高端梳理機的電控系統
2011-12-13 05:37:06周世俠
產業用紡織品 2011年9期
閆 新 周世俠
(1.河南工程學院,鄭州,450007;2.恒天重工股份有限公司,鄭州,450053)
高端梳理機的電控系統
閆 新1周世俠2
(1.河南工程學院,鄭州,450007;2.恒天重工股份有限公司,鄭州,450053)
以西門子S7-300型PLC為例,介紹高端梳理機的控制方式和特點,包括電控系統的組成、Frofibus-DP的應用以及棉箱PID控制的改進。高端梳理機的控制系統采用先進的工業通訊技術、變頻調速或伺服控制技術以及可編程控制,具有很強的人機對話功能。
梳理機,可編程控制器,控制系統
梳理機是非織造干法成網的主要設備。根據不同的產品要求,梳理機的結構也不盡相同,按梳理方式可分為蓋板—錫林式和羅拉—錫林式兩大類。其中,羅拉—錫林式梳理機是非織造生產中使用最多的梳理設備,按配置的錫林數、道夫數、梳理羅拉、針布的不同以及是否帶凝聚輥或雜亂輥等可分為很多種類。
梳理機的成網質量和成網速度直接影響產品的最終質量和產量,因此高品質、高速、高產是人們對高端梳理設備的根本要求,同時操作的安全保障性和自動化程度高、可靠性好也是其必備的特點。
高端梳理機使用可編程控制器(PLC)結合觸摸屏對整個系統進行實時監測和控制,采用PID控制技術保證棉箱對梳理機喂棉的連續性和穩定性,結合變頻調速技術、自調勻整系統、傳感器檢測系統以及門罩安全系統構成梳理機電氣控制系統,使得出網速度和棉網質量都有很大提高。本文以西門子S7-300型PLC為例,介紹高端梳理機的控制方式和特點。
1 高端梳理機結構及控制要求
目前國產高檔非織造用梳理機大多采用雙錫林雙道夫雙凝聚輥結構(圖1),其作用是將棉箱輸出的經初步開松的纖維充分梳理和混合,經道夫、凝聚雜亂后輸出厚薄均勻的棉網。通過改變主錫林、道夫、雜亂輥、剝棉輥等各輥之間的速比以及結合自調勻整技術來調整網面的質量,改善縱橫向均勻度,因此對速度精度要求比較高,出網速度一般在100 m/min以上。
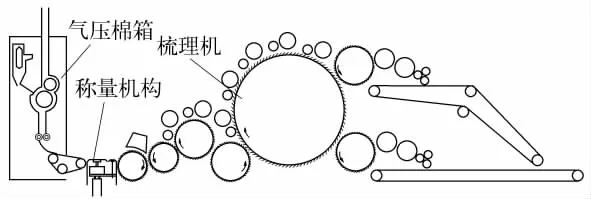
圖1 帶自調勻整的梳理機結構示意
全機共14臺電機(也可根據情況有所改變),總裝機功率超過40 kW,設計要求建立梳理自動控制系統,對梳理工藝中的主要參數進行監控和調節,具體要求如下[1]:
(1)通過PLC發出指令,按風機、主錫林、胸錫林、出網輥、剝棉輥、雜亂輥、道夫、工作輥、喂棉輥的先后順序控制全部電機自動啟動,停車時按反順序依次自動停車,并對所有設備進行聯鎖保護。
(2)要求啟動和停車過程同步,全部電機按照設定的斜率同時升降速,并在同一時間達到最高速或停止狀態,以保證各輥之間的速比不變;同時根據工藝要求,各輥既能單獨調速又受同一指令控制,有效避免了斷網和擠棉。
(3)操作臺、走臺、給棉羅拉及道夫兩側需設急停保護。
(4)實時監測眾多工藝參數及設備運行狀態,以便及時發現故障,及時處理,保證生產的連續性和穩定性。
2 控制系統組成和特點
新型高端梳理機的電氣控制系統充分利用了當今先進的工業通訊技術和過程控制技術,采用PLC和變頻器、觸摸屏的通訊技術,克服了因控制電機多而引起的現場接線復雜、電氣參數和工藝參數不能儲存調用、故障率高等缺點,使整臺機器的電氣控制系統的整體水平大大提高,其控制系統如圖2所示。
PLC為本系統的控制核心,相當于人的大腦,與變頻器和觸摸屏采用工業通訊技術進行有效連接。本系統需要控制的電機共有十幾個(機型不同電機數量有所改變),均為變頻控制。系統中需現場檢測的信號有電機的實時速度、斷網、堵花、軋車、纖網密度等工藝信號和門罩是否到位、氣路等故障信號以及操作按鈕急停等控制信號。同時,為了保證棉網的均勻性,棉箱大多是氣壓棉箱,喂棉采用PID控制。上棉箱壓力由安裝在輸棉風道上的壓力傳感器檢測,壓力傳感器的輸出與前道工序的給棉電機(由變頻器控制)組成一個PID控制。下棉箱壓力由安裝在棉箱內部的壓力傳感器檢測,壓力傳感器的輸出與棉箱給棉羅拉電機(由變頻器控制)組成一個可手動—自動相結合的PID控制,實現了梳理機的喂棉與前道工序之間的連續性和穩定性。PID控制圖如圖3所示。
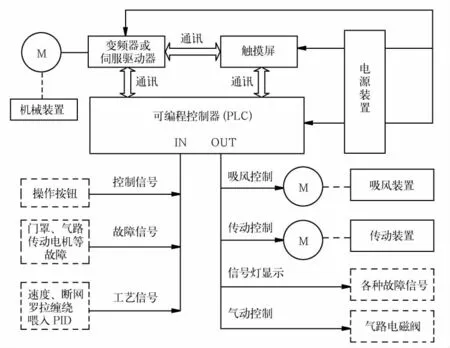
圖2 新型高端梳理機電氣控制系統框圖
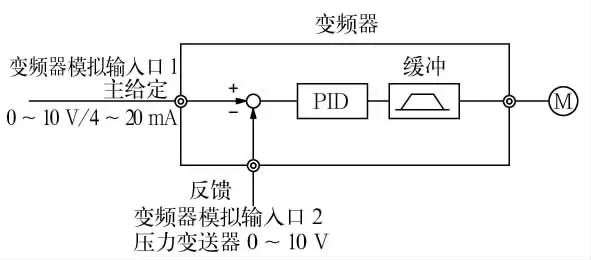
圖3 PID控制原理
2.1 PLC 控制
新型梳理機電氣控制系統中,大多選用模塊化緊湊型的PLC,其中CPU選用帶有Profibus-DP主/從通訊接口、MPI接口,能夠實現高速、方便的分布式自動化組態。編程軟件中集成了許多功能塊,可以直接調用,省去了許多編程的麻煩。比如,PID控制可以直接調用功能塊,然后填寫PID參數,同時觸摸屏所用的軟件可以集成在其中。具體的通訊原理如圖4所示。
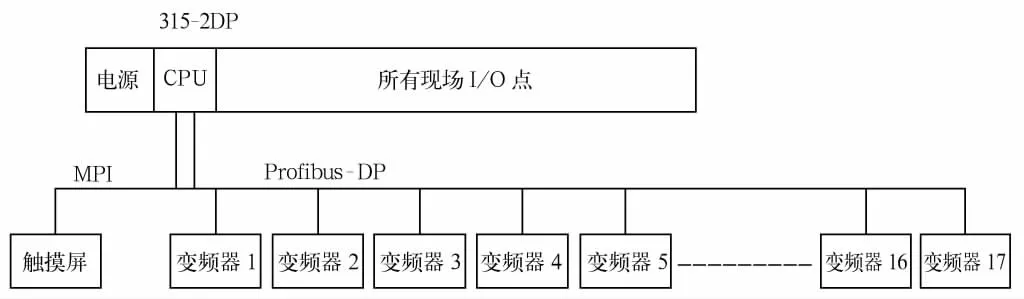
圖4 高端系列梳理機控制系統通訊原理
2.2 自調勻整
梳理機自調勻整裝置是根據物料平衡原理,自動調節物料流量,使棉網流量保持恒定的控制裝置。棉網面密度和速度存在下列關系:

式中:g——棉網面密度;
v——棉網速度。
依據上述關系式,梳理機自調勻整裝置采用PLC工業控制系統與精密稱重傳感器、接線盒、稱重變送器和觸摸屏構成稱重系統,實時稱量棉箱輸出的筵棉重量。連接前級梳理機給定的模擬量和開機信號,結合前級梳理機給定的模擬量并對所稱筵棉重量的變化量進行計算處理。當稱盤上所稱筵棉的重量偏高時,經PLC計算處理輸出模擬量給梳理機喂棉羅拉變頻器和棉箱喂棉簾子變頻器,降低梳理機喂棉羅拉和喂棉簾子的速度;反之,則增加喂棉羅拉和喂棉簾子的速度,使單位時間內流經稱盤上筵棉的重量保持恒定,從而達到穩定棉網縱向均勻度的目的。
2.3 故障處理
喂入羅拉和喂入弧板之間必須進行絕緣處理,以防止喂棉時有金屬進入梳理機而損壞針布。在進行絕緣處理以后,一旦有金屬進入,羅拉和弧板就會接通,PLC輸出報警信號,現場蜂鳴器響,觸摸屏上會出現“有金屬”的中文提示,同時緊急停車,必須等故障處理之后機器才能啟動。
為了防止因堵花引起的“悶車”而燒毀電機,在重要輥子的軸頭都裝有接近開關來檢測輥子的速度。正常開車時,一但速度慢下來就認為有堵花現象,會自動停車且觸摸屏會告訴操作者要進行相應的處理。
整個系統在容易產生危險的區域和倉門處均設有安全門限開關,以防人身遭到損害,并在容易操作的地方設置多個急停開關,可及時防止意外的發生。在一些無法檢測的地方,通過PLC實現時間監控。對具有固定動作周期和動作時間的裝置,每個動作給定一個時間值,在規定的時間內不能完成規定的動作,則發出報警信號。
所有的報警信號(包括氣路、風機、傳動電機、斷網等)在觸摸屏上都有中文顯示,并且給出相應的處理方法。
2.4 變頻器和觸摸屏的選用
本系統中控制電機采用變頻器進行速度控制,實現了交流電機的軟啟動和平滑無級調速,減少電網的沖擊電流,消除機械沖擊和電網波動對電機造成的損害,延長電機及連接軸承的使用壽命,提高設備運行的可靠性和生產效率。控制電機也可根據用戶要求采用伺服控制系統,但變頻器和PLC的結合已完全能實現梳理機對速度精度的要求,并且整臺機器性價比高。
本系統觸摸屏與PLC、變頻器能夠通過RS485通訊。觸摸屏的主界面設置如圖5所示。
圖5 主界面設置
界面設計采用觸摸屏的走馬燈功能,具有故障自動顯示、電氣參數可儲存、工藝參數可在線調試儲存等功能,可根據使用者身份設置優先權。同時,可顯示運行狀態中的電機頻率、電流、實時速度、各輥之間及前后機臺的牽伸倍數、棉箱壓力等參數。界面中還加入了開機注意事項和操作幫助,給操作人員帶來了很大的方便。
3 結語
高端梳理機的控制系統采用了先進的工業通訊技術、變頻調速或伺服控制技術以及可編程控制,具有很強的人機對話功能。該系統安裝調試簡單,運行穩定可靠,便于維護,且操作方便,為梳理機的穩定、高速運轉和提高棉網質量提供了有力保障。
[1]曲敬旭,楊濤.PROFIBUS現場總線技術在非織造布梳理機控制系統中的應用[J].制造業自動化,2008(4):61-62.
Electric control system of high grade carding machine
Yan Xin1,Zhou Shixia2
(1.Hennan Institute of Engineering;2.Chtc Heavy Industry Co.,Ltd.)
Basing on illustration as PLC of type S7-300 at Siemens,the control method and characteristic of high grade carding machine involving composition of electric control system and application of Frofious-DP as well as improvement of hopper PID controlling ware introduced.The control system of high grade carding machine adopted advanced industrial communication technology and frequency conversion speed-regulation or servo control technology and editable routine control.
carding machine,PLC,control system
TS173.2+2
B
1004-7093(2011)09-0033-04
2011-05-13
閆新,女,1968年生,副教授/高級工程師。主要從事非織造工藝與設備的開發與教學工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39
