焊接電源種類對21/4Cr-1Mo鋼焊縫金屬韌性的影響
2011-11-14 07:59:42劉義君
電焊機 2011年10期
劉義君
(長沙力元新材料有限責(zé)任公司,湖南 長沙 410100)
焊接電源種類對21/4Cr-1Mo鋼焊縫金屬韌性的影響
劉義君
(長沙力元新材料有限責(zé)任公司,湖南 長沙 410100)
21/4Cr-1Mo鋼是在高溫、高壓下工作的壓力容器鋼種,石油精煉的反應(yīng)器、熱交換器等壓力容器多使用21/4Cr-1Mo鋼。由于臨氫高壓設(shè)備工作條件的苛刻,對材料和焊接接頭要求很高,特別是低溫韌性。以往國內(nèi)對耐熱鋼多采用直流焊條電弧焊和直流埋弧焊,國外不少焊材制造商研制的焊接材料雖可交直流兩用,但多推薦用交流焊接。為尋求提高焊縫金屬韌性的途徑,以21/4Cr-1Mo鋼焊接為例,分別采用焊條電弧焊、埋弧焊及相應(yīng)的焊接材料,用直流反接與交流兩種焊接電流進行焊接,通過對焊縫金屬的性能試驗發(fā)現(xiàn),采用直流反接和交流焊接,其化學(xué)成分、焊縫金屬的抗拉強度沒有明顯差別,但交流焊接的焊縫金屬沖擊韌性較直流有明顯提高。試驗結(jié)果表明,這主要是由于焊縫金屬的一次組織形態(tài)和多層焊再熱作用使細晶區(qū)擴大,改善了焊縫韌性。
21/4Cr-1Mo鋼、直流焊接、交流焊接、焊縫金屬韌性
0 前言
21/4Cr-1Mo鋼是在高溫高壓下工作的壓力容器的代表鋼種,石油精煉的反應(yīng)器、熱交換器等壓力容器多使用該鋼種。由于臨氫高壓設(shè)備工作條件苛刻,對材料和焊接接頭要求很高,特別是低溫韌性。以往國內(nèi)對耐熱鋼多采用直流焊條電弧焊和直流埋弧焊,國外不少的焊材制造商研制的焊接材料雖可交直流兩用,但多推薦用交流焊接。為尋求提高焊縫金屬韌性的途徑,在此就不同電源種類對焊縫金屬韌性的影響進行了試驗。
1 試驗用板材和焊接材料
目前,在焊接Cr-Mo抗氫鋼的焊接材料方面,大部分以國外品牌為主,主要有日本神鋼、德國蒂森和法國沙福等焊材廠商。在此選用日本神鋼板材及其焊接材料進行了試驗。試驗板材符合ASME SA387 CL 22的要求;焊條CMA-106N相當(dāng)于AWS A5.5 E9016-B3,可交直流兩用,埋弧焊US-521S×PF-200相當(dāng)于AWS A5.23 F9P2-EG-B3,也可交直流兩用,試驗用板材和焊接材料規(guī)格如表1所示。
2 試驗焊接規(guī)范和熱處理方式
試件分別用交流電源和直流電源進行焊接,采用相同的坡口型式,多層多道焊。焊接規(guī)范如表2所示,焊后300℃×1 h消氫處理,然后進行無損檢測,對合格的焊縫金屬進行焊后消除應(yīng)力處理。
3 焊縫金屬的各項性能檢驗
焊縫金屬化學(xué)成分如表3所示,力學(xué)性能如表4所示。
由表3可知,不管采用哪種焊接方法或哪種電源類型焊接,其焊縫金屬化學(xué)成分相差不明顯。
由表4試驗可知,不同電源類型對焊接接頭強度影響不大,但采用上述焊材無論焊條電弧焊還是埋弧焊,交流焊縫金屬沖擊韌性值較直流明顯提高。

表1 板材和焊接材料規(guī)格

表2 焊接規(guī)范及熱處理制度

表3 焊縫金屬的化學(xué)成分%

表4 力學(xué)性能
以埋弧焊為例,在不同溫度下焊縫的沖擊功見表5。圖1為采用直流、交流兩種焊接方法的沖擊功隨溫度的變化情況。由表5、圖1可知,隨著溫度降低埋弧焊沖擊功逐漸降低,且有明顯的轉(zhuǎn)折區(qū);在相同的溫度下,交流焊的低溫韌性較直流反接低溫韌性稍高。
4 試驗結(jié)果分析和討論
焊縫金屬的韌性主要取決于焊縫金屬的化學(xué)成分及其組織,由上述試驗數(shù)據(jù)可以看出,不同電源類型的焊縫金屬化學(xué)成分沒有明顯差異,因此影響焊縫金屬韌性的主要因素為焊縫金屬的組織,為了討論不同電源對焊縫金屬組織的影響進行了如下分析。
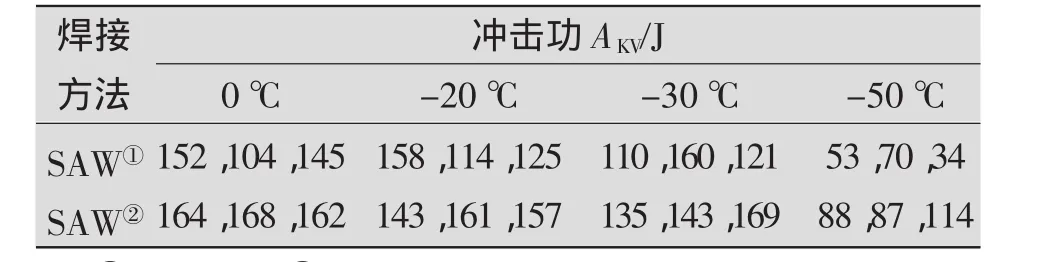
表5 不同溫度下埋弧焊焊縫金屬的沖擊韌性
4.1 不同電源類型焊接的焊縫金屬宏觀斷面檢查
不同電源類型焊接的焊縫金屬橫斷面的宏觀金相如圖2所示,測量了四種電源類型的焊縫熔深和熔寬,其數(shù)值如表6所示。經(jīng)過對比發(fā)現(xiàn),同種焊接方法,不同電流類型,交流焊接的熔寬比直流焊接的大,熔深較淺。不同熔深不僅影響結(jié)晶方向,也影響多層多道焊后續(xù)焊道對前道的再熱作用范圍。
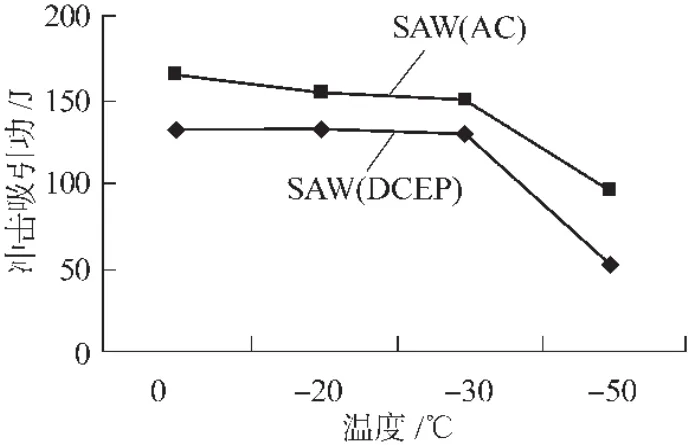
圖1 焊接接頭的系列沖擊功曲線

圖2 宏觀金相
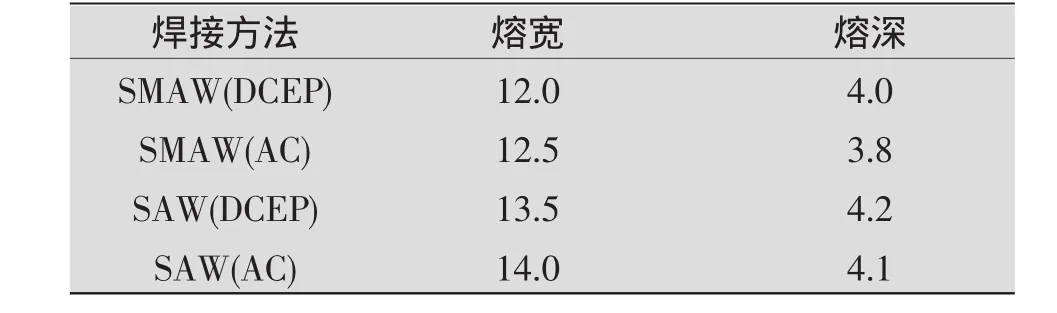
焊接方法熔寬熔深SMAW(DCEP) SMAW(AC) SAW(DCEP) SAW(AC) 12.0 12.5 13.5 14.0 4.0 3.8 4.2 4.1
4.2 不同電源類型焊接的焊縫金屬的組織
不同電源類型焊接的焊縫金屬的組織均為貝氏體回火組織,焊縫粗晶區(qū)有柱狀晶輪廓,交流焊接的柱狀晶取向不明顯,如圖3所示。層間再熱區(qū)晶粒細化如圖4所示。
4.3 電源類型影響焊縫金屬韌性的原因
在相同的焊接規(guī)范下,采用交流焊接,焊縫金屬較直流焊接略寬,熔深略淺。宏觀檢查照片顯示,在多層多道焊時交流焊接的后續(xù)焊道對前道的再熱作用區(qū)域較大,使得焊縫金屬二次細化的組織比例提高,從而可提高焊縫韌性。
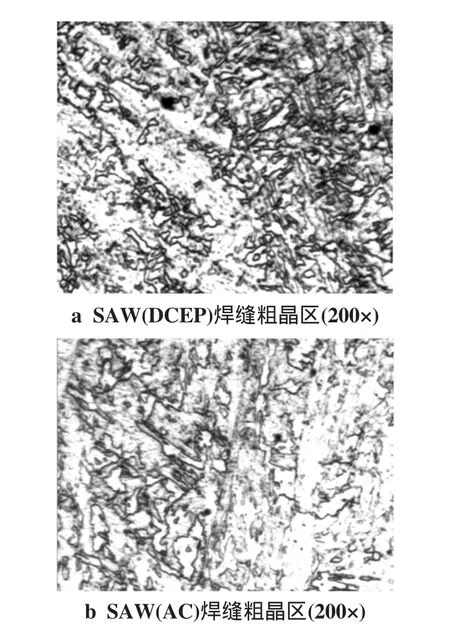
圖3 焊縫柱狀晶區(qū)組織
由于交流電弧隨時間變化而變化,對焊接熔池和熔滴的作用力也隨時間變化。這種周期變化的等離子流力和電磁力對熔池液態(tài)金屬有攪拌作用,新形成的晶粒不斷受到?jīng)_刷,造成剪應(yīng)力,這種作用可細化晶粒,并有打亂結(jié)晶方向的作用。同時,這種間斷的作用力可加速熔滴的脫落,使熔滴以較細的顆粒向熔池過渡,有利于提高焊縫韌性。

圖4 層間細晶區(qū)(200×)
5 結(jié)論
(1)采用交直流兩用焊接材料焊接,無論焊條電弧焊還是埋弧焊,無論直流還是交流,其工藝性、化學(xué)成分和常規(guī)力學(xué)性能沒有明顯差別,但交流焊接焊縫金屬低溫韌性比直流焊接焊縫金屬低溫韌性有明顯提高。
(2)采用交流焊接改善焊縫韌性的主要原因是多層再熱作用。
Effect of welding power source type on 21/4Cr-1Mo steel weld metal ductile
LIU Yi-jun
(Changshan Liyuan New Material Co.,Ltd.,Changsha 410100,China)
21/4Cr-1Mo steel is the typical pressure vessel steel working on high temperature and high pressure,it is widely used on petroleum refining reactors,heat exchangers etc.Because of the extreme operating conditions on high pressure contacting hydrogen,it has high requirements to the material and joints,especially to the low temperature ductile。Formerly the domestic usually accept SMAW(DCEP)and SAW(DCEP),though many foreign welding consumers provide the welding materials both can be used with AC and DC,They prefer to recommend AC welding.To seek the way to improve weld metal ductile,the article based on 21/4Cr-1Mo steel,using the corresponding welding materials,tested by DCEP and AC,The results show that the chemical equivalents,tensile values are not significant difference between DCEP and AC,but the AKV impact values using AC welding is widely improved than using DCEP welding,this is because of the first microstructure form and the reheats of multi-layers expand the fine grain areas,thus the 21/4Cr-1Mo steel Weld metal ductile using AC welding is widely improved.
21/4Cr-1Mo steel;DC welding;AC welding;weld metal ductile
TG405
B
1001-2303(2011)10-0077-03
2011-08-20
劉義君(1964—),男,江蘇邳縣人,工程師,主要從事化工工藝及設(shè)備方面的研究工作。
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
今日農(nóng)業(yè)(2021年14期)2021-10-14 08:35:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
海峽姐妹(2020年8期)2020-08-25 09:30:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
人民中國(日文版)(2015年10期)2015-04-16 03:53:58
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
