電機葉輪組合鍍層斑點原因分析
2011-12-27 04:35:48李博,胡偉葉
電鍍與環(huán)保 2011年5期
電機葉輪組合鍍層斑點原因分析
通過體視顯微鏡、光學顯微鏡、掃描電鏡及X射線能譜儀對ST13電機葉輪葉片表面進行分析檢測,葉片表面為銅/鎳/鉻組合鍍層。分析結果表明:葉片表面的斑點、銹蝕、起皮等缺陷是因氯離子滲入鍍層導致的基體點蝕失效,葉片迎風面所受到的高壓氣流、鍍層與鋼鐵基體的電位差等因素促進了腐蝕反應過程。葉片總的鍍層厚度不足5μm,且作為中間層的鍍銅層厚度不足0.3μm,沒有起到應有的結合基體、阻隔腐蝕介質的作用。
鍍層;點蝕;氯離子;失效分析
0 前言
某單位送檢一件電機葉輪,在葉輪累計工作80 h后,發(fā)現(xiàn)葉片的迎風面上產生紅褐色附著物和異常斑點,要求分析其原因。
葉片所用材料為ST13冷軋鋼板,工藝流程為:鍍鎳(無厚度要求)——鍍銅(10μm)—— 鍍鎳(5μm)—— 鍍鉻(0.5μm),所用工藝為電鍍。該電機葉輪的額定轉速為10 000 r/min,工作最高溫度為 200 ℃[1-2]。
1 宏觀檢驗
使用放大鏡和體視顯微鏡對電機葉輪表面的宏觀形貌進行觀察。圖1(a)為電機葉輪的宏觀形貌,電機葉輪所有11片葉片的迎風面上均存在較多的紅褐色附著物,如圖1(b)中箭頭所指部位。用丙酮對葉輪葉片進行超聲波清洗30 min后,觀察發(fā)現(xiàn)葉片表面鍍層有翹皮、剝落現(xiàn)象,如圖1(c)所示。在剝落層的底部可以觀察到黃褐色的銹斑,如圖1(d)所示。
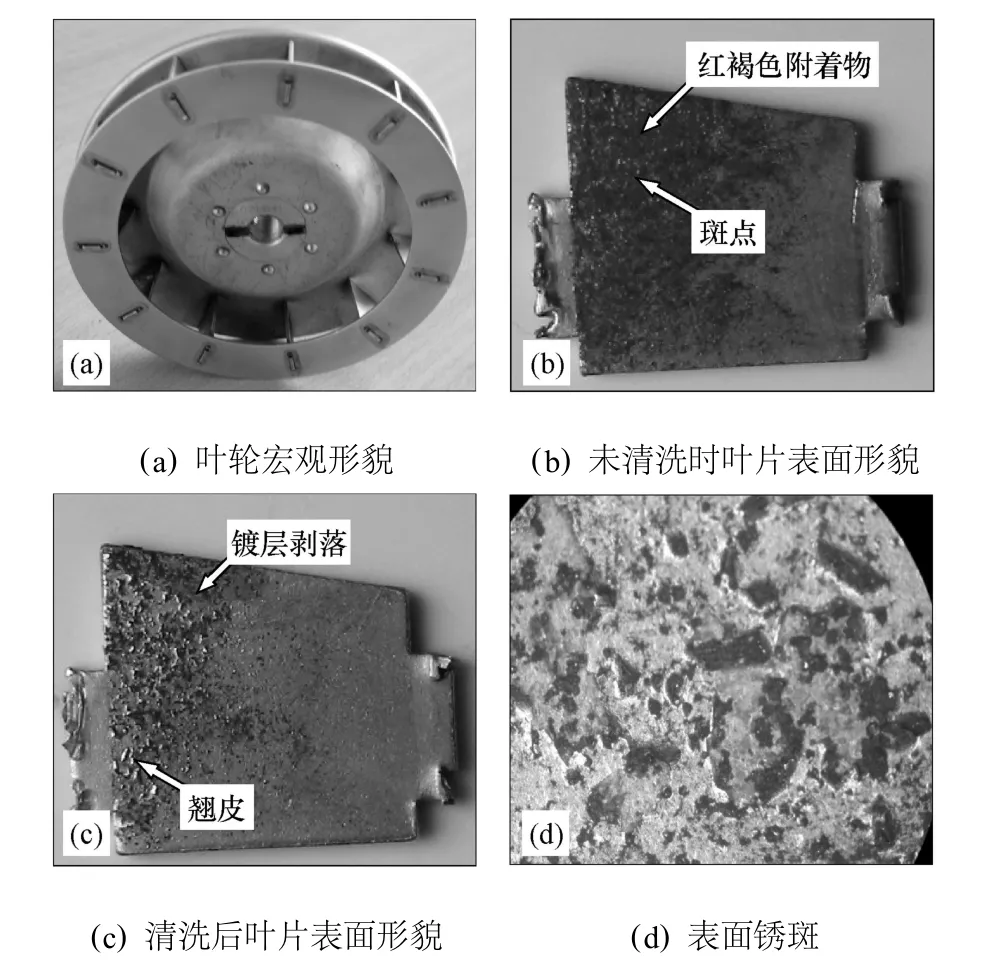
圖1 表面形貌照片
2 鍍層分析
選用德國Fisher公司生產的X射線測厚儀對送檢葉輪中的8片葉片迎風面鍍層進行檢測,檢測結果,如表1所示。
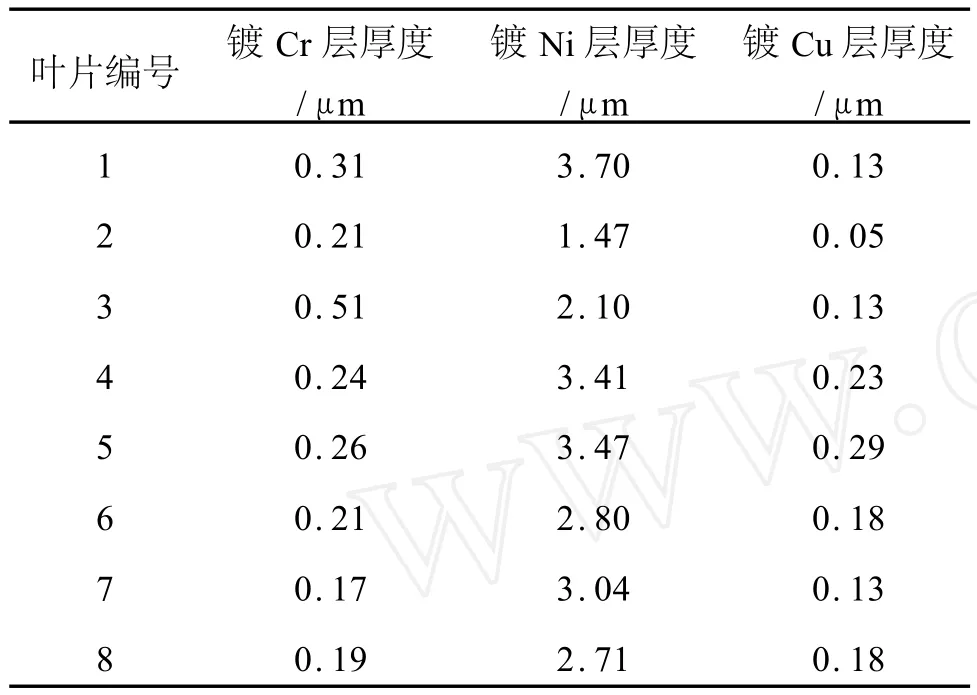
表1 葉片鍍層檢測結果
為進一步分析鍍層厚度對表面斑點的影響,選取其中鍍層最厚的5#葉片和鍍層最薄的2#葉片進行橫向解剖、鑲樣,磨制成金相試樣。用掃描電鏡和X射線能譜儀對鍍層進行線分析,同時對鍍層表面的斑點處進行點分析。圖2,圖3分別為5#和2#葉片試樣鍍層的線掃描分析結果。
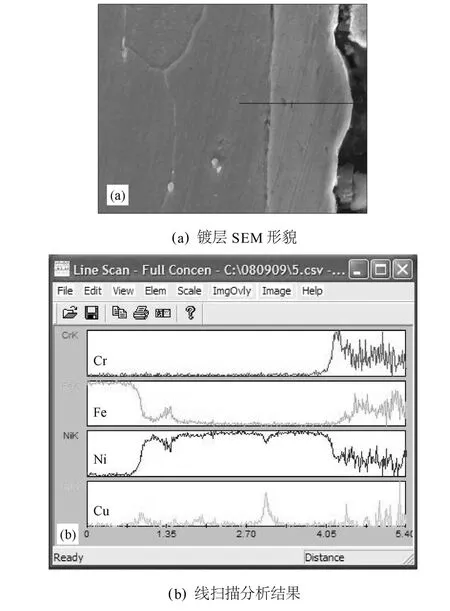
圖2 5#葉片鍍層SEM形貌及其線掃描分析結果
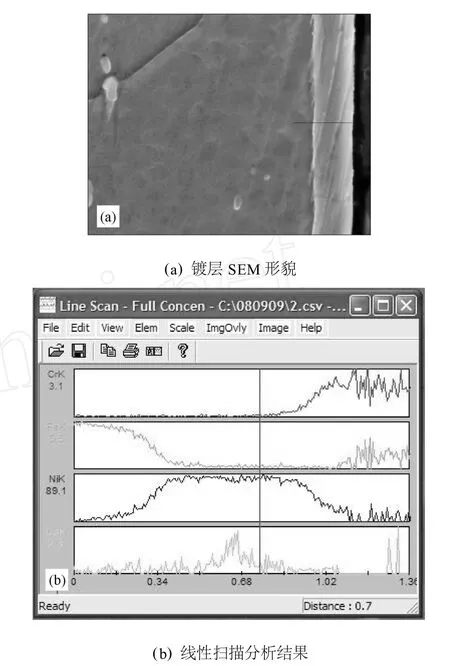
圖3 2#葉片鍍層SEM形貌及其線掃描分析結果
從線掃描分析的結果可以看出:5#葉片總鍍層厚度約為4.0μm,2#葉片總鍍層厚度約為1.7μm;5#和2#葉片表面均存在銅鍍層,但銅層的厚度僅為0.05~0.29μm。
對葉片表面的斑點形貌進行觀察發(fā)現(xiàn),斑點處存在小蝕坑。圖4為5#葉片表面一處斑點的蝕坑形貌,坑洞頂部存在完整的鍍層,坑洞內填滿腐蝕產物。為確認腐蝕產物的化學成分,用X射線能譜儀對2#和5#葉片的坑洞內物質進行成分分析,分析結果,如圖5,圖6所示。結果表明:坑洞內物質所含元素有O,Cl,Fe,Ni,其中Ni應為鍍層成分,Fe為基體元素,而O,Cl則為外來元素。
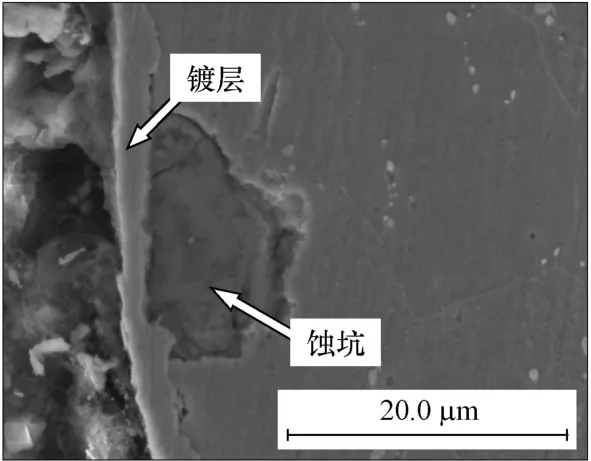
圖4 5#葉片表面蝕坑SEM形貌
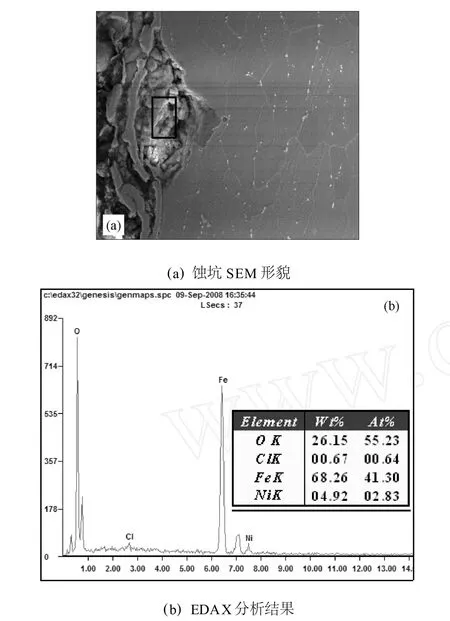
圖5 5#葉片表面蝕坑SEM形貌及EDAX分析結果
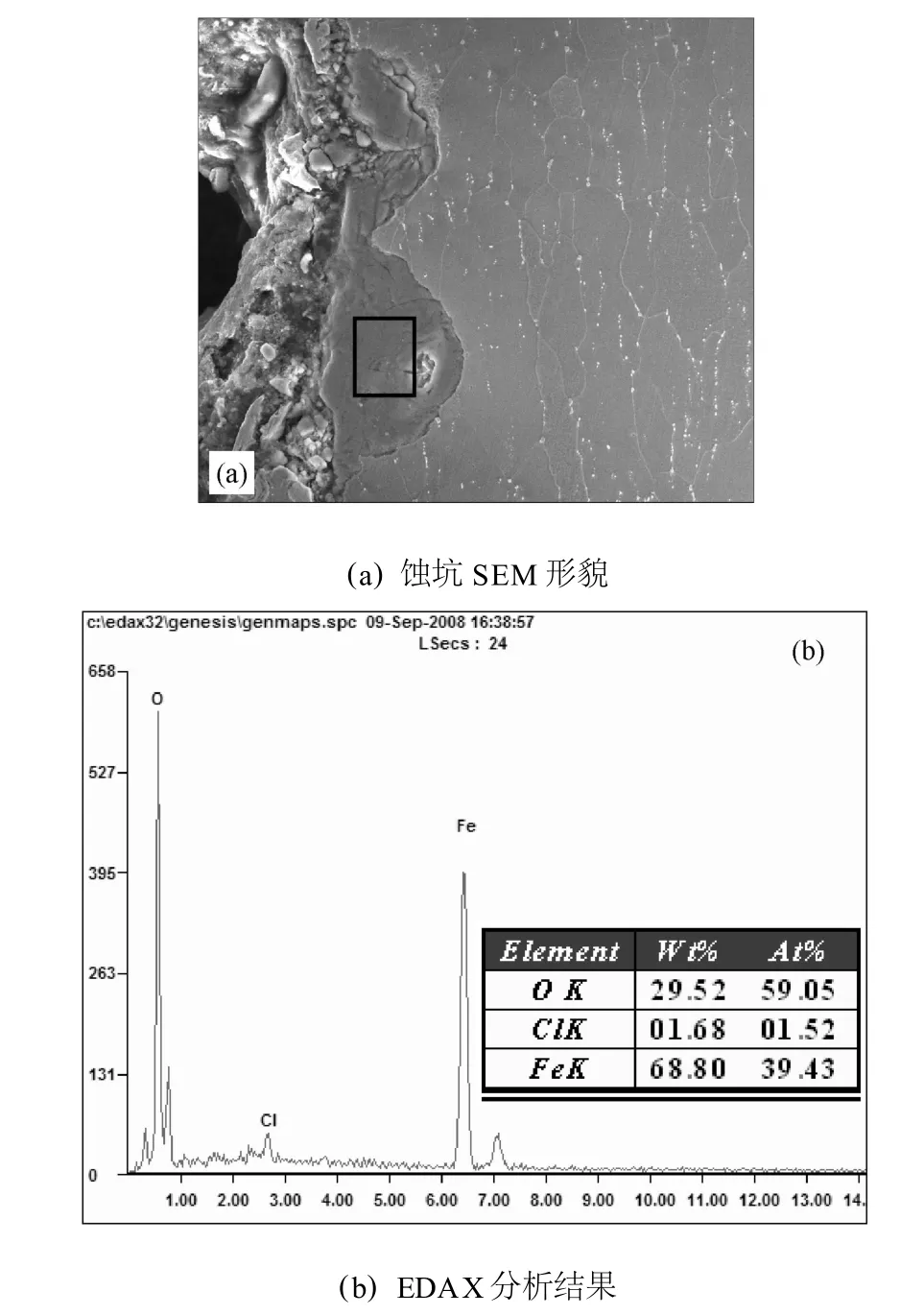
圖6 2#葉片表面蝕坑SEM形貌及EDAX分析結果
3 失效分析與討論
(1)鍍層厚度問題
從X射線測厚儀的檢測結果可以看出:檢測的8片葉片的鍍層厚度遠小于葉輪的表面處理技術要求,尤其是作為連接基體和外層鍍層的中間鍍銅層,其厚度僅為0.05~0.29μm。2#和5#葉片鍍層的線掃描結果也與X射線測厚儀的檢測結果相吻合。
實際生產中通常采用銅/鎳/鉻的組合電鍍加工方法來獲得防護-裝飾性良好的鍍層。鍍銅可以使鋼的表面具有銅的優(yōu)良性能,但為防止銅層的氧化變色,又考慮到銅質地柔軟,硬度較低,故常使用鍍銅層作為基體與其他金屬鍍層的中間層,而不是最外層。銅作為中間鍍層,主要是利用銅層孔隙少、韌性好等特點,不僅可以提高葉片鋼基體與表面鍍鎳層、鍍鉻層的結合強度,同時也可以大大減少整個鍍層的孔隙率,從而提高最外層鍍層的耐磨性及耐蝕性。另外,銅底層也能夠保護鋼鐵基體不受酸性鍍鎳槽的腐蝕,并防止置換鍍,使銅層與其上部的鍍鎳層具有較好的結合力。而受檢的葉片鍍銅層厚度過小,顯然不足以起到中間層應有的作用。
(2)葉片迎風面斑點銹蝕問題
由于電機葉輪葉片的鍍層厚度遠小于表面處理技術要求,雖然鍍銅層孔隙率小,但因厚度不達標,無法對外來腐蝕介質起到良好的阻隔效應。而鍍鎳層本身存在微小孔隙,電機葉輪在工作過程中,額定轉速高達10 000 r/min,高速氣流對葉片迎風面存在巨大的沖擊力。在巨大的氣體壓強作用下,環(huán)境氣氛中的部分腐蝕介質的則會沿著微小孔隙滲入鍍層和基體的結合界面。鍍層和鋼鐵基體之間存在化學電位差,在一定的腐蝕介質作用下,會產生電化學腐蝕,界面處的局部微小原電池會進一步增加腐蝕速率。
在蝕坑處的 EDAX檢測結果表明:電機葉輪葉片在坑洞處有化學產物生成,應為蝕坑中的腐蝕產物,且存在O元素和Cl元素。Cl-可以作為鍍層和基體之間的導通介質,并直接參與葉輪葉片表層的電化學腐蝕過程。Cl-具有極小的直徑尺寸,在運動中對金屬材料的滲透能力極強。雖然葉片表層有一定的銅/鎳/鉻組合鍍層,但作為中間層的鍍銅層厚度極小,且不均勻,Cl-在氣流壓強的作用下能夠極大地增加與葉輪葉片表面的接觸幾率,有助于其穿透金屬鍍層,并與鍍層下方的金屬基體反應,生成可溶性金屬氯化物,并產生電極電位。而鍍層與鋼鐵基體界面處固有的電位差更能夠促進這一反應過程,進而產生蝕孔。另外,在經過點蝕的萌生階段后,微蝕孔內部的“小陰極”與孔外大面積“大陽極”會形成原電池,從而大大增加了蝕坑的電化學反應速率和擴展速率。當蝕坑的擴展范圍沿著反應介質的重力方向進行時,就會形成“喇叭孔”、不規(guī)則盲孔等幾何形貌,反應生成的金屬氫氧化物即為腐蝕產物的主要成分。
由于組合鍍層中最貼近鋼材基體的為銅,對腐蝕過程中的蝕坑與最外層的鎳、鉻有一定阻隔作用。在一段時間內蝕坑無法與最外層金屬大面積地產生反應,這就形成了圖4中的特殊坑洞形貌,即:坑洞頂部依然有完好的鍍層。隨著葉輪工作時間的延長,蝕坑內的腐蝕反應繼續(xù)進行,腐蝕產物逐漸將鍍層頂開,使鍍層逐漸剝落,在葉片的迎風面出現(xiàn)較多的銹斑。而電機葉輪葉片的背風面由于在工作中無高速氣流沖擊,空氣中的Cl-無法輕易沿著微小孔隙滲入到基體,因此,鍍層和基體之間的電化學反應無法大面積進行,所以葉片背風面無銹蝕斑點現(xiàn)象。
4 結論
(1)送檢電機葉輪葉片鍍層厚度遠小于表面處理技術要求,尤其是鍍銅層厚度不達標。建議調整其電鍍工藝,增加作為中間層的鍍銅層的厚度。
(2)送檢電機葉輪葉片迎風面出現(xiàn)銹蝕斑點的原因是由于鍍層和基體之間發(fā)生的電化學腐蝕造成的,Cl-在高壓氣流的促進作用下滲透通過鍍層,是導致鍍層產生斑點的直接誘因。
[1] 胡世炎.機械失效分析手冊[M].成都:四川科學技術出版社,1999.
[2] 朱日彰.腐蝕與防護技術基礎[M].北京:冶金工業(yè)出版社,1987.
Cause Analysis for Specks on Compound Coating of Motor Impeller Blades
李 博1,2, 胡偉葉2
(1.南京航空航天大學材料科學與技術學院,江蘇南京 211100;2.中國航天科工集團南京晨光廠工藝研究所,江蘇南京210012)
LI Bo1,2, HU Wei-ye2
(1.College of Materials Science and Technology,Nanjing University of Aeronautics and Astronautics,Nanjing 211100,China;2.Technology Research Institute of Nanjing Chenguang Corporation,CASTC,Nanjing 210012,China.)
Stereomicroscope,optical microscope,scanning electron microscopy and energy dispersive X-ray inspection were used to analyze and test the surface of ST13 motor impeller blades,on which a"copper+nickel+chromium"combination of compound coating is plated.The results show that the surface of the blades have specks,rusty corrosions,peeling and other defects caused by chloride ions penetrating into the matrix leading to pitting failure.The factors of high pressure air applied on the windward side of the blades,potential difference between coating and steel substrate,etc.accelerate the corrosion reaction process.The total coating thickness is less than 5μm,and the middle layer of copper plating is less than 0.3μm,so they do not play a role of binding matrix and obstructing corrosive media.
coating;pitting corrosion;chloride ion;failure analysis
TQ 153
A
1000-4742(2011)05-0010-04
2010-12-03