鋼軌打磨列車分動箱傳動軸電子束焊接工藝研究
2011-11-27 05:57:48李武勇錢兆勇
鐵道機車車輛 2011年6期
李武勇,錢兆勇
(北京二七軌道交通裝備有限責任公司,北京100072)
GMC96型鋼軌打磨列車是打磨頭數最多、作業效率最高的大型養路機械,具有廣闊的市場前景。低恒速液壓傳動系統是該車的核心部件之一。該系統包括分動箱、液壓泵、液壓馬達、減速箱等,其中分動箱為液壓系統提供動力。液壓系統泵和馬達接口全部為DIN5480的花鍵,與之相對應的傳動軸大部分是盲孔內花鍵結構,這種結構多采用插齒加工。由于分動箱傳動軸長度超出了國內大部分插齒機的行程,加工困難。如果引進新設備,耗資大,加工周期長,無法滿足裝車要求。如果采用剖分—插齒—焊接的加工方案,可以在不增加設備投入的前提下,充分利用現有資源,完成零件加工。然而,這個工藝流程的瓶頸為焊接工序。傳統焊接深度淺,強度低,變形大,易產生冶金缺陷,無法滿足作為傳動軸的強度及安全性要求。而電子束焊接具有明顯的優勢,因此提出采用電子束焊接,并進行焊接工藝研究。
電子束焊接是一種高能束焊接方法,其特點主要表現在以下方面[1-2]:
(1)由于其能量密度極高一般可達106~109W/cm2,是普通電弧焊和氬弧焊的100~10萬倍。焊接速度大,熱影響區和焊接變形極小,可作為最后加工工序或僅留精加工余量。
(2)可實現焊縫深而窄的焊接,深寬比大于10∶1。而一般焊接焊縫的深寬比約為1∶1.5。因此,適用于大焊透深度、高強度的焊接場合。
(3)可控性好。電子束焊接參數(電壓、電流及焊接速度等)能夠被精確控制,焊接時參數的重復性及穩定性好,能確保焊件的焊接質量。
(4)可用于不加填充焊絲的對接、角接、T形接等多種定位精度要求高的焊接場合。
(5)因電子束焊焦點小而能量集中,對組焊件配合處的機械加工精度及裝配質量有嚴格要求,對接焊縫的兩邊緣要求平整、貼緊,一般不留間隙。
(6)焊縫強度高,可將難于整體加工的零件分解為容易加工的幾部分,再用電子束焊的方法將其焊成整體,使復雜工序變得簡單。
針對電子束焊接的諸多優點,采用該工藝進行焊接,是最優方法。
1 需要解決的問題
傳動軸結構如圖1所示,進行焊接工藝開發需要解決以下問題。
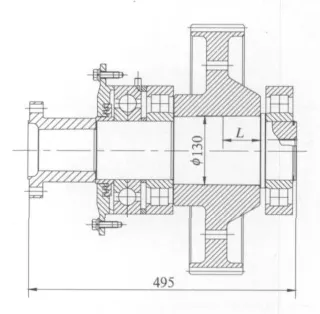
圖1 分動箱傳動軸及其安裝
(1)剖分位置選擇
剖分位置的選擇要考慮焊縫承載、加工和組焊方便。綜合考慮傳動軸結構,選擇與齒輪輪箍配合的φ130軸頸進行剖分有利于組焊定位和焊縫承載。同時,考慮到剖分后內花鍵加工方便,確定剖分位置距離軸肩L為50mm。
(2)剖分結構設計
為了保證剖分結構的裝配精度及減少焊接變形,必須設計合理的剖分式結構。
(3)電子束焊接工藝開發
研究針對該類零件的電子束焊接工藝是決定焊接質量的關鍵。電子束焊接工藝包括預處理、預熱、后處理及焊接過程參數控制。
2 剖分結構設計
傳動軸剖分成兩部分軸1和軸2,通過φ56軸孔配合定位,保證同軸度,通過均布的兩個定位銷增加連接剛度,防止轉動。軸2為通孔結構,便于內花鍵加工。為了便于裝配,銷孔采用鉆模板加工,定位銷開通氣槽。
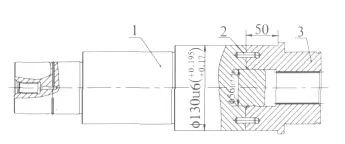
圖2 傳動軸剖分結構
3 電子束焊接工藝研究
采用有色金屬研究院THDW-12型12kW電子束焊機進行工藝試驗。經過幾輪試驗,最終得到無裂紋及氣孔缺陷的焊縫,采用焊接工藝參數(表1)加工的傳動軸見圖3。經檢測經過電子束焊接的軸最大徑向跳動為0.13mm。
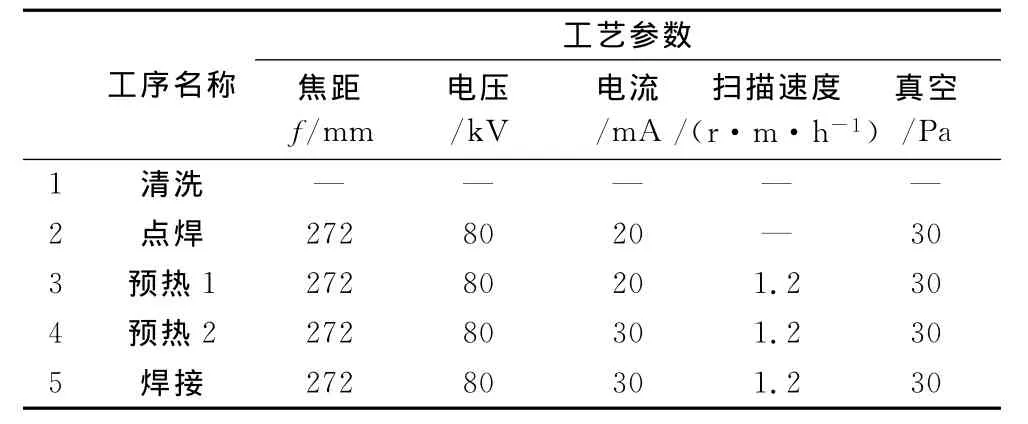
表1 優化的電子束焊接工藝參數

圖3 電子束焊接的傳動軸
4 后續加工
電子束焊接能量密度高,熱影響區小,變形小,不破壞原強化層,不需要后續熱處理。經過探傷檢測后,進行后續精加工(圖4)。
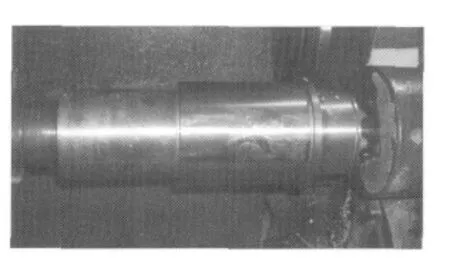
圖4 磨床加工中的傳動軸
5 軸類電子束焊接工藝流程
通過對焊接工藝過程的跟蹤和質量控制,內花鍵軸類零件電子束焊接可按照以下工藝流程加工。
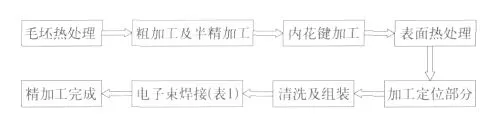
圖5 加工工藝流程
6 效益分析
采用該工藝生產的傳動軸已經成功裝車,并經過了臺架試驗及兩年的運用考核。
由于鋼軌打磨列車等大型養路機械批量小、種類多,采用該工藝加工具有很大的靈活性,可保證加工周期和加工質量,同時可節約工裝卡具的費用。采用此工藝每根軸電子束焊接費用幾百元,如果引進新設備自行加工,需要投入機床采購費用近百萬元。
高能電子束焊接工藝焊接時間短、生產效率高、成本低、焊接強度高、焊后變形量小,為某些因結構特殊而無法整體加工或者整體加工成本昂貴的零件提供了一種可靠而經濟的解決方案。
7 結束語
本文研究了鋼軌打磨列車分動箱傳動軸的電子束焊接工藝,并成功實施,經過臺架試驗及兩年的運用考核。得出了電子束焊接的焊接參數及工藝流程。該工藝質量可靠、成本低,可應對品種繁多的大型養路機械產品。同時,為該工藝在機車車輛領域的廣泛應用進行了一定的探索。
[1]中國機械工業學會編.焊接手冊,第2卷,材料的焊接[M].北京:機械工業出版社,2001.
[2]張應力.新編焊工實用手冊[M].北京:金盾出版社,2004.
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03