基于可靠性保證參數的船體焊接工藝參數可靠性優化設計探索
2011-12-12 08:57:42中國船舶工業綜合技術經濟研究院韓新宇
環境技術 2011年6期
文 | 中國船舶工業綜合技術經濟研究院 韓新宇 方 潁
基于可靠性保證參數的船體焊接工藝參數可靠性優化設計探索
文 | 中國船舶工業綜合技術經濟研究院 韓新宇 方 潁
提出了艦船建造可靠性保證參數的概念及計算方法,給出了基于灰決策分析的工藝參數優化設計方法,并給出了某工藝條件下船體焊接工藝參數可靠性優化設計實例。
焊接工藝;可靠性;灰決策分析
1.言
船體焊接工藝參數是確保焊縫質量的重要因素,目前焊接工藝參數常用的設計方法有數學模型計算法、試驗評定法、經驗法等。這些方法大都從保證工藝質量的角度出發,沒有考慮工藝可靠性的要求。此外,對于船體焊接工藝來講,電弧電壓、焊接電流、焊接速度之間相互聯系,尋找這些工藝參數的最佳組合引起廣泛關注。
本文對基于可靠性保證參數的焊接工藝參數可靠性設計方法進行了探索性研究,旨在原有定量設計的基礎上將影響因素可靠性保證參數和生產目標作為考慮因素,尋找基于可靠性要求的相對最優的工藝參數組合,利用實例數據得出了設計結果。
2.靠性保證參數
2.1.靠性保證參數的概念
工藝過程可靠性的主要工作是防止降低產品設計階段所設計的固有可用性和維修性水平。假設設計階段某產品的固有可靠性為R,最終交付產品的固有可靠性為R',則兩者之間存在如下關系:
R' = C ·R
其中C即為工藝過程可靠性的保證參數,0<C≤1。
2.2.船建造過程可靠性保證參數的計算
產品在生產過程中固有可靠性的降低是受各種可靠性影響因素的影響,設生產該產品某工藝有j個可靠性影響因素,可靠性影響因素對該工藝的影響體現在影響程度ωj和發生概pj兩個方面,由此引入可靠性影響因素對工藝的敏感性因子為該影響因素影響程度和發生概率的乘積用Sj表示:
Sj=ωj·pj
艦船建造過程是一個龐大的工藝體系,記各工藝或過程對艦船最終產品的敏感性因子為Si,其中某工藝第j個影響因素對該工藝的敏感性因子為Sij,i表示工藝或過程的序號,j表示i工藝影響因素的個數。
單個影響因素的對艦船產品保證參數 的計算式為:

假設艦船建造過程影響可靠性較大的工藝或過程數量為m,建造過程的可靠性保證參數為:

3.于灰決策分析的工藝參數優化設計方法
船體焊接工藝參數優化設計旨在原有設計的基礎上將影響因素可靠性保證參數和生產目標作為考慮因素,對工藝參數進行優化,尋找基于可靠性要求的相對最優的工藝參數組合,這就涉及到多個目標多個參數的評價問題。灰色局勢決策正是專門解決灰色系統多目標決策問題的一種方法。其基本思想是通過對由事件集和對策集組成的局勢集進行數學分析后在局勢集中選擇最優局勢。運用灰色決策理論可以使評價各種方案的多方面因素的相互間互補的、不可比的指標,成為可比的、可量化的,特別是對于多評價指標的系統方案選擇,灰色決策提供了一個可行的方法。基于灰決策分析的工藝參數可靠性優化設計方法的步驟為:
3.1.定設計要素和可靠性保證參數目標
明確所要設計得工藝參數和可靠性保證參數目標。選擇影響因素的可靠性保證參數時,一方面要考慮影響因素受工藝參數影響較大,另一方面要考慮影響因素的可測量性。
3.2.定工藝參數組合方案
由于在實際操作過程中焊接工藝參數會受各種因素包括焊接部位、焊接材料以及焊接環境等的影響,因此在現有的工藝文件中,也只給出了各種焊接方式的工藝參數的范圍,施工人員在施工前還會在所規定的工藝參數范圍內確定即將使用的工藝參數,因此選擇工藝參數為何值時進行操作就具有很大的不確定性。確定工藝參數組合方案時,根據工藝參數適用區間范圍的大小,將工藝參數平均分為若干個水平,采用正交設計的思想得出不同的工藝參數組合方案。
3.3.定事件、對策、局勢和目標
用A={a1,a2,...an}表示事件集,還要確定解決這一事件的措施或方法即對策,用B={b1,b2,...bn}表示對策集,即事件集中每一事件相應的所有可能的方案。局勢是事件和對策的二元組合,局勢集可以用S=A×B={(ai, bi) | ai∈A , bi∈B}來表示。目標是評價局勢優劣的根據和要求,即評價用這個對策對付這一事件效果的準則或尺度。進行可靠性優化設計時要以可靠性保證參數為目標之一。
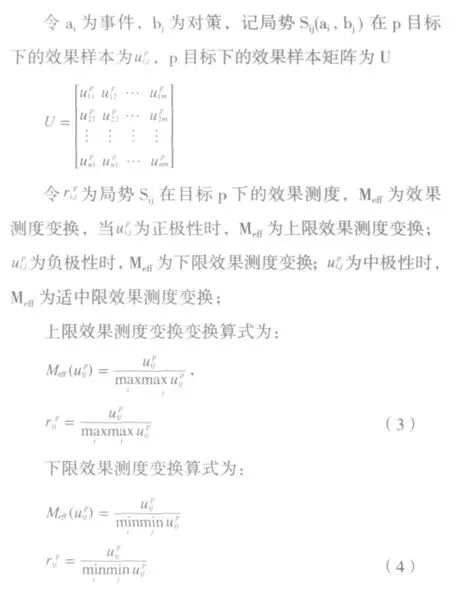
3.4.出局勢效果樣本
在一定目標下局勢的數字表現,稱為局勢的效果樣本即分別給出各個方案在不同目標下的值,針對可靠性保證參數目標,要通過具體的計算得到。
3.5.認目標極性,作效果測度變換
對一定目標下的效果樣本,其數值大小的要求稱為該目標的極性,目標極性通常有:極大值極性、極小值極性和適中值極性。
極大值極性是指希望某目標下效果樣本的值越大越好即正極性目標;極小值極性是指希望某目標下效果樣本的值為越小越好,即負極性目標。適中值目標是指某目標下的效果樣本,不希望太大也不希望太小,而希望取某一個適中值,則為適中值目標。
4.體焊接工藝參數優化實例
實例以某船船體焊接手工電弧焊工藝為應用對象,工藝條件如表1所示,在該條件下收集了100組不同工藝參數下余高和焊縫寬度數據篇幅有限部分數據見表2。
4.1.計要素
本例中的設計要素為焊接電流、焊接電壓和焊接速度。焊接缺陷是焊接工藝可靠性的影響因素,因此焊接工藝缺陷也有相應的可靠性保證參數, 余高系數是反映焊縫尺寸且隨工藝參數變化明顯的一個重要可測物理量,余高系數不合理會引起焊縫形狀尺寸缺陷,使焊接接頭強度降低,影響焊縫的可靠性,計算方法為:余高系數=焊縫寬度/余高。實例中以余高系數可靠性保證參數作為目標1,顯然目標1具有極大值屬性。
4.2.定備選方案
將船體焊接工藝參數分為不同的水平,如表3所示。
根據正交試驗設計的思想,將以上不同水平的工藝參數進行組合,得到9組工藝參數的組合方案,如表4。
4.3.定事件、對策和局勢
三是專業的方法。注重發揮財稅政策的獎勵懲戒作用和健全金融機構內部的激勵約束機制。堅持債權債務雙管齊下,從政府端和金融端協同治理地方政府隱性債務,防范系統性金融風險;針對小微企業融資難融資貴問題,聚焦金融機構對小微企業融資意愿不強的現實,從改善公司治理、增強內生動力的角度入手,深入研究金融機構績效考核激勵機制。
本例中事件為A={焊接工藝參數可靠性優化設計},方案bi,i =1, 2, 3, ... , 8, 9為對策,有局勢為:
s1=(a, b1)=(a,{22-24,90-100,90-100});
s2=(a, b2)=(a,{22-24,100-110, 100-110});
s3=(a, b3)=(a,{22-24,110-120,110-115});
s4=(a, b4)=(a,{22-24,90-100, 100-110});
s5=(a, b5)=(a,{22-24,100-110, 110-115 });
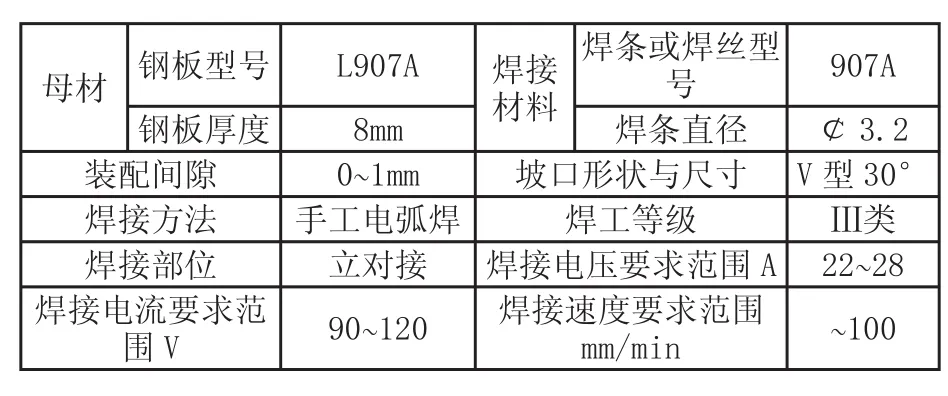
表1.例工藝條件

表2.分船體焊接工藝參數和焊縫尺寸數據

表3.體焊接工藝實例工藝參數的不同水平值
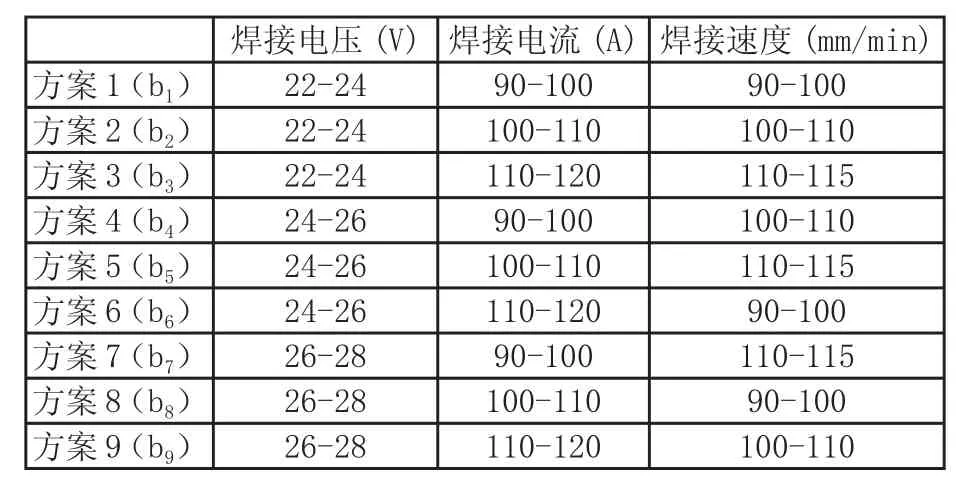
表4.接工藝實例工藝參數局勢

4.4.定目標及其極性
本例中目標及其極性如下:
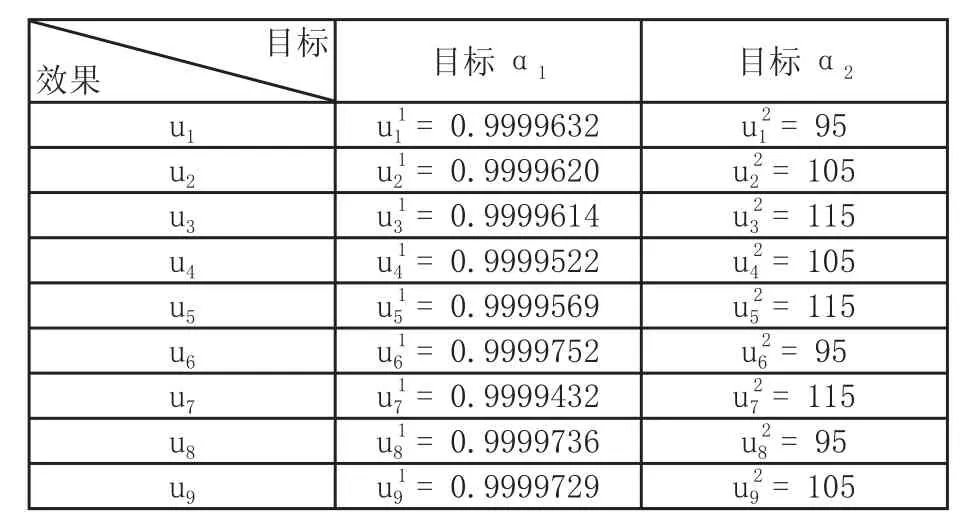
表5.接工藝實例的局勢的效果樣本
目標1α1,焊接工藝余高系數可靠性保證參數為極大值目標。
目標2α2,生產效率為極大值目標。
4.5.算局勢效果樣本作效果測度變換
設x={x1, x2, ... , xn}為工藝參數x在規定區間變化各值的集合,對應的余高系數的保證參數集合為c={c1, c2,... , cn},與工藝參數集合x對應的余高系數的影響程度集合為ω={ω1, ω2, ... , ωn}、發生概率集合為p={p1, p2, ... ,pn},焊接工藝對艦船產品的敏感性因子為S,則可靠性保證參數的計算式為ci= 1- S·ωi· pi。利用所收集的100組不同工藝參數下余高和焊縫寬度數據,統計分析后可得出余高系數的發生概率,以余高偏差值作為其影響程度計算。由此可得出各方案在目標1下的效果,目標2的效果以各方案焊接速度的平均值計算,計算結果如表5所示。
由式3計算α1和α2的上限效果測度如表6。
4.6.立統一效果測度空間
統一效果測度算式為:

焊接電壓:U = 22~24 (V)
焊接電流:I = 110~120 (A)
焊接速度:V = 110~115 (mm/min)

表6.標α1和α2的上限效果測度

表6.標α1和α2的上限效果測度
5.結
船體焊接艦船建造一個重要的工藝環節。在實際生產中,焊接工藝參數選擇、制訂及優化一直是人們十分關注的問題。在以前的工作中,焊接工藝參數選擇、制訂及優化主要依賴于實際經驗和試驗,可靠性不高,試驗工作量很大,本文在可靠性保證參數的基礎上,探索了焊接工藝參數優化設計方法,通過實例驗證了方法的可行性,但目前也僅針對余高等隨工藝參數變化較大的影響因素,對于無法測量且隨工藝參數變化不明顯的影響因素的分析方法還有待進一步研究。
[1] 鄧聚龍,灰色系統理論教程[M].武漢:華中工學院出版社,1990
[2] 方立東等,焊接工藝參數優化計算機輔助系統的設計與研究 [J].江蘇船舶,2002(6):29-30
[3] 陳伯蠡,焊接工程缺欠分析與對策[M].北京:機械工業出版社,2006
Hull Welding Parameters Reliability Optimize Design Exploration Based on Reliability Ensure Parameter
The concept and calculation method of shipbuilding reliability parameter is put forward, reliability optimal design method of process parameters is given based on grey decision analysis. An example about reliability optimal design of shipwelding process parameters is presented under some process conditions.
welding process;reliability;grey decision analysis
韓新宇(1980~)山西太原人,工程師,主要從事艦船可靠性研究工作和艦船軟件測試工作。
方穎(1977~)遼寧鐵嶺人,高工,主要從事艦船可靠性研究工作。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
