.1 整經工藝
整經根數:1537根/軸×7軸
整經速度:350±5 m/min
出絲張力:7±2 g/根
卷取張力:17 kg
羅拉加壓:0.18±0.03 mPa
2.2 漿絲工藝
漿絲速度:300±5 m/min
漿液濃度:9.5%±0.5%
上漿溫度:45±5℃
烘房溫度:Ⅰ150±5℃,Ⅱ155±5℃
錫林溫度:Ⅰ、Ⅱ130±5℃,Ⅲ、Ⅳ125±5℃,Ⅴ120±5℃
壓漿輥壓力:3.0±0.3 mPa
浴漿輥壓力:3.5±0.3 mPa
后上油輥:3 rpm
出絲張力:166.6 N
卷取張力:235.2 N
2.3 并軸工藝
并軸速度:100±5 m/min
出絲張力:235.2 N
卷取張力2499 N
錐度:5%
2.4 織造工藝
綜平時間:345°
梭口開口量:50 mm
噴水時間:90°
先行角:15°
夾持器開閉時間:110°~270°
織邊閉合時間:左280°,右20°
剪切時間:左30°右0°
重錘張力:58.8 N
織機車速:500 rpm
3 生產過程中的關鍵技術
由于280T滌綸消光雙邊格春亞紡屬高密織物,經絲滌綸低彈絲的經向密度高達690根/10 cm,為保證該產品能順利織造,除優化設計織機上機工藝參數外,還應對準備等工序提出嚴格的工藝要求[4]。為此,在生產過程中進行了反復的工藝試驗,合理設計出各工序的工藝參數,制訂了工藝技術標準和操作規程。
3.1 整經工序
經研究發現,整經工序中,關鍵問題是控制單紗、片紗張力的均勻性。對此整經工序做出以下調整:降低車速,調整張力使原料出絲張力更均勻并有效控制斷頭,對毛羽和破絲等異常絲束及時清除;另外,為減少筒子直徑對片紗張力均勻性的影響,采取了相應的措施,即隨著筒子直徑的變化,調整筒子與紗架的距離。
3.2 漿絲工序
針對滌綸絲具有初始模量大、彈性好、強力高的特性,漿絲時采用“重被覆、求滲透、小伸長、低溫上漿”的工藝原則。漿絲時要保持均勻合適的經絲張力,以減少和消除毛羽;漿絲時要使漿絲獲得良好的滲透性、耐磨性、平滑性和完整的漿膜;并使漿液滲入到單纖維之間,使漿絲具有良好的黏著性,以提高經絲的可織性。
3.2.1 漿液調制
由于滌綸長絲是疏水性合纖,故漿料配方為:水100%、聚丙烯酸酯3%、浸透劑0.5%、抗靜電劑0.5%,從而保證了長絲集束性,達到增強保伸的效果,提高了導電性能。另外,調漿的水溫不能超過60℃,在升溫開始時不要投漿料,否則在漿液中產生漿塊,造成漿絲漿斑。
3.2.2 上漿過程控制
上漿時除考慮絲條的伸長外,還應考慮絲條受熱而產生收縮的問題,故應從SD軸架到上漿輥之間的伸長A值放在0.15%檔,上漿輥到錫林之間的伸長B值放在0.2%檔,這樣絲條在烘房之間不松蕩起扭,以解決進入烘房內的絲條分層不清并斷頭多的問題。為提高絲條的集束性,應采用高濃上漿工藝,上漿率適當增大。為達到重被覆求滲透,采取減少壓輥壓力的方法,同時適當降低烘燥溫度,以有效地保護漿膜,增強漿絲的抱合力,防止脆斷頭的產生。另外采用漿絲后上油,以消除靜電、保證絲片的平滑,并保護漿膜,防止毛羽產生。
3.3 并軸工序
并軸張力控制非常重要,它直接影響到織軸卷取張力,如控制不當,就會產生經柳、寬急經、起泡、裂軸等疵病,影響織造效率及產品質量。為減磨保伸,采用較大的并軸張力,軸架張力以稱重為基準,調整一致,以縮小片紗張力差異。
3.4 織造工序
織機選用津田駒ZW408型噴水織機,采用GD520多臂開口機構。由于280T消光春亞紡是高密織物,綜合考慮產品特點及織機性能,宜采用遲開口、低后梁、中張力、水壓及水量適中,適當降低車速的織造工藝。
3.4.1 開口時間推遲,可使經絲張力適當減小,同時適當減小開口動程,使經絲在開口過程中減小經絲張力的變化值,這樣有利于生產的織物手感柔軟,以更好地體現春亞紡面料的風格。
3.4.2 采用較低后梁,以增加織造時經絲張力,有利于打緊緯紗消除筘痕。適當調整經絲的上機張力,如調節后梁的位置、張力彈簧的工作長度和張力重錘的重量等方式,上機張力調節時應根據各機臺狀況適當增減,如張力過大會增加毛羽及斷經。
3.4.3 適當降低織機車速,減緩由于開口、打緯運動對經絲的沖擊作用力;延遲噴射時間,適當地增大水量,減小水壓,可減小布面松緊檔、結絲等疵點的發生,獲得較好的布面效果。
3.4.4 采用塑料綜絲,減小綜絲對經絲的擦傷,并在織造時要用塑料薄膜包住織軸外圍,防止經紗起泡。
3.5 加強運轉管理
該品種生產有一定難度,管理要求高,工藝標準嚴,為此在生產過程中做到:①嚴把原料質量關,筒子運輸輕拿輕放,毛絲、成形不良的筒子不上架,筒子上架遵循“三同一近”原則,即同廠家、同規格、同批號和生產日期相近,以保證經軸質量。②嚴格要求生產人員遵守操作規程,生產前對擋車工和驗收人員進行培訓,使其掌握擋車要領和檢驗標準。③為減少生產過程中的靜電與毛絲的產生,各車間溫濕度應控制在規定范圍,在整經、漿絲工序后進行放縮處理24~48 h,以減少經柳疵點出現。
4 結語
春亞紡織物生產時,由于合理配置各工序上機工藝及采取相應技術措施,從而保證織造生產的順利進行。產品經印染加工以后,色澤鮮艷,布面光潔、平整、光滑、細密,手感柔軟、輕薄,抗皺性及保形性良好,堅牢耐用,易洗快干,產品附加值高。由于雙邊格春亞紡布面格型規整大方,風格獨特,已成為目前市場上較暢銷的一類面料。
[1]裘愉發,呂波.噴水織機原理與使用[M].北京:中國紡織出版社,2008.
[2]中國化纖總公司編,化學纖維及原料實用手冊[M].北京:中國紡織出版社,1996.
[3]蔡陛霞,織物結構與設計[M].北京:中國紡織出版社,2008.
[4]范振慶.細旦滌綸高密品種的開發與生產[J].現代紡織技術,2002,(2):13—14.
Production Process of Bilateral Lattice Pongee of Polyester Low-elastic Filament
RenChanglin1,ZhengGuotong2
(1.Nantong Flexitex Co.,Ltd.,Nantong 226007,China;2.Nantong Fortune Textile Factory Ltd.,Nantong 226007,China)
Bilateral lattice pongee was designed and developed by the use of low elastic polyester filament.The design process was described in detail.The relevant weaving production technology,such as warping,sizing,weaving and other key production process and the technical mesures were discussed and studied in detail.
low elastic polyester filament;pongee;twin-jet water-jet loom;weaving technology;technical measure
TS155
B
1009-3028(2012)02-0012-03
2012-02-13
任長林(1970—),男,江蘇南通人,助理工程師。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52