陶瓷絲網印刷品的色彩變換
2011-11-20 06:22:40編譯趙晨飛
網印工業 2011年5期
關鍵詞:色彩
編譯 | 趙晨飛
陶瓷絲網印刷品的色彩變換
編譯 | 趙晨飛
陶瓷和玻璃制品通常使用絲網印刷的方式進行圖案的裝飾,轉印后再進行烘烤。對產品質量的要求越高,則在印刷過程中的誤差要求越低。但是,為了實現產品質量的穩定和一致性的目標,生產商需要知道在絲網印刷過程中必須嚴格控制哪些參數和這些參數的調整范圍。因此,我們在此描述一些緊密相關的工藝參數及其對印刷再現能力和產品質量的影響。
最重要的客觀評價質量的標準是色彩值的比較。因此,需要確定了承印物前后顏色的變化、不同批次印品的色彩的變換以及原稿和成品之間的色彩變換。所有顏色測量可使用傳統的光譜光度計(型號Spectroeye Gretag Macbeth)。色差是通過最簡單CIE Lab的色彩空間,根據公式進行計算的。盡管這一基本公式經過多次演變得以改進,它仍然是最常見的計算方法。

色彩的變化
色差主要通過其人眼的視覺來判斷。以下色彩變換的分類是在1995年海德堡公司(Farbe &Qualitat Heidelberger Druckmaschinen AG)的一本宣傳冊中描述的。
0<△E*<1通常指不可見的差異;
1<△E*<2表示小的差異,只有受過訓練的眼睛才可見;
2<△E*<3.5是指中度差異,未經訓練的眼睛即可見;
3.5<△E*<5表示清晰可見的差異;
△E*>5是指特別明顯的差異。
在與絲印相關的眾多參數中,人們認為最重要的是刮墨速度、刮印角度和刮印壓力。這里將其對印刷再現能力和色彩變化的影響作了如下研究。
刮印速度的影響
在一個測試程序中,將6個完全一致的原稿在不確定的時間內進行重復印刷,時間為幾天到幾周不等(總共為65天)。其中固定的印刷參數和其它所有的印刷試驗都要仔細記錄。

對于每個原稿,印刷速度和油墨流化速度按7個等級變化:40、45、50、55、60、65和70cm/s。將7個印刷結果進行比較,第一個測試系列用來作為其他的顏色測量的參考(類似于印刷樣張)。印刷的圖像是由8個色塊組成的測試圖樣,使用測量區域將不同印品之間的顏色進行比較。機速=40cm/s時,最小色差是=0.72;機速=60cm/s時,最高色差=2.27;色差的算術平均值是=1.5。研究顯示,刮印速度對顏色變化的影響相對較小。隨著原稿的數量增加,有微小的升高趨勢。
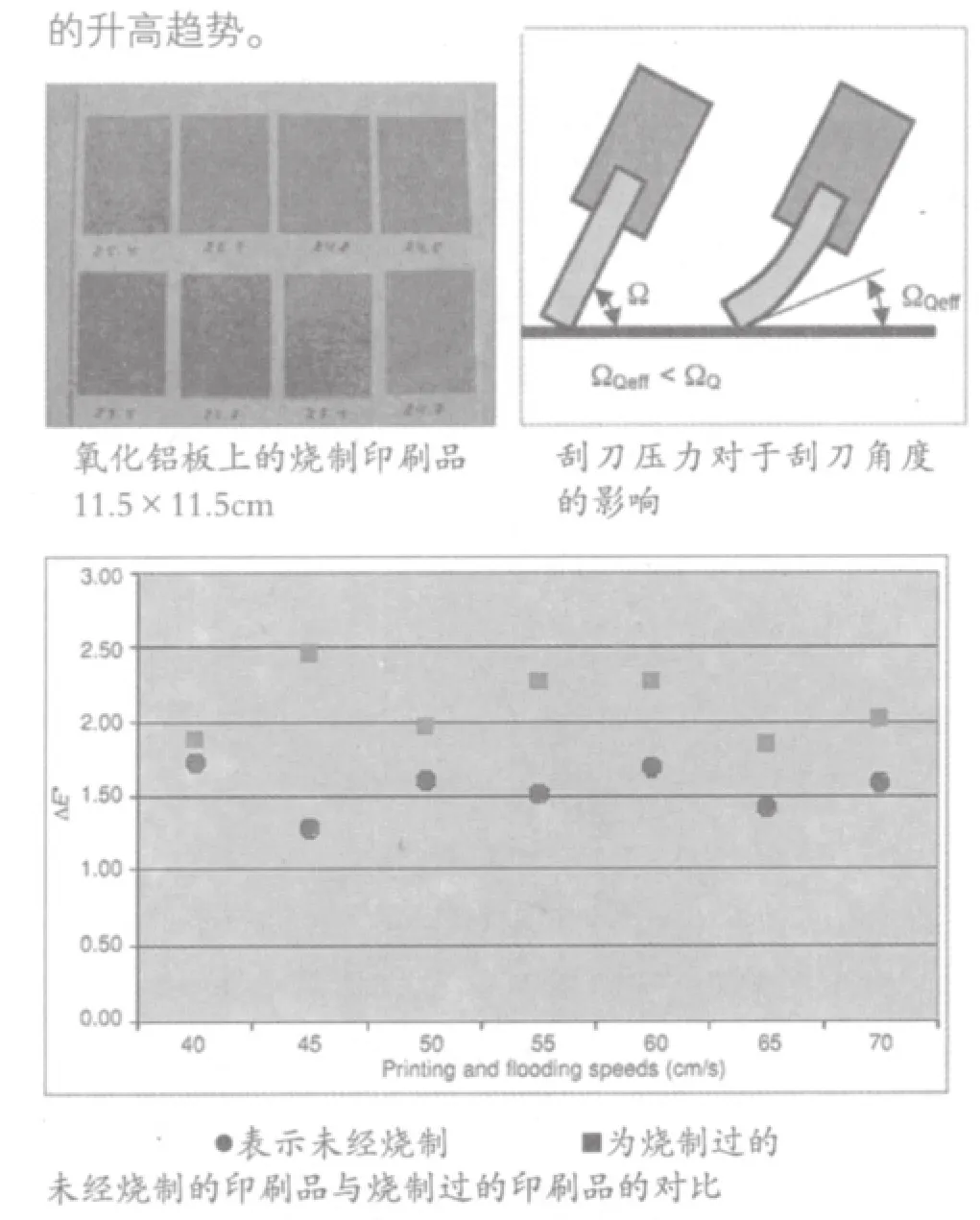
烘烤后的印刷再現能力
完成陶瓷印刷之后,將陶瓷材料上的圖案進行烘烤,其顏色與烘烤前有很大變化。這個測試的目的是評估燒制后顏色的變化。在此使用氧化鋁板作為其他陶瓷板的參考。這種材料有很好的色彩一致性和良好的平整度。
為了研究顏色變化,將印品在820℃的電窯內進行烘烤。機器速度=45cm/s時,最小色差=0.65;機器速度=50cm/s時,最大色差=3.4;顏色變化的算術平均值=2.1。正如所料,觀察到的燒制印品顏色變化的算術平均值(2.1)比未燒制印品的(1.5)高一點。燒制過程對外觀顏色有著不可預見的影響。而印品無法確定顏色可能偏向哪個方向,盡量減少最終產品顏色變化的唯一方法就是維持印刷過程的穩定性。
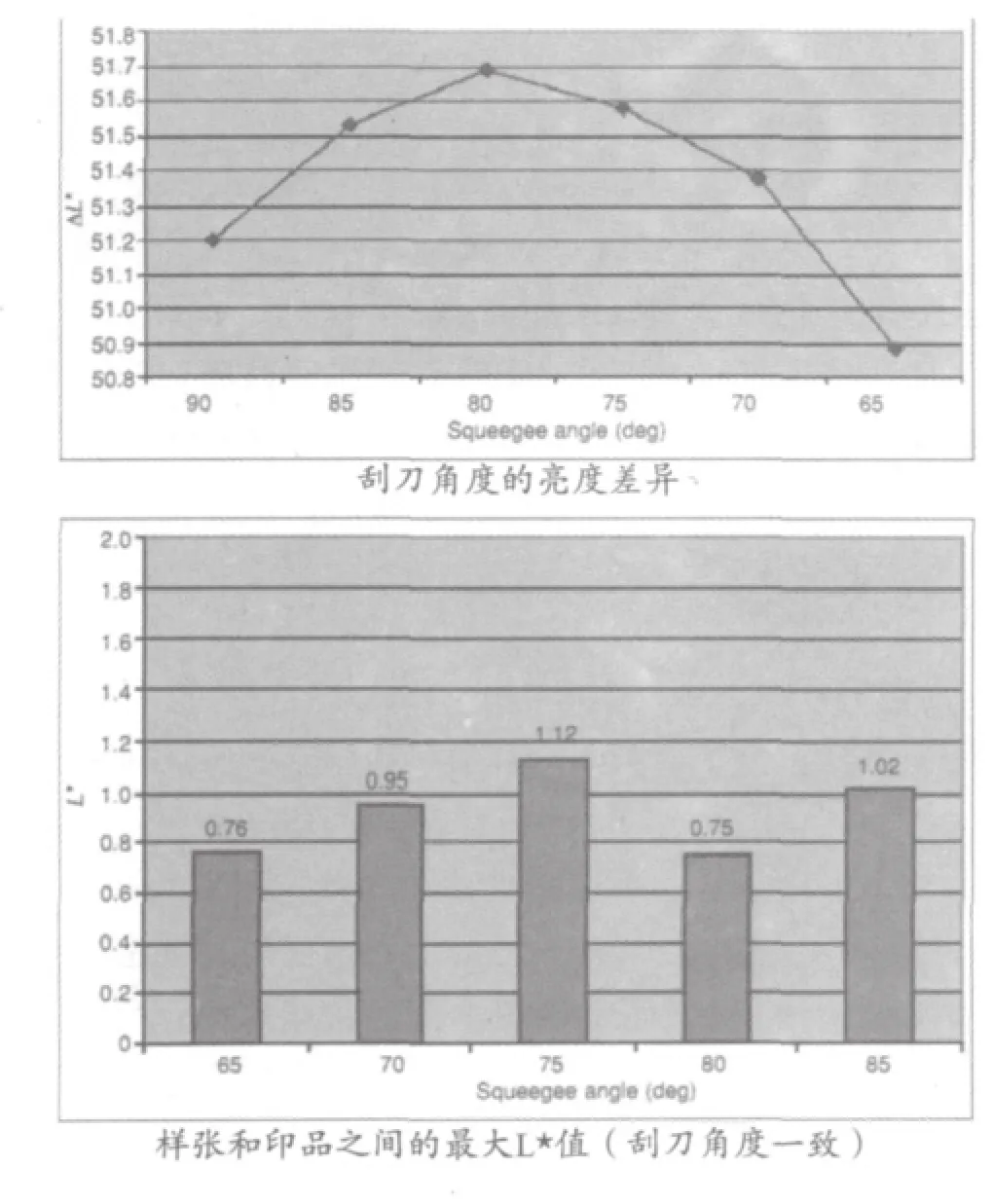
刮印角度
最適宜的刮刀角度是75~80°。更小的刮刀角度會對刮刀刀片的靈活度產生不良影響,同時會使油墨量更少。角度低于這個范圍時,通常有太多積墨,造成油墨在網版下流動。刮刀角度受刮刀壓力的影響,壓力越大,橡皮變形越嚴重,而且有效的刮刀角度變得比未變形的橡皮少。關于刮刀角度的一個重要問題——它對印品的再現能力是否有影響。針對這項調查,印刷了兩個相同印品,每個有5個不同的刮刀角度可以調節:65°、70°、75°、80°和85°。在這次測試中,不同的設置之間有一些細微的差別。印刷前后色差值僅有從0.75~1.12°的微小變化。由此得出的結論是,印刷刮刀的角度在65~85°范圍內的色彩變換不大,反映了印刷過程中的正常的信號干擾。
刮刀角度的變化
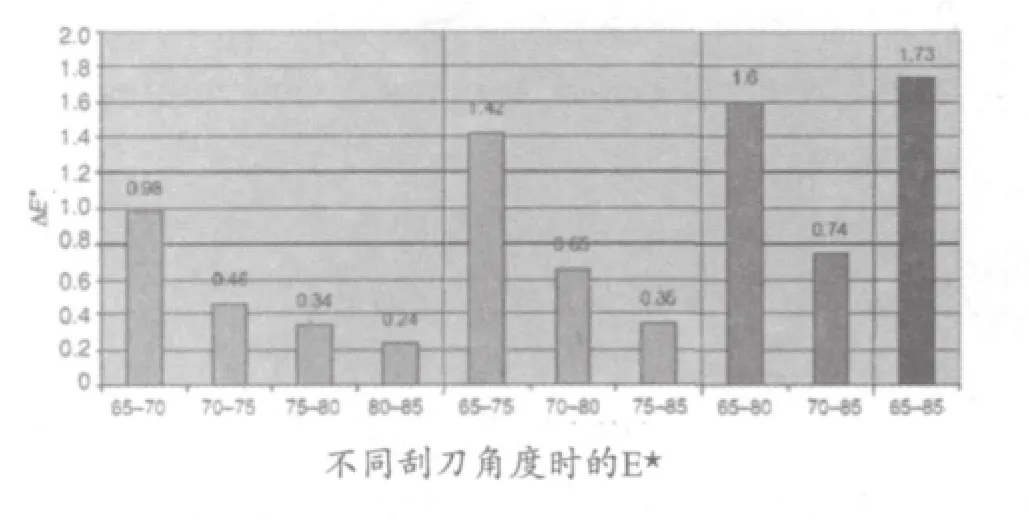
將不同刮刀角度引起的顏色變化進行對比,5種不同的角度導致10個可以確定顏色變化的組合。
角度差為5°時,65~70°,70~75°,75~80°,80~85°,形成一個藍色條形序列;
角度差為10°時,65~75°,70~80°,75~85°,形成一個橙色條形序列;
角度差為15°時,65~80°,70~85°,形成一個綠色條形序列;
角度差為20°時,65~85°,形成另外一個藍色條形序列。
盡管色差的變化值均在小范圍內變化(只對經過專門訓練過的眼睛感覺明顯),它證實了上述假設——刮刀角度對印品色彩的厚度有影響。繪制亮度與刮刀角度的坐標圖后,這一點能夠得到更好的解釋。
顏色變化隨刮刀角度的增大而減小。這意味著,在更小的刮刀角度下,造成的偏差不太明顯。
刮刀壓力的變化
為了評估刮刀壓力對于色差的影響,進行了另外一項測試,使刮刀壓力(機器調節)從3bar到6bar(1bar=105Pa),安裝在刮刀上的氣筒活塞可調節機器的氣壓。通過刮板長度(25cm)和機器活塞的使用機理,我們可以計算出更普遍的刮刀在線壓力值,單位為N/cm。
在此機器有三個活塞。根據制造商提供的數據,機器調節為3bar時,在線壓力為21.6N/cm,這似乎是一個較高的數值,無論如何,所選擇使用的設置要實現印品的良好的視覺感受。由于使用的油墨特殊,所以,陶瓷印刷的刮刀壓力往往高于平面造型藝術印刷中的刮刀壓力。
一般情況下,較大的刮刀壓力對于印刷圖案有不好的影響。因為套準精度不同,模板的耐用性也會降低。刮刀壓力對于刮板角度也有影響,刀片的硬度非常重要,較低的刮刀壓力不會有效的防止絲網斷裂。
將由于刮刀壓力的變化引起的色彩變化進行測量并記錄。刮刀壓力變化為:3~4bar,3~5bar,3~6bar。
刮刀壓力對印刷結果有著不可忽視的影響,測量得到的色彩數值取決于刮刀壓力的不同調節。隨著壓力的增長,亮度減弱,色彩在a*軸上偏轉向紅色,在b*軸上偏轉向黃色。無論如何,調節至最大壓力時,結果剛好相反。對此,可能的解釋就是,它超過了橡膠的最大承受點。
刀片情況
在印刷試驗過程中,刮刀的磨損對于印刷結果也有著不可忽視的影響。經過一些印刷之后,很容易看到刮刀橫截面邊緣的磨損和裂縫。
在陶瓷印刷中,使用顏料可以提高硬度,與傳統的圖文印刷相比,這樣會引起刮刀橡膠更大的損耗。因此,生產高質量的產品需要對刮刀邊緣進行有規律的控制,并且隨時備用可替代的刮刀。

猜你喜歡
百科知識(2022年5期)2022-04-04 13:23:39
百科知識(2022年4期)2022-02-19 18:50:47
科普童話·學霸日記(2021年3期)2021-09-05 16:56:51
少兒美術(2021年1期)2021-04-26 14:22:08
活力(2019年17期)2019-11-26 00:42:34
小天使·一年級語數英綜合(2018年11期)2018-11-23 09:47:26
小資CHIC!ELEGANCE(2018年24期)2018-08-13 03:31:56
小學生學習指導(低年級)(2018年4期)2018-03-12 06:14:38
軍事文摘·科學少年(2017年1期)2017-04-26 18:30:13
環球人物(2016年9期)2016-04-20 03:03:30
