電鍍生產線電氣控制系統的研究
2011-12-28 06:55:26夏長鳳
電鍍與環保 2011年6期
夏長鳳
(南通航運職業技術學院機電研究所,江蘇南通 226010)
電鍍生產線電氣控制系統的研究
夏長鳳
(南通航運職業技術學院機電研究所,江蘇南通 226010)
研究分析了電鍍行業中鍍銀的工藝要求,提出高效、自動化程度高的控制方案。利用三菱Q01系列可編程序控制器、三菱 GT1275新型觸摸屏及變頻器組成綜合監控系統,實現了塑料件電鍍各功能控制。該控制系統可靠性高,能適應較惡劣的生產環境,可實現鍍銀和鍍錫功能的切換。程序采用結構化的設計方法,實現手動點動、手動長動尋位及自動控制等功能,在自動過程中能實現快捷的手動干預功能。該系統中各行車的運行動作協調,并有防撞保護功能,保證安全性。
電鍍;自動控制;結構化程序設計
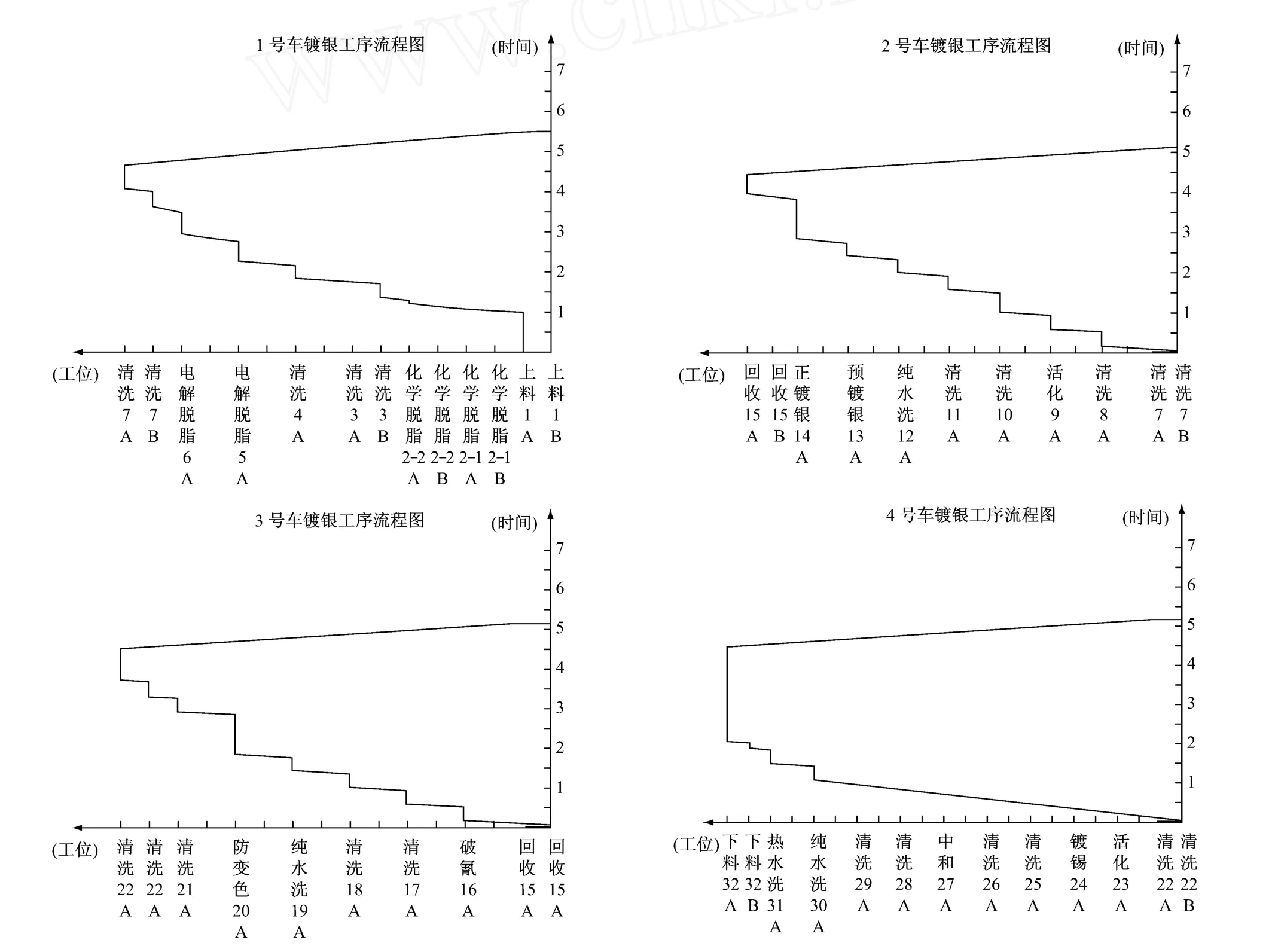
圖1 自動線各行車工藝流程示意圖
0 前言
基于本院和江蘇啟東愛爾鍍環保設備有限公司合作開發鍍銀、錫自動生產線的基礎上,探討研究電鍍生產線自動化控制系統。應用PLC技術及觸摸屏技術實現電鍍過程自動化和監控。同時采用變頻器實現快捷調速,滿足行車的運行要求,提高了勞動生產率,穩定了產品質量,修改電鍍工藝,調整控制系統也很方便。通過觸摸屏對電鍍的時間、電壓和電流等參數進行調整,有效地減少廢品率,而且還可以提高生產效率和減輕工人的勞動強度,有著非常好的經濟效益和社會效益。該生產線包括鍍銀和鍍錫兩條生產線[1],本文以鍍銀生產線為例進行分析,并介紹自動控制系統[2-3]。
1 電鍍生產線工藝要求
電鍍生產線上對行車的自動化控制是電鍍生產線自動化控制的關鍵。電鍍生產線按照其工藝要求由4臺行車完成,每臺行車都根據已編制好的各自的程序運行。本生產線由32工位組成,7號、15號、22號工位槽為行車的交換工位槽,每臺行車包含的工位槽及該行車工藝流程,如圖1所示。每臺行車由兩個掛鉤構成,分別為A鉤和B鉤,A鉤上是待鍍工件,B鉤是用來實現工件的交換。行車交換工位,由B鉤先將槽中空鉤提起,然后再將A鉤中掛件放入槽中,這樣很容易實現將工件送到下一臺行車,完成下面的工藝流程。在行車1工藝流程中有化學脫脂這一環節,由于化學脫脂時間長,則有A,B槽切換功能。行車1第一次將工件放入A槽進行脫脂,完成一個循環后,行車第二次將工件放入B槽,然后提起A槽中的工件進入下一道工藝。這樣可以節省工作時間,提高工作效率。化學脫脂、電解脫脂、預鍍銀、鍍銀、防變色、活化、鍍錫、中和以及上下料的時間由觸摸屏隨意調整。另外,這些工位需要進行溫度控制,由溫控器實現,需要調整的電壓和電流參數由觸摸屏設置,并將實時數據顯示在觸摸屏上。電解脫脂需要的電流密度為10 A/dm2,預鍍銀的電流密度為0.1~0.3 A/dm2,鍍銀的電流密度為0.5~1.0 A/dm2,鍍錫的電流密度為 1.0~1.2 A/dm2。這些工位中除霧以及冷淋須由輔機控制完成。
2 電鍍生產線控制系統硬件配置
根據工藝要求及其控制要求,選擇三菱Q01型CPU。該CPU的RS-232接口能與使用MC通訊協議的外部設備進行通訊。此功能使CPU不再需要串行通訊模塊,降低了成本。由于具有自動CC-Link啟動功能,可以在沒有設定參數的情況下啟動CC-Link,刷新數據,減少了人工設定參數的時間。PLC編程更簡單,特殊功能模塊有專門的設定軟件,基本模式版本支持浮點運算、8路 PID,標準RAM增加到128K,支持ST,SFC,FB編程。根據現場傳感器以及輸入和輸出信號的點數選擇 PLC的輸入和輸出模塊。由于電解、鍍銀、鍍錫過程中需要采集整流器的電壓和電流參數,模擬量輸入信號為10路,并通過模擬量輸出模塊控制電壓和電流參數。電壓和電流的控制通過觸摸屏上按鈕進行切換控制。工位槽中液體需要加熱則有溫控器和電磁閥來實現。
本生產線中需要進行行車的控制、電壓和電流的控制、工位槽中液體溫度的控制及輔機的控制,其中,行車的控制是難點。
生產線有4臺行車,每臺行車上有4臺交流異步電機和2臺行走電機同步運動,2臺提升電機負責A,B鉤的上下運動,4臺電機有電磁抱閘機構。行車的行走和A,B鉤的上下運動不同時進行,A鉤和B鉤的提升、下降也不是同時進行的。行車在運行過程中要保證工作效率,所以要快速運行,但是要能實現定位功能,定位時速度要慢,故采用變頻器進行調速控制。采用減速制動以及電磁制動相結合,每臺行車上安裝1臺變頻器驅動的交流異步電動機負責行車前進、后退,A鉤、B鉤的上下,這樣節省成本。行車在工作時通常都懸掛著電鍍工件,如果行車在起動和停止的過程中速度太快或不夠平穩,則懸掛的工件就容易從掛具上掉下。因此,行車的速度用變頻器控制,使之根據電鍍生產線的實際情況可調。行車設計有快速、中速和慢速3種運行方式。作自動運行時,PLC通過檢測安裝在行車上的傳感器的各種信號,向變頻器發出指令,其動作狀態顯示在觸摸屏上。
每臺行車上安裝有一定數量的傳感器,選用電感式接近開關。其主要作用是負責行車上、下工件定位、鍍槽定位、鍍槽中有無物料以及行車運行過程向PLC發出變速信號等。行車控制信號是通過外部的開關控制,有手動操作和自動運行模式選擇、單周期和循環運行模式選擇、緊急暫停。自動控制設計有運行、停止和復位操作按鈕,可以使4臺行車自動、同步、循環運行。
3 電鍍生產線PLC程序結構化設計
4臺行車的軟件控制采用結構化的程序設計方法,程序分為主程序main和功能流程圖程序SFC。由于4臺行車的自動運行為步進式運行方式,而且要求具有在自動運行時隨時進行手動干預功能,所以在主程序中有4臺行車的手動點動、手動長動尋位、自動控制程序。另外,主程序中還包括了初始化和啟動、位置控制、輔機的控制、系統的復位、故障處理、模擬量處理等程序。行車的自動工藝流程則由SFC程序完成。
3.1 系統初始化和自動啟動程序
系統初始化是每一次PLC上電或對PLC強制復位,主要是對在程序中使用到的PLC中各種計數器、定時器、寄存器等進行復位和設置,同時保留上次運行需要記憶的各種數據,完成運行前的各項準備工作。
當4臺行車全部返回原點并處在自動方式時,按下啟動按鈕,進入自動運行狀態,自動燈指示,啟動自動程序。其余行車自動控制程序中各子塊的設計原理是相同的。
3.2 工藝流程SFC程序
由于該電鍍自動生產線設計有兩種電鍍工藝,分別是鍍銀、鍍錫工藝,每種工藝的工藝流程各不相同,在實際使用時可以通過觸摸屏上的工藝選擇開關加以選擇。由于兩種工藝的編程方式基本相同,文中以鍍銀生產線行車1為例闡述結構化的設計方法。
行車1鍍銀SFC程序,如圖2所示。按照圖1中的工藝流程,即:行車行走的工位和在相應工位槽中停留的時間,編制SFC程序,兩種工藝程序步數不相同,鍍銀程序步數是70步。由于行車在走自動程序時是步進運行,不同的步是由不同的電機工作,而且變頻器在運行時必須先將電動機側的接觸器先接通,然后變頻器的正反轉信號和速度信號才能輸出,這也要求行車必須為步進運行,屬于較為復雜的步進控制。編制各個不同電機的動作相應的SFC子塊,子塊中包括電機控制電鍍工件在鍍槽的提升、放下和停留的時間、行車走多少個鍍槽以及運行速度等。在走自動程序時只需調用相應的子塊即可很方便地完成步進控制,邏輯關系思路清晰,各電機的動作可靠。這樣從0步開始運行,并依次執行到最后一步結束或循環執行。在運行過程中可隨意進行手動干預,然后從暫停處往下按順序執行下去,直到70步結束或循環執行。
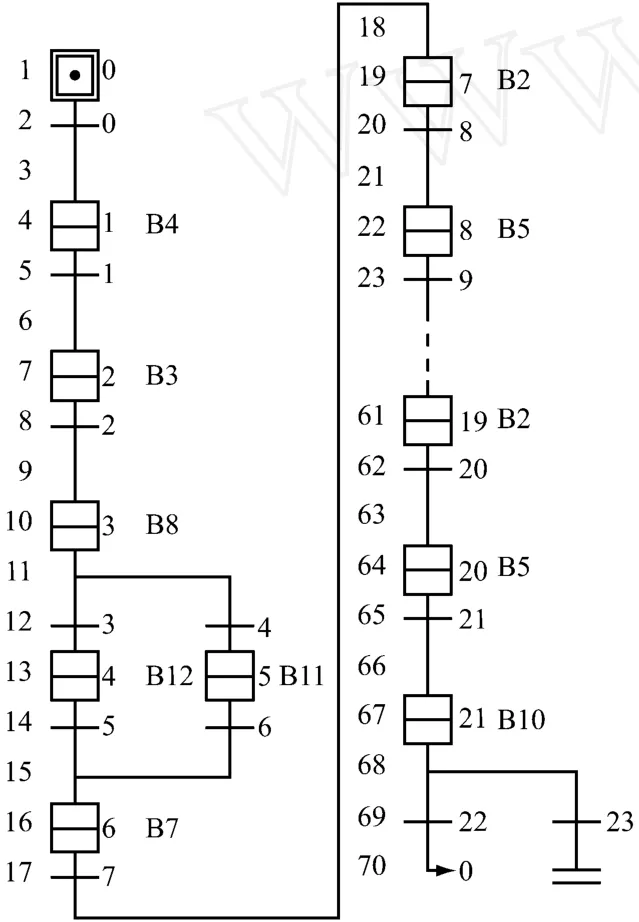
圖2 行車1自動控制SFC程序示意圖
3.3 手動、自動、手動尋位程序
行車1運行時,其行走電機、A鉤和B鉤電機的控制均需要手動和自動控制,行走電機還需要進行尋位控制,即每次走一個工位。以行車1的行走電機控制為例,說明手動、自動、尋位控制的結構化設計方法。
手動方式時,點動開關接通,行車1的行走電機繼電器接通,同時A鉤和B鉤電機接觸器不能接通,這樣控制行車電機繼電器通電;然后行車1的行走電機制動繼電器得電松開,變頻器無故障而且電機不過載,其正轉信號接通,同時點動速度信號接通,行車行走。
自動運行時,行車1自動/手動信號接通,其行走電機繼電器(自動)信號接通;手動尋位時,行車1行走電機繼電器(長動)信號接通。這兩種情況下A鉤和B鉤電機接觸器不能接通,這樣控制行車1行走電機繼電器通電,變頻器無故障而且電機不過載,其正轉信號接通,同時高速運行信號接通,行車高速行走。到達減速開關,低速運行信號接通,低速運行并定位。
行車1的反向行走,就是控制變頻器反轉信號得電,原理相同。
A鉤和B鉤電機的控制原理和行走電機的控制原理相似。
3.4 復位和暫停處理
由于行車在工作過程中有時會有突發事件或行車需要暫停處理其他的工作,因此在系統中設計了復位和手動干預暫停兩項功能,針對行車不同的情況和需要使用。在任何情況下按下復位按鈕,程序都將轉入復位子程序塊,停止所有動作輸出的同時,計數器、定時器、輔助繼電器和寄存器等全部清零,可進入手動操作,回原點,為下次自動程序做準備。在自動運行時,將手/自動開關撥到手動狀態,即暫停SFC程序中的子程序塊。在暫停的狀態下,可以進行手動干預操作行車,干預結束后,將手/自動開關撥到自動狀態,從SFC程序中暫停的步繼續運行。
4 結語
該控制系統程序采用結構化設計后,極大地增強了系統的通用性,只需根據生產廠家的具體情況和不同的工藝流程要求進行硬、軟件模塊功能組合,即可構成合適的控制裝置,無需重復研制,縮短了開發周期,節省了開發費用,同時可以提高產品質量并降低能耗。采用上述思路設計的新型電鍍生產線具有綜合性強、自動化程度高、節能、環保等特點,符合清潔生產的發展方向,目前生產線已投入運行,取得了很好的效果。
[1] 周敏.電鍍錫生產線的自動化改造[J].武鋼技術,2000,38(5):58-60.
[2] 馮立明.電鍍工藝與設備化學[M].北京:北京工業出版社,2005.
[3] 盧少燃.電鍍生產線設計的新思路[M].電鍍與涂飾,2008,27(10):8-9.
A Research on Electric Control System of Electroplating Production Line
XIA Chang-feng
(Nantong Vocational@amp;amp;Technical Shipping College,Nantong 226006,China)
The requirements of silver plating process in electroplating industry are studied and analyzed,and a high-efficiency and high-automation control plan is put forwarded.Each function for plastic parts plating can be controlled by a comprehensive monitoring system composed of mitsubishi Q01 series programmable controller,mitsubishi GT1275 new touch-screen and frequency converter.This control system has a high reliability and is adaptable to a bad production environment.The system can realize switching between silver plating and tin plating.The procedures,using a structural design,can achieve manual jogging and long moving for location as well as automatic control functions.During automatic process,it can perform fast manual intervention function.The movements of each overhead crane in the system are homogenous.The system also has a crash preventing function to ensure security.
electroplating;automatic control;structured programming
TQ 150.5
A
1000-4742(2011)06-0039-04
2011-01-09
·電 鍍·
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:50
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
電子制作(2017年7期)2017-06-05 09:36:13
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
自動化博覽(2014年12期)2014-02-28 22:34:39
