壓下率對泡沫鋁夾層板制備的影響
2011-12-28 04:51:40宋濱娜祖國胤姚廣春羅洪杰仲照陽
材料與冶金學報 2011年3期
宋濱娜,祖國胤,姚廣春,羅洪杰,仲照陽
(東北大學 材料與冶金學院,沈陽 110819)
壓下率對泡沫鋁夾層板制備的影響
宋濱娜,祖國胤,姚廣春,羅洪杰,仲照陽
(東北大學 材料與冶金學院,沈陽 110819)
以空氣霧化的AlSi 12合金粉和TiH2粉末為原料,采用粉末包套軋制法成功制備出泡沫鋁夾層板.通過對包套軋制進行了理論分析,結合SAYN-CG90數碼相機、掃描電鏡 (SEM)和顯微硬度儀等檢測方法,系統研究了不同壓下率對制備預制體的致密度和界面結合,以及泡沫鋁夾層板泡孔結構的影響.結果表明:當壓下率為70%的時候,可以獲得表面平直、完整,粉體均勻、致密的預制坯,并且實現面板與芯層的有效結合,最終獲得泡孔結構完整和均勻的泡沫鋁三明治板.
包套軋制;發泡預制坯;致密度;壓下率;界面
泡沫鋁夾層板具有質量輕、吸能效率高、比剛度較高等特點,在充分發揮泡沫材料自身特點的同時解決了強度低的問題,因此在飛機制造、土木工程、機械工程、電力等許多領域得到了廣泛的應用[1~3].根據面板與泡沫金屬連接方式的不同主要分為膠黏法和冶金法制備泡沫鋁夾層板[4],由于膠黏工藝本質上屬于一種物理連接,容易受到環境影響,因此在環境和剛度要求高的地方多不采用此方法制備的夾層板[5].在冶金法制備泡沫鋁夾層板的工藝中,包覆軋制是一種常用的工藝路線,但復雜的工藝過程是此方法的不利因素[6];近年來由張敏等[7]提出的粉末復合軋制法雖然簡化了制備工藝流程,但是在預制坯軋制過程中粉末存在一定量的流失,成材率不理想,板材的厚度精度有待提高.為了解決以上問題,本課題組在粉末復合軋制技術的基礎上改進了工藝,采用包套軋制工藝制備出可發泡預制坯,顯著提高了預制坯質量.
目前對包套軋制工藝制備泡沫鋁夾層板的參數研究還沒有報道,本文研究了不同軋制工藝對可發泡預制體的致密度,界面結合情況和發泡后形貌的影響,并通過比較實驗來嘗試確定最佳的軋制工藝參數.
1 實驗
1.1 實驗原料
實驗所使用的基體材料是空氣霧化法制備的AlSi12合金粉末,發泡劑TiH2粉末,具體參數見表1.包套材料選擇長為130 mm,壁厚為3 mm的AA1060異形管材.
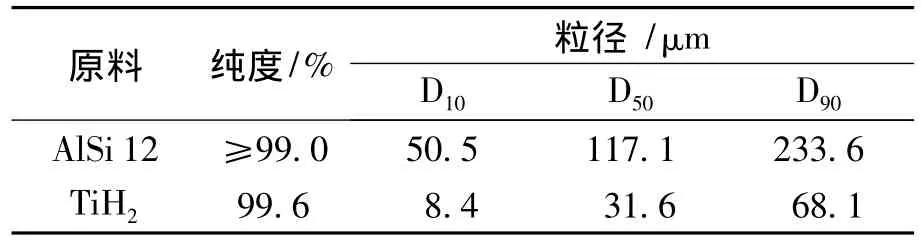
表1 實驗所采用的原料特性Table 1 Detailed characteristic of materials
1.2 實驗方法
本研究采用的包套軋制-粉末冶金發泡工藝的流程見圖1,具體實驗過程見文獻[8].
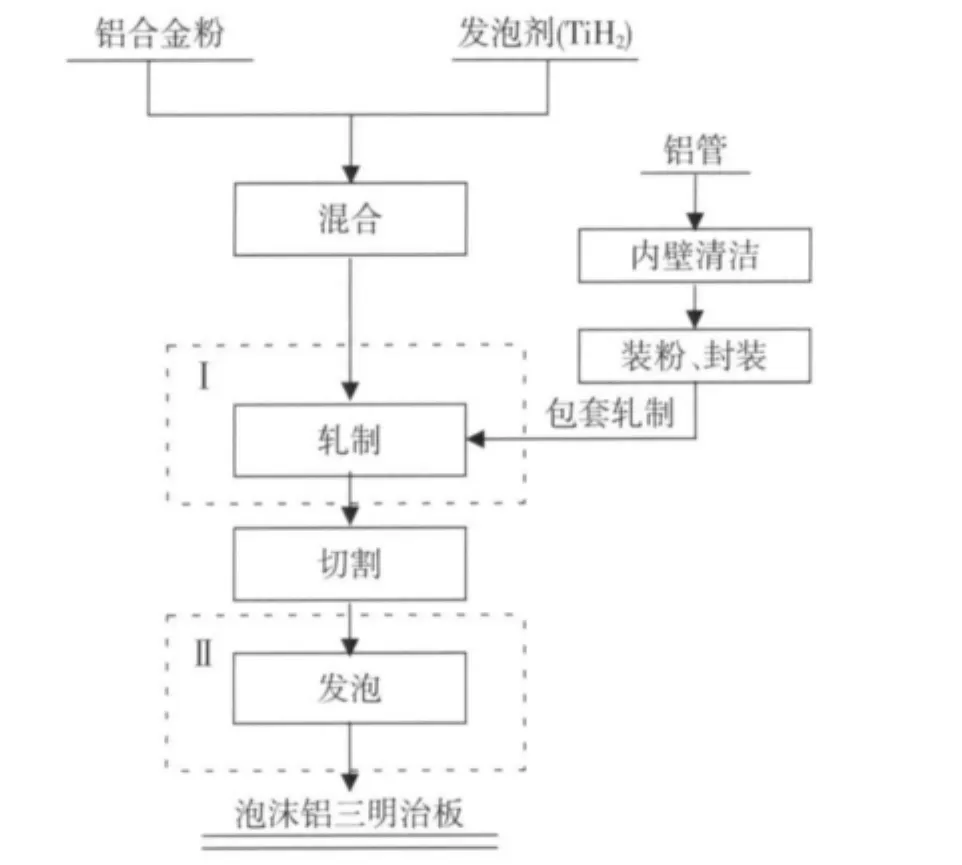
圖1 泡沫鋁夾層板制備工藝流程Fig.1 Process steps of aluminum foam sandwiches
為了研究包套軋制工藝對泡沫鋁夾層板制備的影響,試驗設計軋制壓下率分別為50%、60%、70%、80%,在φ500 mm兩輥軋機上室溫下進行軋制,道次為1,軋制速度為0.1 m/s;在前期的試驗基礎上,試驗選用優化的發泡工藝,發泡工藝為:將預制坯放入6 kW的電爐中發泡,溫度為700℃,發泡時間是0.5~3 min.
1.3 檢測方法
使用線切割機將獲得的發泡預制坯沿軋制方向切割取樣;采用SSX-550掃描電鏡分析預制坯面板與芯層界面處的結合情況,在FM-700型顯微硬度儀上測定預制坯斷面的顯微硬度;采用SAYN-CG90數碼相機拍攝泡沫鋁夾層板的宏觀照片和發泡后的泡孔結構.
2 實驗結果與分析
2.1 包套粉末軋制的理論分析
圖2為包套粉末軋制過程的示意圖.粉末軋制過程中,依據粉末所處的狀態不同,將軋制變形區分為兩個區域:Ⅰ區為粉末滑移區,在該區域中粉末在軋輥的作用下發生部分的拉伸壓縮變形,粉末間的氣體被排出,致密度提高,在摩擦力的作用下被咬入輥縫間;Ⅱ區是壓實區,由于軋輥在應力變形后對粉末產生巨大的壓應力作用,使粉末在此區域內發生明顯的塑性變形,由松散狀態變為具有一定強度的板材,其中α為咬入角,h為軋制后板材厚度,H為軋前厚度,D為軋輥的直徑[9~10].
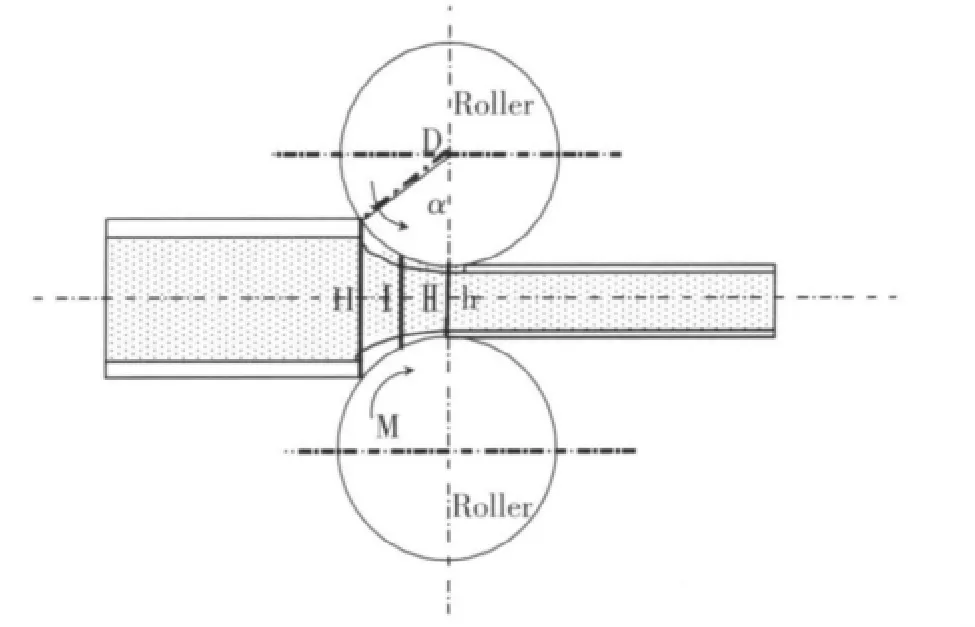
圖2 粉末軋制變形區的劃分Fig.2 Division of rolling deformation zoneⅠ—粉末滑移區;Ⅱ—壓實區
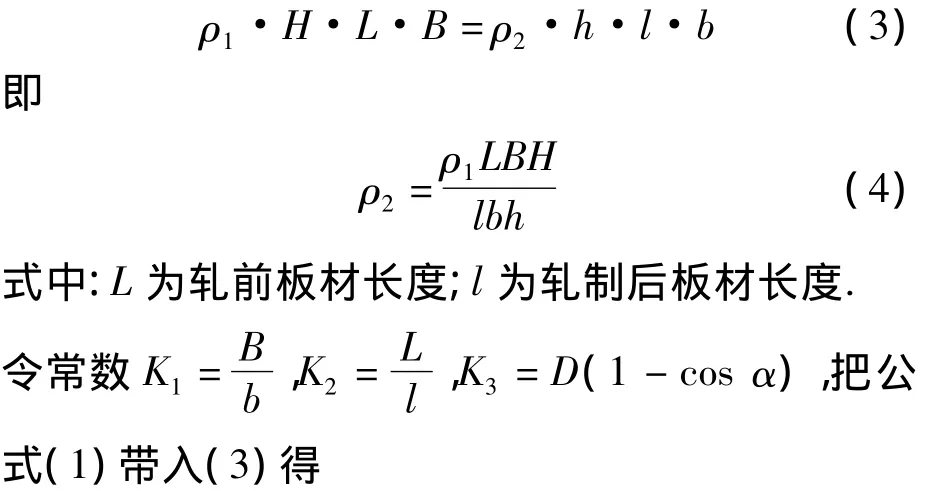
進一步對軋輥前后進行分析,可以得到軋壓后,板材厚度h與其他因素的關系.由圖2可以知道:

在金屬粉末性質和軋制條件一定的前提下,由軋制前后質量相等原理,單位時間內通過H截面進入變形區的粉末質量應等于單位時間內軋出的帶坯的質量,可得下式:

式中:B為軋前寬度;b為軋后寬度;H為軋前厚度;h為軋后厚度;ρ1為軋制前粉末的松裝密度;ρ2為軋制后帶坯的密度;ν1為板材的進料速度;ν2為板材的軋出速度.
考慮本實驗的實際情況,軋制的進出口速度很難直接測得,因此采用選用軋制前后的板材前后長度變化衡量更為直接.

由公式(5)可知,軋后粉末的密度與粉末初始密度ρ2和K1·K2有關.實驗中包套材料的體積一定,保證初裝粉末的質量一定,即可認為粉末的初始密度恒定;在軋制過程中,K1·K2由軋制參數所決定,保證軋機其他參數不變,K1·K2的變化可以由壓下率衡量,因此軋制后粉末的密度主要與壓下率有關.
2.2 預制坯表面狀況及致密度分析
為了考察不同壓下率下制備的預制坯情況,表2列出不同壓下率下軋制后的板型狀況.當壓下率為50%~70%時面板比較平直,而當壓下率達到80%的時候,由于壓下率過大面板表面容易出現沿板材縱向的裂紋.
表2 不同壓下率下板型情況Table 2 Plate profile under different reduction rates
粉末塑性加工的最大特點是通過塑性變形使粉末材料獲得較高致密度[11],而粉末的致密度決定發泡的效果,因此可以借助考慮芯層粉體的顯微硬度來反映粉體的致密情況.
圖3為預制坯芯層橫斷面硬度測定點示意圖.在芯層斷面選取3條平行的測試點.圖4顯示了不同壓下率下斷面的平均顯微硬度分布.其中圖4橫坐標中“0”的位置為預制坯橫斷面中心,即圖3芯層斷面的中心位置.圖4為包套軋制在不同軋制壓下率下得到的預制坯橫斷面顯微硬度分布,從圖中可以看出顯微硬度值隨著壓下率的增加而升高.當壓下率為50%時,芯層和邊部的顯微硬度差別較大,粉體整體的致密度不均勻,中心處明顯高于靠近面板兩端處;當壓下率為60%時,隨著顯微硬度值的升高,致密度增加且整體的均勻性也有明顯的提高;當壓下率在70% ~80%時,顯微硬度曲線基本在同一水平線上,粉體整體致密度相對均勻.當壓下率超過70%時,隨著壓下率的增加,粉末的顯微硬度不再有明顯的提高,這是由于當粉末的致密度達到一定,隨著壓下量的增加,粉末密度增加緩慢.
2.3 預制體界面結合狀態顯微分析
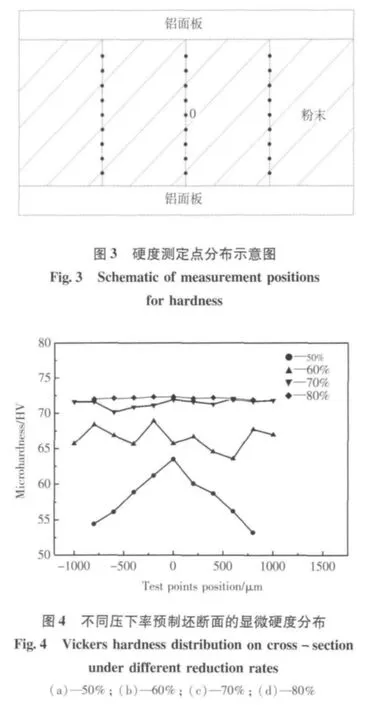
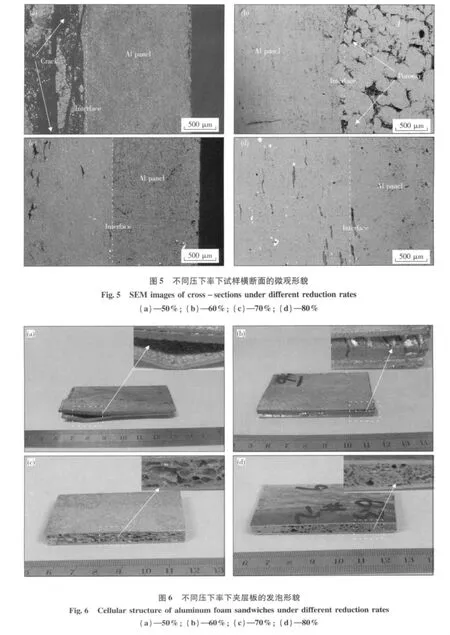
圖5為不同壓下率下預制坯與粉體界面處的顯微組織形態.當壓下率為50% ~60%時,圖5(a)和(b)可以明顯看出顆粒間有一定的孔隙,粉末與鋁板結合界面處有縫隙,這是由于顆粒與顆粒間有一定的縫隙,粉末的流動性較好,在粉末體內粉末顆粒之間含有一定氣體,軋制力過小,氣體沒有完全被排擠出來,因此形成缺陷.當壓下率達到70%以上,圖5(c)和(d)可以看出界面平直整齊,沒有出現明顯的裂紋或縫隙,表明鋁面板與粉體結合緊密.
2.4 泡沫鋁夾層板的形貌及分析
為了考慮不同壓下率下得到的預制坯對泡沫鋁夾層板發泡效果的影響,在優化工藝下進行了發泡實驗.圖6為不同壓下率制備的泡沫鋁夾層板的實物形貌.圖6(a)和(b)看出,夾層板的芯層沒有形成泡沫結構,面板與芯層出現了脫離,甚至面板邊緣出現了“鼓包”如圖(a),結合圖3和圖4分析可知,當壓下率為50%和60%的時候,粉末的致密度不高,粉體與芯層結合不緊密,在發泡的過程中,芯體來不及發泡,氣體過早從縫隙中溢出,因此芯層未形成泡孔.當壓下率為70%和80%的時候,由于粉體致密度提高,界面結合緊密,因此可以制備出泡孔均勻的泡沫鋁夾層板,如圖6(c)和(d).
3 結論
根據包套軋制的理論分析和實驗結果可得以下結論:
(1)當粉末初始密度一定時,粉體的致密度只與壓下率有關,隨著壓下率的升高,粉體的致密度逐漸增加,且整體均勻性保持一致.
(2)當軋制壓下率為70%時,面板平直完整,粉體整體致密度均勻,通過結合形貌分析可知界面與芯層連接緊密.
(3)當軋制壓下率為70%時,可以制備出泡孔均勻,面板平整的泡沫鋁夾層板.
[1]Deana J,S-Fallah A,Brown P M,et al.Energy absorption during projectile perforation of lightweight sandwich panels with metallic fibre cores[J].2011,93(3):1089 - 1095.
[2]Dong Ruan,Guoxing Lu,Yat Choy Wong.Quasi-static indentation tests on aluminium foam sandwich panels[J].Composite Structures,2009,92(7):2039 -2046.
[3]Villanueva G R,Cantwell W J.The high velocity impact response ofcompositeandFML-reinforcedsandwich structures[J].Compos Sci Technol,2004 64(2):35 - 54.
[4]John Banhart,Hans- Wolfgang Seeliger.Aluminium foam sandwich panels,manufacture,metallurgy and application[J].Advanced Engineering Materials,2008,10(9):793 -802.
[5]Nabavi A,Vahdati Khaki J.A novel method for manufacturing of aluminium foam sandwich panels[J].Surf Interface Anal,2010,42(4):275 –280.
[6]Reimund Neugebauer,Carsten Lies,Jorg Hohlfeld,et al.Adhesion in sandwiches with aluminum foam core[J].Prod Eng Res Devel,2007,1,271 -278.
[7]張敏,祖國胤,姚廣春,等.泡沫鋁夾芯板制備及其沖擊性能研究[J].有色金屬,2008,60(3):14-17.
(Zhang Min,Zu Guo - yin,YAO Guang - chun,et al.Preparation and impact properties of aluminum foam sandwich panels[J].Nonferrous Metals,2008,60(3):14 - 17.
[8]宋濱娜,祖國胤,姚廣春,等.包套軋制粉末冶金法制備泡沫鋁三明治板[J].東北大學學報:自然科學版,2011,32(2):277-280.
(SONG Bin-na,ZU Guo-yin,YAO Guang-chun,et al.Preparation of aluminum foam sandwich panels by powder-filled tube rolling[J].Journal of Northeastern University:Natural Science,2011,32(2):277-280.)
[9]Tzou G Y,Tieu A K,Huang M N.Analytical approach to the cold-and-hot bond rolling of sandwich sheet with outer hard and inner soft layers[J].Journal of Materials Processing Technology,2002,125(9):664-669.
[10]DaneshManesh H, karimiTaheriA. Theoreticaland experimental investigation of cold rolling of tri-layer strip[J].Journal of Materials Processing Technology,2005,166(2):163.
[11]任學平,康永林著.粉末塑性加工原理及其應用[M].北京:冶金工業出版社,1998:31.
(Ren xue-ping,Kang Yong-lin.Principle and application of powder metal forming[M].Beijing:Metallurgical Industry Press,1998:31.
Effects of reduction rate on manufacture of aluminum foam sandwiches
SONG Bin-na,ZU Guo-yin,YAO Guang-chun,LUO Hong-jie,ZHONG Zhao-yang
(School of Materials&Metallurgy,Northeastern University,Shenyang 110819,China)
Aluminum foam sandwiches were successfully prepared by the pack-rolling method with commercial AlSi12 alloy and TiH2powders as raw materials.The effects of reduction rates on macro - morphology of the precursors,interfacial bonding and the foam structure were systematically investigated by the theoretical analysis of pack-rolling and testing by using a SAYN -CG90 digital camera,scanning electronic microscopy(SEM)and micro hardness tester.The results show that when the reduction rate was 70%,the foamable sandwich with complete and uniform density of perform may be obtained and the effective bonding between the panel and core could be realized;ultimately complete and uniform pore structure of aluminum foam sandwich panels could be attained.
pack-rolling;foamable sandwich;density;reduction rate;interface
TG 146.21
A
1671-6620(2011)03-0198-05
2011-07-11.
國家自然科學基金資助項目 (編號:50704012),沈陽市科技計劃資助項目 (F10-205-1-59).
宋濱娜 (1982—),女,遼寧鞍山人,東北大學博士研究生,E-mail:xiaona218@yahoo.cn;姚廣春 (1947—),男,遼寧沈陽人,東北大學教授,博士生導師.
