電弧噴涂技術在橋梁建設中的應用
2011-11-15 10:24:28王會陽李承宇晁兵倪雅李萍劉國彬
電鍍與涂飾 2011年9期
王會陽 *,李承宇,晁兵,倪雅,李萍,劉國彬
(1.中國礦業大學材料科學與工程學院,江蘇 徐州 221116;2.江蘇中礦大正表面工程技術有限公司,江蘇 徐州 221008)
電弧噴涂技術在橋梁建設中的應用
王會陽1,*,李承宇1,晁兵2,倪雅2,李萍2,劉國彬2
(1.中國礦業大學材料科學與工程學院,江蘇 徐州 221116;2.江蘇中礦大正表面工程技術有限公司,江蘇 徐州 221008)
介紹了電弧噴涂技術的原理、特點及在國內外橋梁建設防腐中的應用,敘述了電弧噴涂技術的施工工藝,并展望了電弧噴涂技術的發展前景。
電弧噴涂;橋梁;防腐;應用;前景
1 前言
橋梁鋼結構長期暴露在戶外環境中,經受風吹雨淋日曬,江河湖海水氣的蒸發冷凝,對鋼結構形成比一般大氣更潮濕、更惡劣的腐蝕環境,而在沿海地區的跨海橋梁,更遭受含鹽潮濕海風的強烈腐蝕,因此只有選擇合適的腐蝕防護方法,同時進行嚴格的施工質量控制,才能保證橋梁鋼結構的長效防護,確保橋梁的長壽命運行[1-2]。維護壽命 20年以上的鋼結構橋梁,各國標準規范都推薦使用電弧噴涂技術。電弧噴涂是20世紀80年代再次興起的表面處理技術,經濟節能、效率高、污染小,應用領域日益廣泛,受到愈來愈多工業部門的重視,成為目前熱噴涂技術中最有前途的技術之一[3],而電弧噴涂技術作為鋼結構橋梁的一種腐蝕防護手段,以其優異的防護效果也逐漸得到人們的認可和肯定[4-6]。
2 電弧噴涂技術的原理和特點
2. 1 原理
電弧噴涂是利用燃燒于兩根連續送進的被噴涂金屬線材之間的電弧作為熱源來使金屬線材熔化,用高速氣流把熔化的金屬霧化成微粒,并使霧化金屬粒子加速,霧化粒子射流高速沉積到工件表面形成涂層的技術[7]。電弧噴涂時,兩根金屬線材相交成一定的角度(通常為25° ~ 45°)并連續送進,分別接通電源的正負兩極;兩根線材的端部在短接的瞬間因接觸而產生電弧;在電源的作用下,電弧保持穩定燃燒;在電弧發生點的背后,經霧化噴嘴加速后的高速氣流使熔化的熔滴脫離線材并霧化為粒子,在高速氣流的作用下噴射到經過預處理的基材表面形成涂層[7-8]。
2. 2 特點
鋅、鋁及其合金噴涂層是最常用的鋼結構防腐蝕涂層,電弧噴涂工藝是這類防腐涂層大面積涂裝施工的最經濟和最高效的熱噴涂方法。電弧噴涂技術是新興的表面工程學科中熱噴涂技術的重要分支,與其他熱噴涂技術相比具有防腐壽命長、與基體結合力高、涂層質量好、可修復性強、適應性好、操作靈活、不受工件尺寸限制、既可手工噴涂也可實現機械化施工、對環境條件要求低等眾多特點[7,9-14]。
基于以上特點,電弧噴涂技術已經成為一種極為廣泛應用的表面工程技術,隨著電弧噴涂設備、工藝和材料的發展,電弧噴涂技術的應用范圍將進一步擴大,不僅可取代普通火焰噴涂,甚至可以部分取代等離子噴涂和超音速火焰噴涂。
3 電弧噴涂技術在橋梁建設中的應用
目前針對鋼結構橋梁長效防腐涂層配套系統主要是重防腐蝕涂料涂層體系和電弧噴涂復合涂層體系兩種,在國內外橋梁上均有大量應用實例。從科學研究成果、工程應用效果以及國內外標準規范的要求來看,為保證鋼結構橋梁使用的長壽命,國內外對大型橋梁工程鋼結構長效防腐方法更趨向于采用電弧噴涂技術。
3. 1 電弧噴涂技術在國外橋梁建設中的應用
電弧噴涂長效防腐技術在鋼鐵橋梁上成功應用已成為世界典范。20世紀50年代以后北美及歐洲建造的橫跨大江、大河和跨越海峽的鋼橋大多采用熱噴涂防腐蝕,均取得25年以上的長效防腐蝕效果[9]。美國俄亥俄州、伊利諾伊州、北興羅那州、印第安納州、康涅狄格州等大橋管理部門經過應用調查得出結論:電弧噴涂是最長久的防腐蝕方法,至少可以獲得50年以上防腐蝕效果[15]。美國聯邦公路管理局(FHWA)對鋼橋梁的防腐蝕方法進行了長期的研究,其研究報告──FHWA/IN/JTRP-98/21《美國鋼橋保護政策》認為,噴涂鋅、鋁或鋅鋁合金涂層外加封閉涂層的復合涂層可以最長久有效地保護橋梁鋼結構[7,9]。數十年來,美國已有上百座鋼橋采用金屬噴涂防腐蝕技術[7]。表1列出了電弧噴涂技術應用在國外橋梁中的部分實例[7,9,15]。

表1 電弧噴涂技術在國外橋梁建設中的應用(部分實例)Table 1 Application of arc spraying technology to bridge construction abroad (some examples)
3. 2 電弧噴涂技術在國內橋梁建設中的應用
1965年,南京長江大橋下層鐵路枕木下面的主梁“上蓋板”采用了噴鋅涂層外加 6層耐磨涂料的防護工藝,這是我國第一次嘗試對大型橋梁的部分鋼結構進行金屬噴涂防腐蝕處理[9]。近年來,電弧噴涂長效防腐技術在我國的鋼橋梁上獲得成功的推廣應用。到目前為止,我國應用電弧噴涂長效防腐技術所完成的鋼橋梁已有百余座,表2列出了電弧噴涂技術應用在國內橋梁中的部分實例[9]。
電弧噴涂純Al或Zn涂層都能為陸地和海洋環境鋼結構提供長效防腐,這些涂層系統適當封孔或刷漆后能極大地減少維修量,應用十分廣泛。較厚的金屬涂層和封閉層能延長涂層使用壽命,可以提高涂層在惡劣環境下的耐腐蝕性能。電弧噴涂長效防腐涂層可以達到以下效果:20年內不需要任何維護,40年內只需很小的維護[9]。鋼橋梁采用電弧噴涂長效防腐技術將獲得長達30 ~ 50年以上的使用壽命,如果表面的有機涂層能得到良好的維護,則該復合涂層甚至可以獲得更長的使用壽命,這將節約大量橋梁維護費用,減少油漆防腐維護所帶來的環境污染,確保鋼橋梁的耐久性和安全性,因此將產生巨大的經濟效益和社會效益[15-16]。
4 電弧噴涂技術施工工藝
電弧噴涂技術施工一般分5個流程:表面預處理─噴砂處理─電弧噴涂─封孔─涂層質量檢測[7-8]。
4. 1 表面預處理
基體金屬表面預處理狀況決定著防腐涂層與基體的結合性能,對防腐涂層的使用壽命具有決定性影響。首先利用工具清除鋼鐵表面污物,并用有機溶劑或金屬清洗劑清洗鋼結構表面的油污。對鋼結構外表面上的刺屑、焊渣、飛濺物、氧化皮鐵銹以及其他雜物要徹底清除干凈并保持鋼結構外表面干燥,達到噴砂的要求,具體技術參數參照GB/T 11373–1989《熱噴涂金屬件表面預處理通則》。
4. 2 噴砂處理
進行噴砂除銹施工時,基體的溫度至少高于大氣露點3 °C。磨料采用棱角鑄鋼砂,粒度0.5 ~ 1.5 mm,表面必須清潔、干燥、無油污、無可溶性鹽類等。采用壓力式噴砂機對鋼結構外表面進行噴砂除銹,除去表面全部銹蝕產物和焊渣等濺射物,表面清潔度達到Sa2.5或Sa3級、粗糙度Rz25 ~ 100 μm。對構件的焊縫處因焊接而硬度增大,在除銹時應予以特別注意。
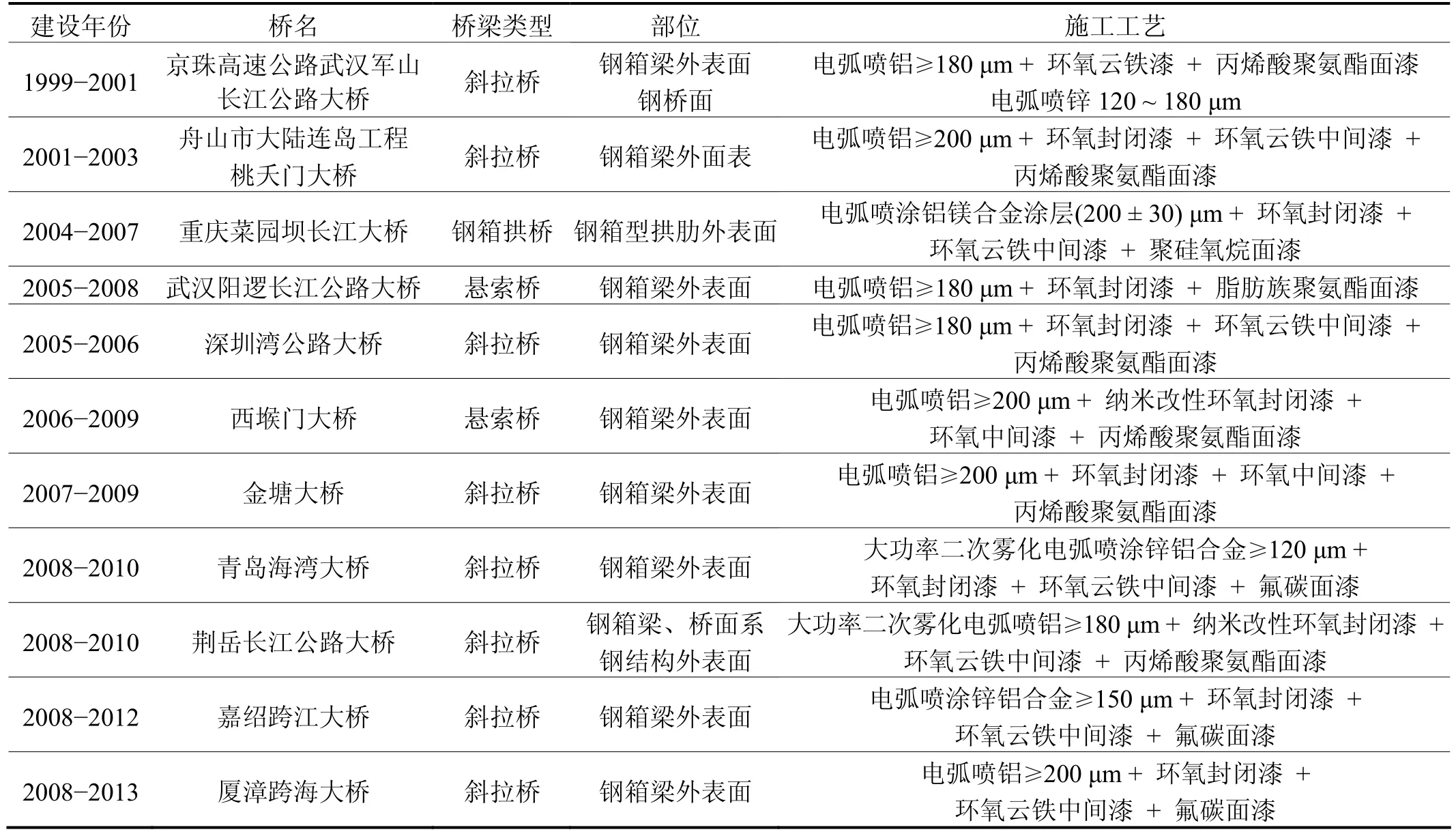
表2 電弧噴涂技術在國內橋梁建設中的應用(部分實例)Table 2 Application of arc spraying technology to bridge construction in China (some examples)
噴砂的工藝參數[7]如下:

經噴砂除銹后的鋼結構表面用目視法檢驗,與預先制作好的標準樣塊進行對比,按照GB/T 8923–1988《涂裝前鋼材表面銹蝕等級和除銹等級》和 GB/T 11373–1989進行。
4. 3 電弧噴涂
使用電弧噴涂設備對噴砂合格的表面進行電弧噴涂,對于面積大且平整的鋼箱梁底面等部位,推薦使用機械化工裝和大功率二次霧化電弧噴涂設備進行電弧噴涂,其他部位采用手持二次霧化電弧噴涂設備進行電弧噴涂。電弧噴涂的工藝參數[7]如下:

注:相鄰噴涂區應有1/3寬度重疊。
4. 3. 1 環境要求
當待噴涂工件表面處在凝露狀態下時,不能進行噴涂。待噴涂工件表面的溫度應保持在比露點溫度高3 °C以上、環境相對濕度小于85%才能進行噴涂。噴砂后應在4 h內進行電弧噴涂工作。相對濕度增大時,應進一步縮短噴砂和電弧噴涂的時間間隔。
4. 3. 2 原材料要求
電弧噴涂用鋁絲依據GB/T 3190–2008《變形鋁及鋁合金化學成分》進行檢驗,鋁絲純度應達到 GB/T 9793–1997《金屬和其他無機覆蓋層 熱噴涂 鋅、鋁及其合金》規定的99.5%以上;電弧噴涂用鋅絲依據GB/T 470–2008《鋅錠》進行檢驗,鋅絲純度應達到 GB/T 9793–1997規定的99.99%以上;電弧噴涂用鋅鋁合金絲依據GB/T 12608–2003《熱噴涂 火焰和電弧噴涂用線材、棒材和芯材 分類和供貨技術條件》進行檢驗,鋅鋁合金絲成分應達到GB/T 9793–1997規定的典型鋅鋁合金85%Zn–15%Al要求。所有絲材應表面光滑,無氧化,無油脂和其他污垢,不允許有較嚴重的表面缺陷,線材盤繞不允許有折彎和嚴重扭彎。
4. 4 封孔
由于電弧噴涂是采用電弧將合金絲材熔化后,將霧化后的合金絲材以極高的速度附著在工作表面,因此熔化后的合金絲材仍是顆粒狀態,它們之間仍有一定的空隙。當涂層暴露于大氣、蒸汽、工業氣氛、化學活性物質、腐蝕氣體及高溫環境中時,孔隙引入腐蝕元素使涂層與基體發生化學或電化學侵蝕,導致涂層失效,在這種情況下,必須對涂層進行封孔,從而使涂層能夠達到更好的防磨、防腐效果,提高表面光潔度。
封閉處理前,電弧噴涂涂層表面不得有污染或水氣,如不符合要求,應進行表面清理,直到符合要求才能進行封閉涂裝。施工應在露點溫度3 °C以上、相對濕度 85%以下進行,雨天應停止封閉涂裝作業。封閉應在通風良好的環境下施工,風速超過10 m/s時應停止噴漆作業或采取適當措施,比如使用防雨布遮擋等辦法,減少刮風對噴漆的影響后再進行噴漆作業。
4. 5 涂層質量檢測
4. 5. 1 外觀
電弧噴涂層外觀應均勻、致密,無漏噴和附著不牢的涂層,無大熔融顆粒黏附,可采用目視法檢驗。
4. 5. 2 厚度
使用磁性測厚儀用“十點法”測量電弧噴涂層厚度,按GB/T 9793–1997和GB 11374–1989《熱噴涂涂層厚度的無損測量方法》進行。
4. 5. 3 結合力
電弧噴涂層的結合力決定了涂層能否長久有效地為鋼鐵提供耐腐蝕保護。如果涂層結合不牢,無論多么耐腐蝕的涂層,都將失去意義。因此,電弧噴涂層與鋼鐵基體結合力應是第一類質量控制指標。鋁涂層結合力的檢測都是破壞性的,通常的檢測方法有定量測量法和定性測量法。定量測量法一般用于施工工藝評定和相應試驗,按照GB/T 8642–2002《熱噴涂 抗拉結合強度的測定》執行;定性測量法一般用于現場施工時檢測涂層結合力,按照GB/T 9793–1997進行。
5 展望
(1) 電弧噴涂作為20世紀80年代再興的技術,以其靈活、突出的經濟特性及涂層性能取得了巨大的經濟效益。隨著市場經濟發展,經濟效益成為經濟生活中的主要目標,電弧噴涂會在長期內比其他熱噴涂技術更適合我國的國情。目前國內電弧噴涂技術日趨成熟,正處于大量應用的階段。
(2) 電弧噴涂技術的發展主要圍繞理論研究、噴涂新材料的開發和電弧噴涂新技術的應用等方面,其中理論研究主要集中在噴涂過程、涂層性能、涂層熱應力等方面[17-18]。為適應不同環境下的腐蝕防護、耐磨、耐高溫等性能要求,開發新型噴涂絲材也是擁有良好發展前景和活力的方向,同時也拓寬了電弧噴涂技術的應用領域[18-20]。近年來,隨著傳統電弧噴涂技術的不斷完善,又涌現出了許多電弧噴涂新技術,如高速電弧噴涂[13,20]、高速脈沖電弧噴涂、復合電弧噴涂、保護氣氛電弧噴涂、真空電弧噴涂、等離子轉移電弧噴涂及單絲電弧噴涂。這些電弧噴涂新技術的出現,提高了噴涂的效率,改善了電弧噴涂涂層的質量,進一步拓寬了電弧噴涂的應用領域。
[1] 王軍, 付強, 閆雪峰. 我國跨海大橋鋼結構防腐保護與涂裝[J]. 現代涂料與涂裝, 2008, 11 (10): 37-41.
[2] YI C-L, AN Y-Q, SHEN Y-T, et al. Recent ten years applications of arcspraying technology for corrosion protection of steel bridges in China [C] // Beijing: The 16th International Corrosion Conference, 2005: P-18-C-67.
[3] 徐濱士, 李長久. 熱噴涂技術的應用與發展[C] // 第八次全國焊接會議. 北京: 機械工程學會焊接學會, 1997: 151-153.
[4] 曾榮昌. 橋梁的腐蝕與防護[J]. 材料保護, 2000, 33 (10): 38-40.
[5] KURODA S, TAKEMOTO M. Ten year interim report of thermal sprayed Zn, Al and Zn–Al coatings exposed to marine corrosion by Japan Association of Corrosion Control [C] // Thermal Spray 2000: Surface Engineering via Applied Research. [S.l.]: ASM International, 2000: 1017-1024.
[6] BERNECKI T F. Thermal Spray Research and Applications: Proceedings of the 3rd National Thermal Spray Conference [C]. [S.l.]: ASM International, 1991: 113-118.
[7] 易春龍. 電弧噴涂技術[M]. 北京: 化學工業出版社, 2006.
[8] 徐濱士. 發展優質高效表面工程新技術──電弧噴涂技術,現代機械維修[M]. 北京: 中國鐵道出版社, 1993.
[9] 安云岐, 易春龍. 鋼橋梁腐蝕防護與施工[M]. 北京: 人民交通出版社, 2010.
[10] 王有喜, 張勇, 張春明, 等. 電弧噴涂技術的發展及應用[J]. 農業裝備與車輛工程, 2010 (3): 26-29.
[11] 許思勇, 李暉云, 張永俐. 電弧噴涂技術的發展及應用[J]. 云南冶金, 2002, 31 (3): 138-141, 157.
[12] 杜小紅. 電弧噴涂技術在中國的發展和應用[J]. 表面技術, 2000, 29 (5): 21-23.
[13] 渠彬, 朱世根, 顧偉生, 等. 電弧噴涂技術及進展[J]. 機械設計與制造, 2004 (6): 86-88.
[14] 張亞梅, 李午申, 馮靈芝, 等. 電弧噴涂技術的現狀與發展[J]. 焊接, 2003 (10): 5-8.
[15] 張忠禮, 徐靜安. 鋼結構熱噴涂防腐蝕技術[M]. 北京: 化學工業出版社, 2004.
[16] 徐濱士, 馬世寧. 優質、高效電弧噴涂技術的應用和發展[J]. 表面工程, 1996, 9 (4): 7-14.
[17] 溫瑾林, 劉愛華, 耿維生. 電弧噴涂技術展望[J]. 電刷鍍技術, 2000 (4): 7-13.
[18] WANG Z-P, ZHU S, XU B-S, et al. Applications of the latest thermal spraying technology in China [C] // Proceedings of International Thermal Spraying Conference. 1995, 133-136.
[19] XU B-S, MA S-N, WANG J-J, et al. A study on the arc spraying of 7Cr13 cored wire and tribological properties of the composite coating [C] // Proceedings of the 15th International Thermal Spray Conference. [S.l.]: ASM International, 1998: 207-210.
[20] 徐濱士, 馬世寧, 劉世參, 等. 電弧噴涂技術在防腐工程中的應用及進展[J]. 裝甲兵工程學院學報, 1999, 13 (1): 1-5.
Application of arc spraying technology to bridge construction //
WANG Hui-yang*, LI Cheng-yu, CHAO Bing, NI Ya, LI Ping, LIU Guo-Bin
The principle, characteristics and application of arc spraying technology in bridge construction at home and abroad were introduced. The construction technology of arc spraying was described. The prospect of arc spraying technology was forecasted.
arc spraying; bridge; anticorrosion; application; prospect
School of Materials Science and Technology, China University of Mining and Technology, Xuzhou 221116, China
TG174; TQ639
B
1004 – 227X (2011) 09 – 0074 – 04
2011–06–11
2011–06–23
王會陽(1987–),男,山東濟寧人,在讀碩士研究生,主要從事金屬、非金屬加工及表面工程技術方向的研究。
作者聯系方式:(E-mail) wanghuiyang123321@126.com。
[ 編輯:吳杰 ]
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
湖南教育·A版(2019年4期)2019-05-10 03:31:44
小學生學習指導(低年級)(2019年4期)2019-04-22 03:28:24
中國公路(2017年15期)2017-10-16 01:31:54
中國公路(2017年11期)2017-07-31 17:56:30
中國公路(2017年10期)2017-07-21 14:02:37
山東工業技術(2016年15期)2016-12-01 05:31:04
