攪拌頭及工藝參數(shù)對(duì)厚板7050鋁合金攪拌摩擦焊成形的影響
2011-11-14 08:04:04羅賢道李文亞李京龍
電焊機(jī) 2011年5期
羅賢道,李文亞,余 敏,陳 亮,李京龍
(西北工業(yè)大學(xué) 摩擦焊接陜西省重點(diǎn)實(shí)驗(yàn)室,陜西 西安 710072)
攪拌頭及工藝參數(shù)對(duì)厚板7050鋁合金攪拌摩擦焊成形的影響
羅賢道,李文亞,余 敏,陳 亮,李京龍
(西北工業(yè)大學(xué) 摩擦焊接陜西省重點(diǎn)實(shí)驗(yàn)室,陜西 西安 710072)
探索了攪拌頭及工藝參數(shù)對(duì)7050鋁合金攪拌摩擦焊接焊縫成形的影響。試驗(yàn)結(jié)果表明:攪拌頭設(shè)計(jì)不合理及工藝參數(shù)選取不當(dāng)都將導(dǎo)致焊縫成形不良。軸肩尺寸過(guò)大是導(dǎo)致焊縫出現(xiàn)隧道型孔洞的主要原因。工藝規(guī)范過(guò)強(qiáng)時(shí),焊縫易產(chǎn)生飛邊和隧道型孔洞等缺陷。在本試驗(yàn)條件下,采用Ⅲ號(hào)攪拌頭、旋轉(zhuǎn)速度300 r/min和焊接速度95 mm/min時(shí)能獲得成形良好的焊縫。
攪拌摩擦焊;7050鋁合金;攪拌頭;工藝參數(shù);焊縫表面形貌
0 前言
7050鋁合金為Al-Zn-Mg-Cu系高強(qiáng)變形鋁合金,具有較高的結(jié)構(gòu)強(qiáng)度、斷裂韌性及良好的疲勞強(qiáng)度和抗應(yīng)力腐蝕等綜合性能,是目前航空、航天領(lǐng)域廣泛采用的輕型結(jié)構(gòu)材料,主要用于飛機(jī)結(jié)構(gòu)件中板、擠壓件、手鍛或模鍛件等[1]。然而,由于該鋁合金導(dǎo)熱性好、流動(dòng)性差,采用傳統(tǒng)弧焊時(shí)焊縫易產(chǎn)生氣孔、裂紋、咬邊等缺陷,嚴(yán)重影響了7050鋁合金構(gòu)件性能及其應(yīng)用[2]。攪拌摩擦焊(Friction Stir Welding:FSW)作為一種新型的固態(tài)連接技術(shù),自1991年由英國(guó)焊接研究所研究成功以來(lái)在鋁合金焊接方面取得諸多成就,備受關(guān)注。FSW鋁合金克服了傳統(tǒng)熔焊的缺陷(飛濺、煙塵、弧光等),其接頭組織致密,綜合性能良好[3]。
雖然FSW特別適合鋁合金的焊接,但是攪拌頭及工藝參數(shù)選取不當(dāng)都會(huì)使焊縫產(chǎn)生缺陷。李兵等人[4]采用帶螺紋和無(wú)螺紋的攪拌頭及一系列的工藝參數(shù)對(duì)FSW 2A12鋁合金焊縫孔洞和溝槽缺陷進(jìn)行了分析。在其試驗(yàn)條件下,帶螺紋的攪拌頭采用在適當(dāng)?shù)臄嚢桀^轉(zhuǎn)速和焊接速度時(shí)能消除孔洞和溝槽。王延等人[5]采用帶螺紋的攪拌頭對(duì)FSW 7050-T7451鋁合金出現(xiàn)的焊縫缺陷進(jìn)行了歸納,焊縫缺陷除了孔洞和溝槽外,未焊合為其試驗(yàn)條件下的主要缺陷,對(duì)焊縫力學(xué)性能有較大影響。Chen等人[6]對(duì)FSW 5456鋁合金所產(chǎn)生的隧道孔洞、吻接線及S線進(jìn)行了研究,試驗(yàn)結(jié)果表明,隧道孔洞和吻接線是由于工具傾斜角選擇不合理所致,S線是由于氧化物被攪拌針帶入焊核區(qū)所形成。Kim等人[7]對(duì)FSW焊縫缺陷進(jìn)行了分析,認(rèn)為焊縫缺陷產(chǎn)生的原因分為產(chǎn)熱不足或過(guò)量、攪拌不充分兩大類(lèi)。
攪拌頭是焊接的核心部件,它的好壞決定了接頭的質(zhì)量、可焊板厚以及焊接時(shí)所能采用的工藝參數(shù)范圍。實(shí)際焊接過(guò)程中攪拌頭與焊接工藝參數(shù)的共同作用形成了焊接過(guò)程的不同熱力條件。在此初步研究了攪拌頭及工藝參數(shù)的選取對(duì)FSW 7050鋁合金焊縫成形的影響。
1 實(shí)驗(yàn)材料及方法
1.1 實(shí)驗(yàn)材料
實(shí)驗(yàn)材料為10 mm厚的7050鋁合金,標(biāo)稱(chēng)化學(xué)成分見(jiàn)表1。其金相組織如圖1所示,7050鋁合金晶粒比較粗大,晶粒尺寸約為0.2 mm,主要強(qiáng)化相為η(MgZn2)、T(Al2Mg3Zn3)和S(Al2CuMg)相。

表1 7050鋁合金化學(xué)成分Tab.1 Chemical composition of 7050 %
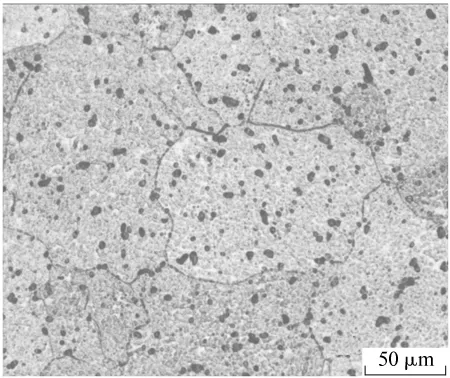
圖1 7050鋁合金母材組織Fig.1 Micrograph of 7050 base metal
1.2 攪拌頭設(shè)計(jì)
攪拌頭的設(shè)計(jì)是FSW技術(shù)的關(guān)鍵,它的設(shè)計(jì)是否合理直接影響到摩擦熱源的產(chǎn)生、塑性金屬的流動(dòng),決定了攪拌摩擦焊接頭的機(jī)械性能,對(duì)于攪拌摩擦焊能否在更大范圍內(nèi)的應(yīng)用有著決定性的作用[9]。試驗(yàn)初步采用1Cr18Ni9Ti不銹鋼作為攪拌頭材料。根據(jù)文獻(xiàn)[4](攪拌針直徑為工件厚度的0.9~1.1倍,攪拌頭的肩部直徑與焊針直徑之比為3:1)設(shè)計(jì)了攪拌頭Ⅰ,并在此基礎(chǔ)上改進(jìn)設(shè)計(jì)了攪拌頭Ⅱ和攪拌頭Ⅲ,詳細(xì)尺寸見(jiàn)表2,攪拌頭形狀如圖2所示。
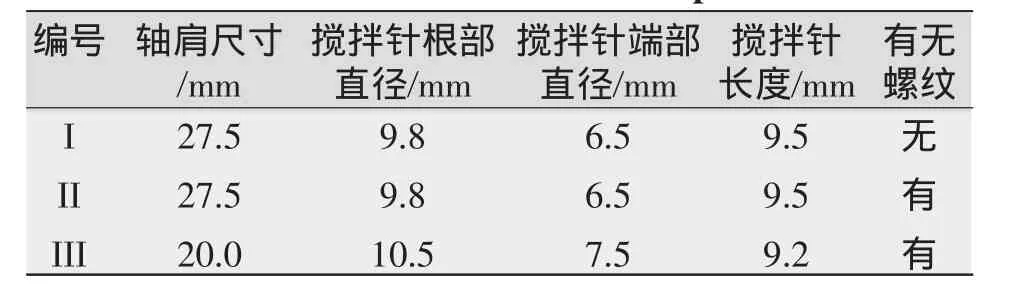
表2 攪拌頭尺寸Tab.2 Dimensions of tool pin
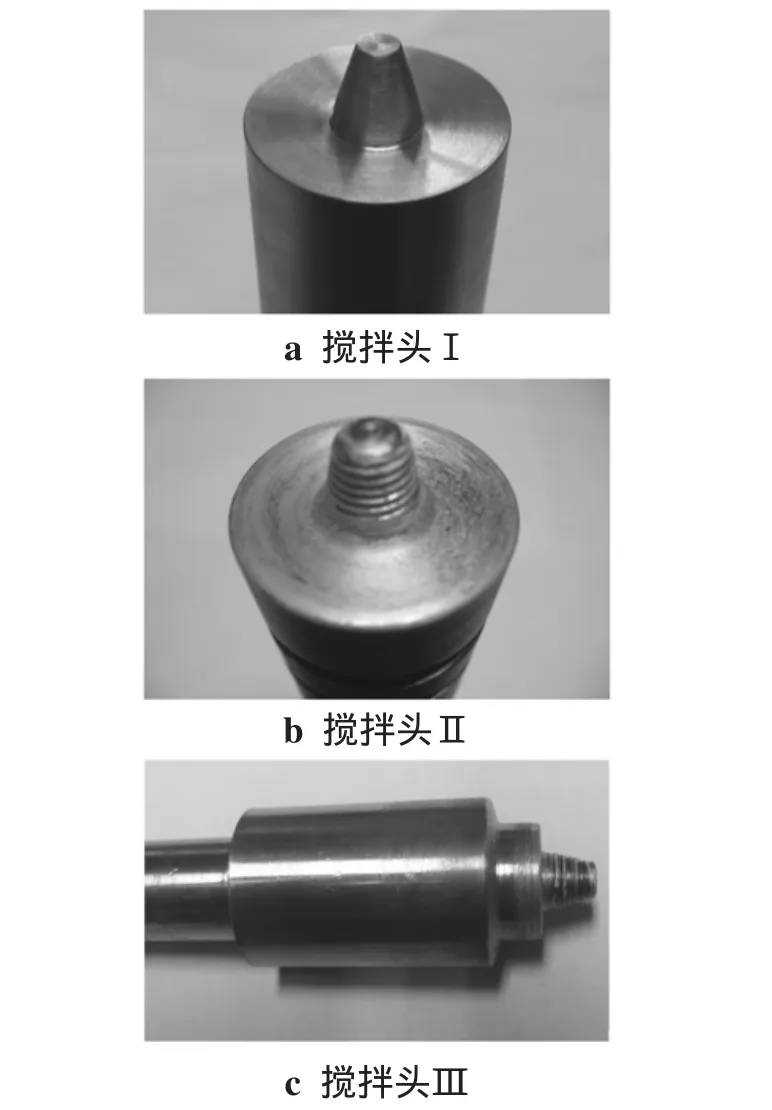
圖2 攪拌頭實(shí)物Fig.2 Photos of the used tool pins
1.3 工藝實(shí)驗(yàn)
試驗(yàn)在X52K立式銑床上完成。采用Ⅰ、Ⅱ、Ⅲ攪拌頭在不同工藝參數(shù)下進(jìn)行攪拌摩擦焊工藝試驗(yàn),焊接工藝參數(shù)見(jiàn)表3。試驗(yàn)過(guò)程中,保持插入時(shí)間和停留時(shí)間不變。

表3 焊接工藝參數(shù)Tab.3 Welding parameters
2 試驗(yàn)結(jié)果與討論
圖3為不同攪拌頭和工藝參數(shù)的焊縫外觀形貌。1#后退側(cè)出現(xiàn)飛邊,前進(jìn)側(cè)出現(xiàn)隧道型孔洞且貫穿整個(gè)焊縫,焊縫表面出現(xiàn)溝槽。2#、3#、4#焊縫表面成形較1#好,但在2#焊縫中存在隧道型缺陷,在3#和4#焊縫焊接結(jié)束位置出現(xiàn)溝槽缺陷,返回側(cè)出現(xiàn)飛邊。5#和6#焊縫飛邊缺陷得到一定程度緩解,6#焊縫表面有溝槽缺陷。7#和8#試樣焊縫表面光滑、無(wú)溝槽缺陷,產(chǎn)生的飛邊比以上焊縫飛邊連續(xù)且更硬更光滑。1#~8#焊縫中均出現(xiàn)了溝槽或隧道型孔洞缺陷。9#焊縫在焊接開(kāi)始位置存在少量飛邊,焊縫表面光滑、無(wú)溝槽和隧道型孔洞等缺陷。
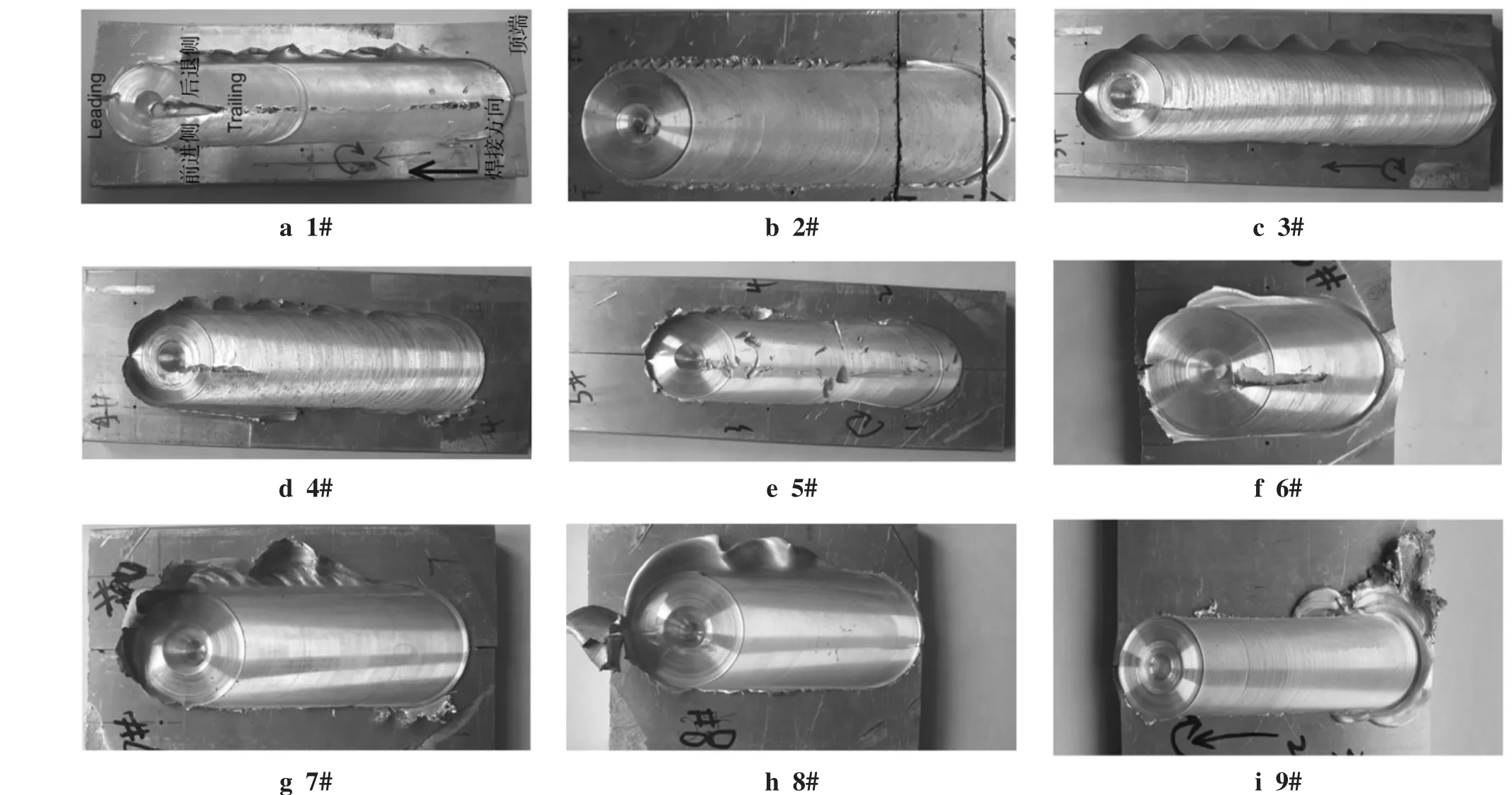
圖3 焊縫外觀形貌Fig.3 Appearances of the welds
由試驗(yàn)結(jié)果可知,采用帶螺紋及軸肩尺寸恰當(dāng)?shù)臄嚢桀^可以獲得焊縫成形較好、表面光滑的焊縫。焊接工藝參數(shù)對(duì)焊縫成形影響較大,工藝參數(shù)規(guī)范太強(qiáng)容易造成焊縫飛邊和隧道型孔洞等缺陷。
帶螺紋攪拌頭較無(wú)螺紋攪拌頭對(duì)焊縫區(qū)域金屬能提供更大的剪切力,從而提高焊縫的熱輸入量,使得焊縫區(qū)域塑性金屬的體積增加,流動(dòng)性增強(qiáng),故而焊縫表面成形質(zhì)量相對(duì)較好。通過(guò)比較分析試驗(yàn)所用三個(gè)攪拌頭及其工藝參數(shù)可知:軸肩尺寸過(guò)大是導(dǎo)致焊縫出現(xiàn)隧道型孔洞的主要原因。這是因?yàn)閿嚢枘Σ梁附舆^(guò)程中的熱量主要來(lái)自于攪拌頭軸肩與工件的摩擦熱。攪拌頭軸肩直徑過(guò)大,軸肩與工件表面摩擦產(chǎn)熱多,造成焊縫上部與下部熱量分布不均,容易導(dǎo)致焊縫內(nèi)部產(chǎn)生孔洞和隧道型缺陷;而攪拌頭軸肩尺寸的減小一定程度上避免了隧道型孔洞的出現(xiàn)(見(jiàn)圖3i焊縫)。除了不恰當(dāng)?shù)臄嚢桀^形狀及尺寸外,產(chǎn)生隧道型孔洞還可能與過(guò)高的焊接旋轉(zhuǎn)速度有關(guān)。過(guò)高的轉(zhuǎn)速下會(huì)造成接頭上部和下部溫度分布不均,導(dǎo)致焊縫金屬異常攪動(dòng),這種異常攪動(dòng)也會(huì)導(dǎo)致隧道型孔洞的產(chǎn)生[7,10]。本試驗(yàn)中,3#和4#試樣焊縫出現(xiàn)的溝槽缺陷就可能與轉(zhuǎn)速過(guò)高導(dǎo)致的焊縫金屬異常攪動(dòng)有關(guān)。
由圖3焊縫外觀形貌可知,1#~9#試樣均出現(xiàn)了不同程度的飛邊。出現(xiàn)飛邊通常是由于焊接壓力過(guò)大而導(dǎo)致較多的塑性材料從軸肩兩側(cè)被擠出[10]。2#、3#和4#試樣焊縫表面粗糙,出現(xiàn)了類(lèi)似于因溫度過(guò)高而產(chǎn)生的小顆粒,可知這些飛邊的產(chǎn)生除了壓力過(guò)大以外,還可能與工藝參數(shù)規(guī)范太強(qiáng)有關(guān)。工藝參數(shù)規(guī)范太強(qiáng)、熱輸入量大、表面溫度過(guò)高,造成焊縫材料軟化嚴(yán)重,軟化材料不能隨軸肩做整體塑性流動(dòng),導(dǎo)致在軸肩外緣被擠出形成飛邊缺陷。
保持其他條件不變,比較不同焊接旋轉(zhuǎn)速度下的焊縫,相對(duì)于高焊接轉(zhuǎn)速,轉(zhuǎn)速較小時(shí)焊縫表面較光滑且隧道型孔洞有閉合趨勢(shì)。由試驗(yàn)分析可知,旋轉(zhuǎn)速度控制在300~600 r/min,焊接速度控制在30~100 mm/min,可以獲得較好質(zhì)量的焊縫。采用III號(hào)攪拌頭,選用旋轉(zhuǎn)速度為300 r/min,焊接速度95 mm/min時(shí)獲得成形良好的焊縫。
3 結(jié)論
(1)采用帶螺紋和軸肩尺寸恰當(dāng)?shù)臄嚢桀^可以獲得焊縫成形較好、表面光滑的焊縫。軸肩尺寸過(guò)大是導(dǎo)致焊縫出現(xiàn)隧道型孔洞的主要原因。
(2)工藝規(guī)范過(guò)強(qiáng)時(shí),焊縫易產(chǎn)生飛邊和隧道型孔洞等缺陷;保持其他條件不變,轉(zhuǎn)速較小時(shí)焊縫表面較光滑且隧道型孔洞有閉合趨勢(shì)。
(3)通過(guò)試驗(yàn)分析可知,旋轉(zhuǎn)速度300~600r/min,焊接速度30~100 mm/min,可以獲得成形較好的焊縫。在本試驗(yàn)條件下,采用Ⅲ號(hào)攪拌頭、旋轉(zhuǎn)速度為300 r/min和焊接速度95 mm/min時(shí)能獲得成形良好的焊縫。
[1]付秀麗,艾 興,萬(wàn) 熠,等.鋁合金7050高溫流變應(yīng)力特征及本構(gòu)方程[J].武漢理工大學(xué)學(xué)報(bào),2006,28(12):113-116.
[2]楊淑芳,樓松年,薛小懷.鋁合金焊接技術(shù)[J].造船技術(shù),2003(5):25-28.
[3]王德慶,劉日明,丁成鋼,等.攪拌摩擦焊技術(shù)的發(fā)展現(xiàn)狀[J].大連鐵道學(xué)院學(xué)報(bào),2002,23(1):22-25.
[4]李 兵,謝里陽(yáng),王 磊.2A12鋁合金攪拌摩擦焊縫孔洞和溝槽缺陷分析[J].輕合金加工技術(shù),2008,36(5):43-46.
[5]王 延,朱丹陽(yáng),劉會(huì)杰,等.7050-T7451鋁合金的攪拌摩擦焊接實(shí)驗(yàn)分析[J].焊接學(xué)報(bào),2009,30(8):109-112.
[6] Chen H B,Yan K,Lin T,et al.The investigation of typical welding defects for 5456 aluminum alloy friction stir welds[J].Materials Science and Engineering A,2006,433:64-69.
[7]Kim Y G,F(xiàn)ujii H,Tsumura T,et al.Three defect types in friction stir welding of aluminum die casting alloy[J].Materials Science and Engineering A,2006,415:250-254.
[8]干 勇,田志凌,董 瀚,等.中國(guó)材料工程大典(第3卷)[M].北京:化學(xué)工業(yè)出版社,2006.
[9]賀勇海,張立武.攪拌摩擦焊用攪拌頭的研究進(jìn)展[J].航天制造技術(shù),2005(5):47-51.
[10]王 磊,謝里陽(yáng),李 兵.鋁合金攪拌摩擦焊焊接過(guò)程缺陷分析[J].機(jī)械制造,2008,46(522):5-9.
Effects of pin tool and processing parameters of friction stir welding of 7050 aluminum alloy
LUO Xian-dao,LI Wen-ya,YU Min,CHEN Liang,LI Jing-long
(Shanxi Key Laboratory of Friction Welding Technologies,Northwestern Polytechnical University,Xi'an 710072,China)
In this study,the effects of the pin tool and processing parameters of friction stir welding of 7050 aluminum alloy joint were examined.The results indicate that an improper design of the pin tool and/or an unsuitable parameter can cause an unsound weld.The improper dimension of the pin tool shoulder is the main factor resulting in the void defect.Too much heat input may result in the flash and tunnel defects.Under the present conditions,a good welding formation can be obtained by employing the tool III with a rotating speed of 300 rpm and a moving speed of 95 mm/min.
friction stir welding;7050 aluminum alloy;pin tool;processing parameters;weld appearance
TG457.14
A
1001-2303(2011)05-0072-04
2010-09-16
羅賢道(1984—),男,江西南昌人,在讀碩士,主要從事攪拌摩擦焊方面的研究工作。
猜你喜歡
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21
機(jī)床與液壓(2015年3期)2015-11-03 07:02:03