硫酸鹽體系快速鍍三價鉻工藝
2011-11-22 03:32:40郭崇武賴奐汶
電鍍與涂飾 2011年10期
關鍵詞:工藝
郭崇武,賴奐汶
(廣州超邦化工有限公司,廣東 廣州 510460)
硫酸鹽體系快速鍍三價鉻工藝
郭崇武*,賴奐汶
(廣州超邦化工有限公司,廣東 廣州 510460)
制定了硫酸鹽體系三價鉻電鍍裝飾鉻的新工藝。該工藝鍍速達到0.057 ~ 0.077 μm/min,且不隨時間而變化。鍍液性能穩定,操作簡單,便于維護。鍍層光滑,無裂紋或孔隙,結合力強,厚度可達0.3 μm以上,中性鹽霧試驗72 h不變色,恒定濕熱試驗、冷熱沖擊試驗、人造汗液測試及抗化學污染測試均合格。
三價鉻電鍍;硫酸鹽體系;鍍速;穩定性
1 前言
進入21世紀,三價鉻電鍍的應用發展加快,主要應用于裝飾性鍍鉻[1-2],在中國華南和華東地區使用較廣。早期以引進國外知名品牌為主,氯化物體系以安美特公司的三價鉻電鍍工藝為代表,硫酸鹽體系以麥德美公司的第二代和第三代產品為代表,兩大公司的產品占領了中國的大部分三價鉻電鍍市場。近幾年國內一些公司也陸續推出了自己的產品,廣州二輕研究所研發的硫酸鹽三價鉻電鍍工藝具有代表性[3]。早期氯化物體系發展較快,對氯化物電鍍的特性研究及應用較多。但氯化物體系電鍍時在陽極上析出氯氣,對環境和人體有害,鍍層的色澤接近不銹鋼,不如六價鉻鍍層亮麗,并且鍍層在潮濕季節中容易長霉點。近幾年硫酸鹽體系電鍍得到了快速的發展,有取代氯化物體系的發展趨勢。
對于硫酸鹽體系三價鉻鍍裝飾鉻,麥德美二代產品鍍鉻速度慢,并且鍍厚時鍍層發霧,鍍層厚度達不到0.25 μm,只能應用于中低端產品的裝飾性電鍍。麥德美三代產品能夠滿足高端產品裝飾性鍍鉻的要求,但在生產實踐中發現,鍍鉻速度仍然較慢,生產效率不夠高,還不能很好地滿足生產需求。2010年廣州超邦化工有限公司研制了 Trich-9551三價鉻鍍鉻工藝,較大幅度地提高了硫酸鹽體系三價鉻鍍裝飾鉻的速度。經過試生產后,2011年將Trich-9551產品推向了市場。
2 Trich-9551三價鉻鍍鉻工藝
2. 1 操作條件
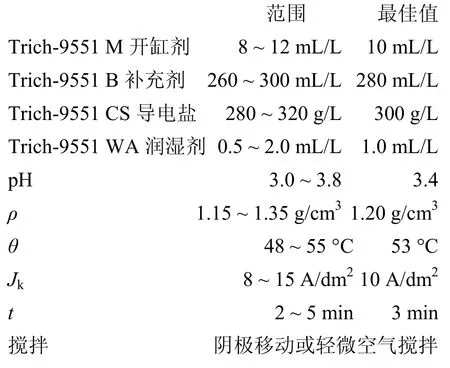

2. 2 鍍液的配制
(1) 注入3/5的純水于鍍槽中,加熱至55 °C。
(2) 在不斷攪拌條件下緩慢加入Trich-9551 CS導電鹽使其溶解。
(3) 在攪拌中加入Trich-9551 B補充劑,然后加活性炭粉2 g/L,48 ~ 55 °C保溫6 h左右,然后過濾鍍液。
(4) 調整鍍液pH至3.4。用小電流電解2 h以上,Jk= 0.5 ~ 2.0 A/dm2。
(5) 加Trich-9551 M開缸劑和Trich-9551 WA潤濕劑,試鍍。
2. 3 添加劑的功能和補加量
2. 3. 1 Trich-9551 M開缸劑
只在開缸時使用,平時維護無需補加。
2. 3. 2 Trich-9551 A添加劑
用于維護鍍層的顏色和電流效率,添加越多,沉積速度越快;然而,添加過量會導致鍍層發霧和覆蓋能力變差。Trich-9551 A添加劑的補加量應控制在100 ~140 mL/(kA·h),補加120 mL/(kA·h)比較適宜,要遵循少加勤加的原則。Trich-9551 A添加劑的分解產物對鍍液的覆蓋能力產生不良影響。若赫爾槽試驗發現鍍層覆蓋試片的長度減少,則需要用1 ~ 2 g/L活性炭處理鍍液。活性炭處理后,一般需要適量(0.5 ~ 1.0 mL/L)補加Trich-9551 A添加劑。鍍液中有機雜質較多時應先加0.5 ~ 1.0 g/L雙氧水處理,再用活性炭吸附。
2. 3. 3 Trich-9551 B補充劑
主要用于提供鍍液中的三價鉻鹽,鍍液中三價鉻離子的質量濃度為12 ~ 18 g/L,一般控制在15 g/L左右,可根據分析數據補充。向鍍液中加19.2 mL/L Trich-9551 B補充劑,可提供1 g/L的金屬鉻。Trich-9551 B補充劑的消耗量約為1.2 ~ 1.8 L/(kA·h)。
2. 3. 4 Trich-9551 CA配位劑
用于配位鍍槽中的三價鉻離子,一般不需要添加,過量添加會導致電流效率下降。
2. 3. 5 Trich-9551 CS導電鹽
用于提高鍍液的導電性和穩定鍍液的pH。一般要求鍍液中硼酸的質量濃度為65 ~ 75 g/L。根據硼酸的分析數據補加導電鹽,向鍍液中加5 g/L導電鹽可提供硼酸1 g/L。
2. 3. 6 Trich-9551 WA潤濕劑
主要起潤濕和抑制鉻霧作用,其消耗量為 50 ~100 mL/(kA·h)。
2. 3. 7 Trich-9551 PF凈化劑
專用于硫酸鹽三價鉻電鍍工藝,沉淀鍍液中的金屬雜質,添加量為1 ~ 2 mL/L,處理后需加活性炭吸附和過濾鍍液。
2. 3. 8 30%碳酸鈉溶液
鍍液pH在電鍍過程中會降低,需用碳酸鈉溶液提高pH。
2. 4 工藝特點
鍍層藍白色,接近六價鉻鍍層的色澤,硬度高,耐磨性、耐蝕性好,厚度能夠達到0.3 μm以上。鍍液覆蓋能力高,操作簡單,便于維護,不含六價鉻,廢水處理簡單。
2. 4. 1 鍍速
在赫爾槽中放250 mL Trich-9551鍍液,溫度控制在53 ~ 55 °C,5 A電流施鍍30 min,用武漢材料保護研究所生產的ZD-B智能電解測厚儀測定鍍鉻層厚度,然后計算鍍鉻速率,所得結果列于表1。表1中還列出了在相同條件下,用市場上流行的某知名品牌硫酸鹽三價鉻鍍液測定的鍍鉻速率。實驗表明,Trich-9551鍍液的鍍鉻速率是某品牌鍍液的1.46 ~ 1.90倍,其數值已經接近氯化物體系三價鉻的鍍鉻速率。
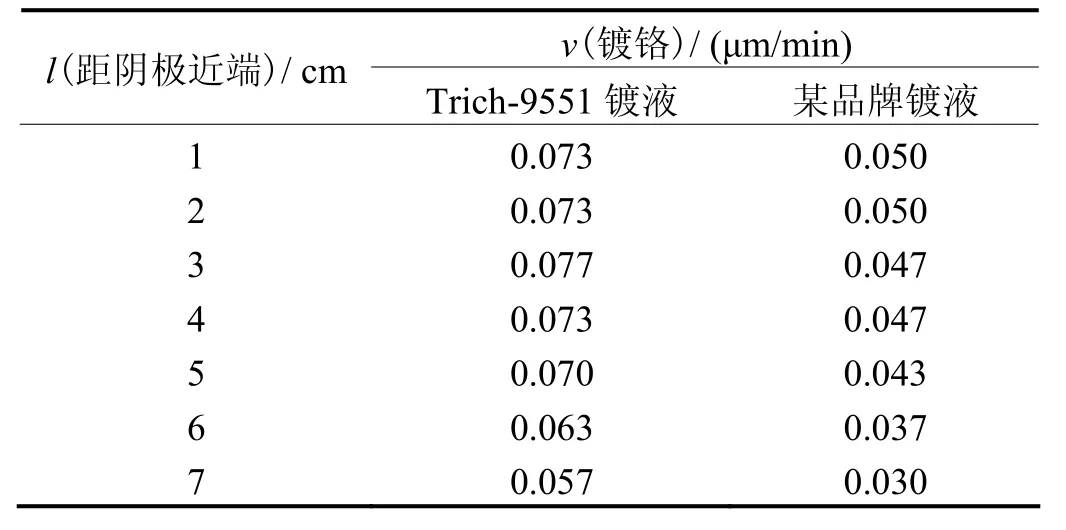
表1 Trich-9551鍍液與某品牌鍍液鍍速的比較Table 1 Comparison of deposition rate between Trich-9551 bath and a commercial one
用Trich-9551鍍液鍍赫爾槽試片90 min,所得鍍鉻速度與表1中的Trich-9551數據相同。使用Trich-9551鍍液,鍍層可連續增厚,其性能與早期的三價鉻鍍液相比得到了根本性的改變[4]。
2. 4. 2 鍍液穩定性
用250 mL赫爾槽檢驗鍍液的穩定性,按Trich-9551工藝條件嚴格操作。每張試片用5 A電流施鍍5 min,連續鍍500張試片,鍍層的厚度和外觀基本保持不變,鍍層對試片的覆蓋長度在75 ~ 85 mm的范圍內,一般在80 mm 左右。實驗表明,Trich-9551三價鉻鍍液相當穩定。
2. 5 工藝參數研究
2. 5. 1 溫度對鍍層的影響
采用100 mm長的赫爾槽試片,250 mL鍍液,5 A電流施鍍3 min,測定不同溫度下所得鍍層的厚度和鍍液的覆蓋能力(以從陰極近端至陰極遠端鍍層覆蓋試片的長度來表示),分別列于表2和表3。數據表明,隨著溫度的升高,鍍層厚度增加,但鍍液的覆蓋能力變差。實驗還發現,Trich-9551鍍液在55 °C以上操作時,穩定性不夠好。因此,Trich-9551工藝將鍍液溫度控制在48 ~ 55 °C。
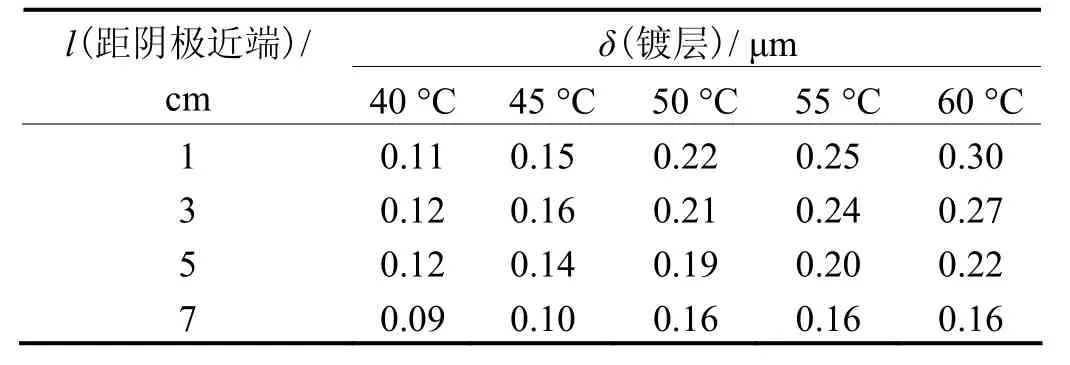
表2 溫度對鍍層厚度的影響Table 2 Effect of temperature on deposit thickness

表3 溫度對鍍液覆蓋能力的影響Table 3 Effect of temperature on covering power of plating bath
2. 5. 2 電流對覆蓋能力的影響
鍍赫爾槽試片,250 mL鍍液,采用2 ~ 6 A電流施鍍3 min,測定不同電流條件下所得鍍層對試片的覆蓋情況,所得數值列于表4。實驗表明,電流明顯影響鍍液的覆蓋能力,隨著電流的提高,覆蓋能力增大。Trich-9551工藝規定電流密度范圍為8 ~ 15 A/dm2,一般控制在10 A/dm2較合適。

表4 電流對覆蓋能力的影響Table 4 Effect of current on covering power
2. 5. 3 pH對鍍層的影響
鍍赫爾槽試片,250 mL鍍液,在50 °C溫度下用5 A電流施鍍3 min,測定不同pH下所得鍍層的厚度和鍍層對試片的覆蓋情況,結果列于表5和表6。實驗表明,在pH為3.0 ~ 3.8的條件下,鍍層厚度和鍍液的覆蓋能力均較好。因此Trich-9551工藝將pH控制在3.0 ~ 3.8的范圍內。
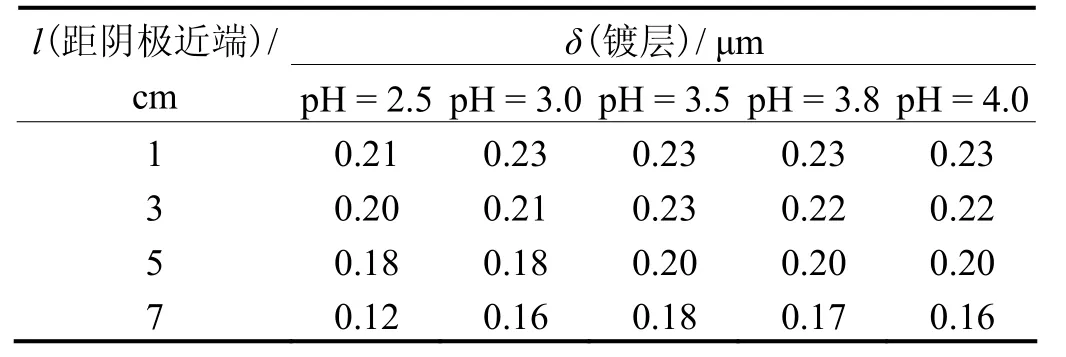
表5 pH對鍍層厚度的影響Table 5 Effect of pH on deposit thickness

表6 pH對覆蓋能力的影響Table 6 Effect of pH on covering power
2. 5. 4 攪拌鍍液對覆蓋能力的影響
按Trich-9551工藝做250 mL赫爾槽試驗,5 A電流施鍍3 min,用玻璃棒攪拌鍍液。實驗發現,攪拌影響鍍液的覆蓋能力。與不攪拌相比,攪拌條件下鍍層覆蓋試片的長度減少5 ~ 10 mm,隨著攪拌強度的增大,覆蓋能力變差。因此,在Trich-9551工藝中規定,采用陰極移動或輕微空氣攪拌的方式操作,不可以用大氣流攪拌鍍液。
3 鍍層性能
3. 1 金相檢驗
做赫爾槽試驗:黃銅試片鍍光亮鎳,再鍍Trich-9551三價鉻,5 A電流施鍍5 min。在金相顯微鏡下放大1 500倍觀察鍍鉻層,鍍層光滑,無裂紋,無孔隙。
3. 2 鹽霧試驗
取ABS塑料件鍍銅、鎳、鉻,銅層9.3 μm,鎳層11.2 μm,鉻層0.17 μm(采用Trich-9551三價鉻鍍液施鍍3 min)。按照GB/T 10125–1997《人造氣氛腐蝕試驗鹽霧試驗》進行中性鹽霧(NSS)試驗72 h,鍍層無明顯變化(未出現變色現象),滿足客戶對三價鉻鍍層的要求。
3. 3 恒定濕熱試驗
取與鹽霧試驗相同的樣件,按照GB/T 2423.3-1993《電工電子產品基本環境試驗規程 試驗 Ca:恒定濕熱試驗方法》,在溫度40 °C和相對濕度為93%的條件下試驗168 h,鍍層無可見的變化,按客戶要求合格。
3. 4 冷熱沖擊試驗
取與鹽霧試驗相同的樣件,按照 GB/T 2423.22–2002《電工電子產品環境試驗 第2部分:試驗方法 試驗 N:溫度變化》規定的冷熱沖擊試驗方法,由常溫降至-20 °C環境下保持30 min,在2 ~ 3 min內切換到71 °C環境下保持30 min,再放置于常溫下。循環測試5次,鍍層無可見的變化,符合標準要求。
3. 5 人造汗液測試
取與鹽霧試驗相同的樣件進行測試。用人造汗液將軟布浸濕,然后在2 min內用軟布摩擦鍍件表面共220次,靜置120 min后觀察,鍍鉻層無可見的變化,測試合格。
3. 6 抗化學污染測試
化學品:護手霜,防曬液,唇膏,化妝底霜,驅蟲液,烹飪油。
樣品:ABS塑料制品樣件,鍍層和厚度與鹽霧試驗樣件相同。
測試:分別將上述 6種化學品涂覆在樣品表面鍍鉻層上,在室溫下存放24 h后,用干燥的棉布擦去多余的化學品3次,然后進行如下操作。
(1) 使用干燥棉布擦拭樣品 30 s,鍍鉻層無可見的變化。
(2) 使用水浸濕的棉布擦拭樣品 30 s,鍍鉻層無可見的變化。
(3) 使用餐具洗滌劑稀釋液浸濕的棉布擦拭樣品30 s,鍍鉻層無可見的變化。
(4) 使用異丙醇浸濕的棉布擦拭樣品 30 s,鍍鉻層無可見的變化。
結論:Trich-9551三價鉻鍍層抗化學污染測試合格。
3. 7 結合力試驗
在鍍件表面用刀片割垂直交叉線數條,格距1.5 mm,割到基體材料。割完后用毛刷清除表面電鍍殘層,用3M 610膠帶粘貼,用手指趕除膠帶內的氣泡,放置5 min后快速垂直拉起膠帶,鍍層無脫落,測試合格。
4 結語
超邦公司經過不懈的努力,自主研發了Trich-9551三價鉻電鍍工藝,在提高硫酸鹽體系三價鉻電鍍裝飾鉻的速度方面取得了突破性的進展。鍍液性能穩定,操作簡便,鍍層色澤美觀,耐腐蝕性好,能夠更好地滿足廣大客戶的要求。
[1] 劉建平, 胡耀紅, 詹益騰. 三價鉻電鍍的研究與發展[J]. 表面技術, 2003, 32 (3): 5-7, 18.
[2] 屠振密, 鄭劍, 李寧, 等. 三價鉻電鍍鉻現狀及發展趨勢[J]. 表面技術, 2007, 36 (5): 59-63, 87.
[3] 胡耀紅, 劉建平, 陳力格, 等. 硫酸鹽三價鉻鍍鉻工藝[J]. 電鍍與涂飾, 2006, 25 (1): 43-45.
[4] 屠振密, 楊哲龍, 王滄海, 等. 三價鉻電鍍機理的研究──鉻層不能增厚的原因[J]. 材料保護, 1985, 18 (3): 14-16.
Rapid trivalent chromium plating process in sulfate system //
GUO Chong-wu*, LAI Jeffrey
A technology of decorative trivalent chromium plating based on sulfate bath was established. The chromium deposition rate reaches 0.055-0.075 μm/min, and is unvaried with plating time. The plating bath has advantages of high stability, simple operation, and easy maintenance. The chromium coating is smooth, crack/pore-free, and welladhered, has a thickness greater than 0.3 μm, does not tarnish after neutral salt spray test for 72 h, and can pass the steady-state damp heat test, cold-heat shock test, artificial sweat test, and chemical contamination test.
trivalent chromium plating; sulfate system; deposition rate; stability
Guangzhou Ultra Union Chemicals Ltd., Guangzhou 510460, China
TQ153.11
A
1004 – 227X (2011) 10 – 0013 – 04
2011–03–16
2011–04–25
郭崇武(1960–),吉林輝南人,學士,高級工程師,《電鍍與精飾》和《涂裝與電鍍》雜志編委,從事電鍍工藝研究工作,在國內外發表論文80余篇。
作者聯系方式:(E-mail) chongwu.guo@ultro-union.com。
[ 編輯:溫靖邦 ]
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
