百萬千瓦級核電蒸汽發生器自主化制造之路
2011-11-30 09:07:44盛旭婷上海電氣核電設備有限公司201306
裝備機械 2011年2期
關鍵詞:焊縫
文/盛旭婷 上海電氣核電設備有限公司 (201306)
盛旭婷(1982年~)女,工程師,畢業于合肥工業大學機械設計與自動化學院。曾參與秦山二期擴建工程蒸汽發生器招投標和負責巴基斯坦恰希瑪核電穩壓器工藝技術和項目管理工作,現從事于技術管理和科研開發等工作。
1 概 述
2010年8月28日,國內自主化首臺百萬千瓦級蒸汽發生器在上海電氣核電設備有限公司(下稱“上核公司”)臨港重裝備基地制造成功。該設備為中國廣東核電有限公司訂購,在遼寧紅沿河核電廠一期項目使用。遼寧紅沿河核電工程是列入國家“十一五”規劃的核電自主化項目,是東北地區有史以來投資最大的項目和第一座核電站,是“振興東北”戰略實施的重大專項之一,也是國內首個規模化建設的核電項目,是我國自主設計、自主制造、自主建設、自主營運的首臺百萬千瓦級核電機組。此次竣工發運的蒸汽發生器總長度21.7m,豎起時的高度堪比6層樓房;最大一端直徑為5.5m,內部裝有U型管等上萬個各類精細零件;總重量達345t。
紅沿河百萬千瓦蒸汽發生器產品制造, 2008年1月8日準開工,4月24日開始管板組件制造,2010年8月竣工發運。在研制過程中,上核公司突破了原來由外方提供整套原材料采購規范的限制,掌握了產品制造所需全套原材料的采購技術和全套產品制造技術,實現了國內首臺百萬千瓦核電蒸汽發生器的完全自主化制造。

2 紅沿河蒸汽發生器的自主化制造
2.1 核電反應堆簡介
壓水堆核電廠主要由壓水反應堆、反應堆冷卻劑系統(簡稱“一回路系統”)、蒸汽和動力轉換系統(簡稱“二回路系統”)、循環水系統、發電機和輸配電系統及輔助系統組成。反應堆冷卻劑系統將堆芯核裂變放出的熱能帶出反應堆傳遞給二回路系統以產生蒸汽。CPR1000壓水反應堆冷卻劑系統有三條并聯在反應堆壓力容器上的封閉環路,每條環路由一臺蒸汽發生器、一臺反應堆冷卻劑泵和管路組成。蒸汽發生器在核電站一回路中的功能是將反應堆內載熱劑的熱量傳遞到二回路,使二回路側介質產生一定壓力的蒸汽經一、二級汽水分離器干燥后供汽輪機工作。蒸汽發生器的一回路側與反應堆壓力容器相連,其載熱劑帶有放射性,二回路側所產生的干燥蒸汽,其品質直接影響電站的功率與效率。蒸汽發生器在進行熱量交換的同時,起著阻隔放射性載熱劑的作用,是核電站關鍵設備之一。

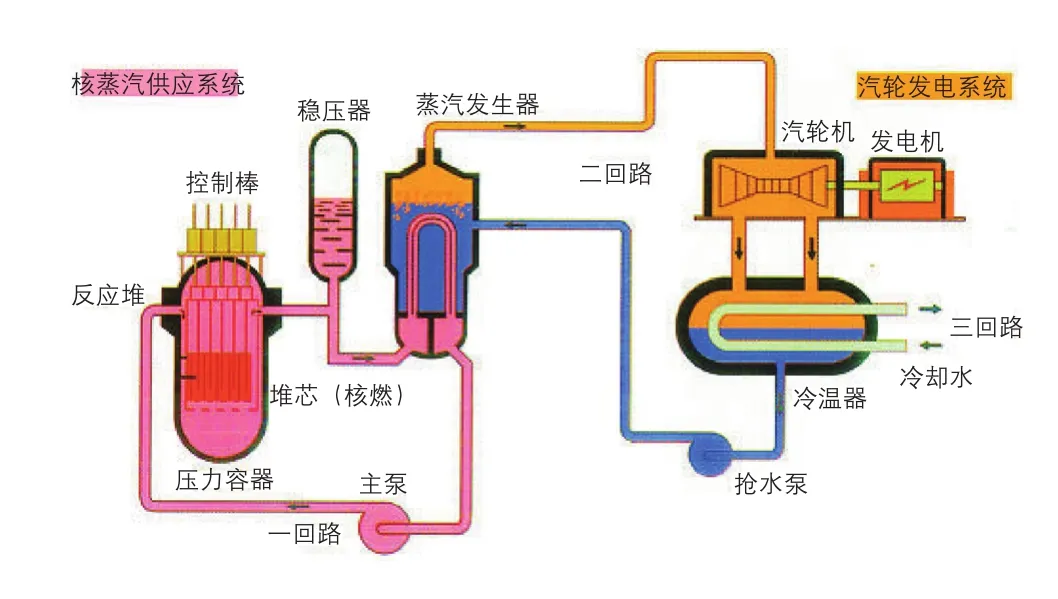
圖1 壓水式反應堆及核蒸汽供應系統示意
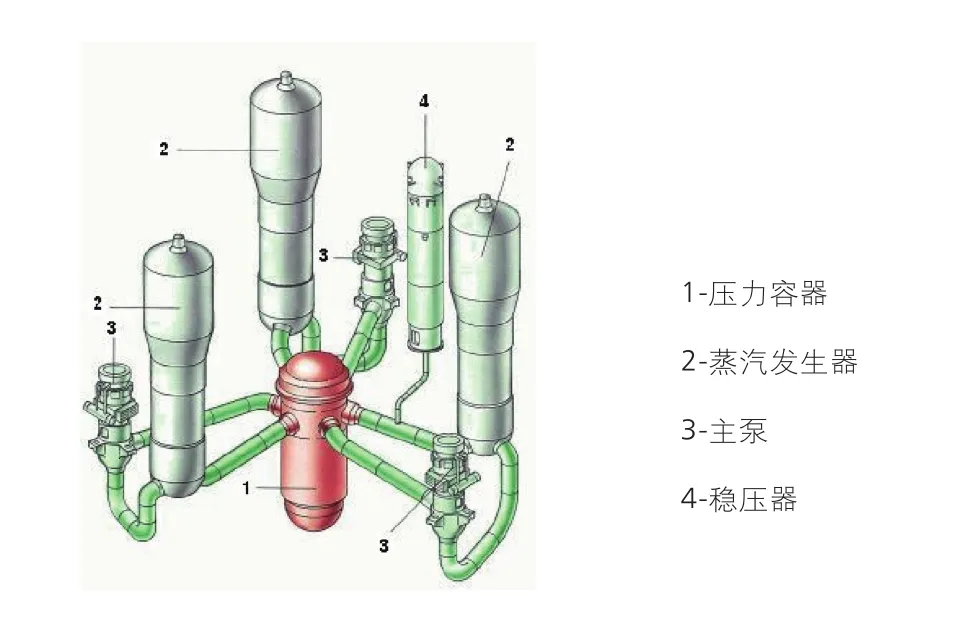
圖2 CPR1000回路系統
此次研制的中國首臺完全自主化并用于遼寧紅沿河核電站的百萬千瓦核電蒸汽發生器,采用CPR1000技術方案,由成都核動力工程研究設計院設計,是目前國內自主化水平、安全可靠性、成熟性、經濟性等各方面綜合比較最佳的核電技術方案。
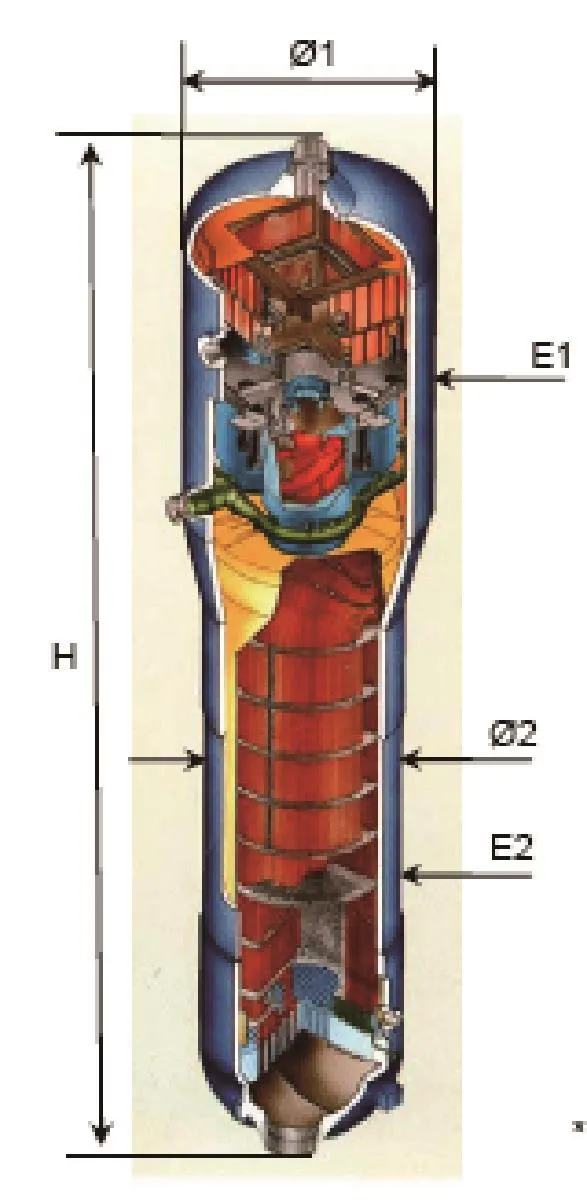
圖3 蒸汽發生器結構
2.2 產品參數和制造難點
2.2.1 產品結構參數
紅沿河項目1000MW級蒸汽發生器采用55/19B型(圖3及附表)。

附表
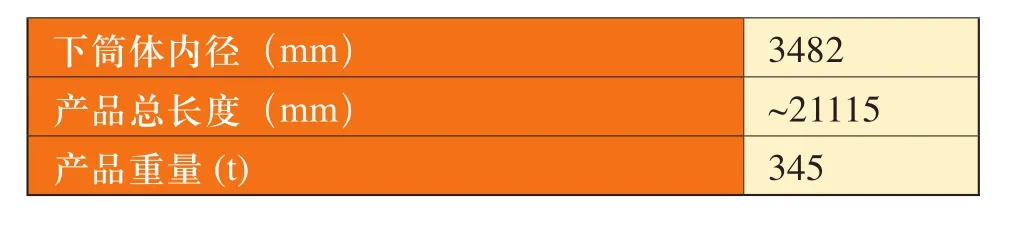
下筒體內徑(mm) 3482產品總長度(mm) ~21115產品重量 (t) 345
2.2.2 制造難點
蒸汽發生器與反應堆壓力容器相連,其載熱劑帶有放射性。所產生的蒸汽干燥度要求高于99.9%,直接影響電站的功率與效率。同時,蒸汽發生器在進行熱量交換的同時,起著阻隔放射性載熱劑的作用,對核電站安全至關重要。因此,蒸汽發生器的一級安全等級,I類抗震類別,一級規范級別和Q1級的質量要求,體現在如下幾方面:
(1) 材料
紅沿河蒸汽發生器20 431個零件涉及原材料55類種,根據產品零部件不同的安全和質保等級,同種材料不同的零部件都具有不同的技術要求和質保要求。如何在消化設計技術基礎上,科學、合理和經濟地確定材料的采購技術規范并完成大部分材料的國產化采購顯得非常重要。
(2) 焊接
為確保蒸汽發生器的使用壽命,與一次側水接觸的材料須具有很好的耐高溫、抗腐蝕等特性,所以要求在下封頭內表面堆焊不銹鋼和管板下表面堆焊因科鎳690,而且必須確保每道焊縫的成型質量。
為防止具有放射性的冷卻液外滲,一次側壓力邊界密封性要求更高。傳熱管與管板的連接、一次側進、出口接管與下封頭的連接都采用焊接方式,且必須經過100%的RT、MT和UT檢查以及壓力檢測合格。
(3) 機加工
由于蒸汽發生器體積大,結構特殊,需在專用設備上采用非標工藝裝備制造。其中管孔深孔加工難度最大,管孔表面除了深度小于0.13mm的刮痕和手感無毛刺螺旋線外,不得有其他凸出表面的金屬毛刺、螺旋線、溝槽等缺陷存在。
(4) 裝配
由于蒸汽發生器零部件尺寸大,安裝精度要求高,制造過程中零部件公差的積累該安裝帶來了很大的難度。例如,流量分配板和支撐板安裝和U形管穿管,需在8~9m長度上完成位置精度要求0.1mm級的對中裝配,且不允許使用強力,對安裝和檢測都提出了較高的要求。
(5) 檢測
檢測環節在產品制造過程占據了很大的比例,計量、探傷、理化等方面高效的檢測手段和檢驗方式對于確保產品質量、提高生產效率有著不容忽視的作用。
2.3 自主化制造
2.3.1 聯合開發,實現材料采購國產化。
上核公司針對此次紅沿河蒸發器項目,除國內外各項技術標準外,以產品設計規范為基礎,編制了40多份專項原材料采購技術規范,并通過技術驗證逐步轉化為企業技術標準,打破了嶺澳一期、二期由法國法馬通公司壟斷原材料采購和供應的局面,實現國內首臺完全自主進行原材料采購和監控的百萬千瓦核電蒸汽發生器。

此次紅沿河蒸汽發生器是核電項目首次在國內進行給水環組件半成品采購和組裝焊接;干燥器和汽水分離器是蒸汽發生器的關鍵部件,以往該產品大多采用國外成品采購。
2.3.2 技術創新,完成高質、高效的自主化制造。
上核公司將自身技術創新作為產品制造的關鍵部分,在制造技術、焊接技術、理化試驗檢測技術、無損探傷檢測技術、測量技術、工裝等各個方面與以往相比進行了優化改進,累計創新有39項,包括:管板帶極電渣堆焊技術、管子管板焊技術、管子管板焊縫射線探傷、一次側接管安全端采用單面U型坡口SAW技術、管子管板機械滾軋定位脹、水室封頭疏水管孔鏜床深孔加工技術、內套筒采用軸向/周向滾動輪裝配、支撐板安裝對中和監測技術、二次側水壓后除濕技術、機床傾斜自動監測技術、小接管機加工監測技術、蒸發器整體尺寸測量技術和梳形塊工裝等。

(1) 管板大面積堆焊
管板堆焊技術是整個蒸汽發生器制造中的關鍵技術之一,堆焊質量的優劣將直接影響蒸汽發生器管板一次側的耐腐蝕性及管子與管板間焊縫的綜合性能,對于整個蒸汽發生器的使用性能及安全運行至關重要。目前國內的管板堆焊技術有法國法馬通和韓國斗山的雙帶極埋弧堆焊和日本三菱的雙熱絲等離子堆焊以及MIG堆焊等技術。上核公司此次采用自主開發的帶極電渣堆焊技術進行管板大面積Iconel 600鎳基合金堆焊,采用三層堆焊,工作效率和堆焊質量都高于前述的技術。
(2) 接管安全端焊接
安全端異種鋼焊接其困難主要在于鎳基合金是一種可焊性較差的金屬材料,這種焊縫金屬材料的純度要求很高,稍有有害雜質元素存在,就極易產生微裂紋。同時,由于這種焊縫金屬材料在高溫熔化狀態下極易被氧化而產生低熔點的氧化夾雜物缺陷,并且在高溫熔化狀態下的表面張力較大,因而與焊接坡口面的親合力較差,極易造成焊接未熔合缺陷。上核公司采用了預堆隔離層+對接焊的方式,此次不同的是,在隔離層堆焊采用埋弧自動焊技術,比以往的手工電弧焊或(熱絲)TIG堆焊效率更高。
(3) 管子管板焊接
管子管板焊縫是蒸發器一回路的壓力邊界,其焊縫質量好壞對于直接影響核島熱效率和一回路放射性泄露等問題。CPR1000蒸發器有8900多個管子管板焊角縫,接頭及焊材為鎳基合金,要進行密封性全位置焊接,難度很大。采用不填絲自動TIG氬弧焊接,利用FET晶體管開關技術和數字控制技術,對焊接電流的全面的精確控制;采用的保護氣體為He+Ar混合氣體保護,實現全位置(5G)焊接,極大地方便了操作者,保證了焊接的效率和穩定性。
(4) 管板深孔加工
采用TBT數控三軸深孔設備及BTA的鉆頭,摸索出CPR1000蒸發器關鍵部件管板深孔加工的最優參數,使得8948個直徑19.28 mm長565mm的深孔在28天內加工完畢(國內通常要1.5~2個月),孔間距、孔徑均滿足設計要求,垂直度控制在0.25mm遠低于要求的0.5mm,發生螺旋槽的幾率控制在萬分之一以內。
(5) 流量分配板和支撐板對中安裝和檢測技術
流量分配板和管子支承板的對中精度是蒸汽發生器中管束組件制造質量的關鍵,其裝配的質量,將影響U型管的穿管質量及U型管的使用壽命。以往國內尚不具備該項對中檢測的能力,主要依靠外方進行技術幫助或外委測量。上核公司用位移傳感器取代傳動桿,將物理量轉變成便于利用的電信號,將輸入變量轉換成可供測量的信號,通過數據線將電信號輸出(長度不受限制),在數顯表上顯示測量數據,通過軟件計算和處理測量結果,使測量反饋更簡便直觀。
(6) 水壓試驗后干燥技術
國內首臺實行工廠水壓試驗的百萬千瓦核電蒸汽發生器,采用液壓拉伸技術進行了螺栓預緊,采用自制的A級去離子水,通過采取除氧方式來達到良好的防銹效果,同時,采用自行設計開發的氮氣烘干循環系統進行水壓試驗后的快速干燥,確保了蒸發器二次側防銹干燥,領先到國際同行。
紅沿河百萬千瓦蒸汽發生器產品制造過程共涉及21項專利技術。紅沿河百萬千瓦蒸汽發生器制造核心技術經上海科學技術情報研究所檢索,查新結論為:技術內容在國內外同一文獻和產品中未見公開報告,具有新穎性。項目的各項技術指標經檢測符合標準,主要技術指標達到國際先進水平。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
