雙金屬復合管焊接工藝研究與應用
2011-11-14 07:56:50王新
電焊機 2011年7期
王新
(石油天然氣克拉瑪依工程質量監督站,新疆 克拉瑪依 834000)
雙金屬復合管焊接工藝研究與應用
王新
(石油天然氣克拉瑪依工程質量監督站,新疆 克拉瑪依 834000)
為了提高20#碳鋼基管+316L不銹鋼內襯管雙金屬復合管的焊接一次合格率以及生產效率,研究了該材質的焊接工藝參數,并采用該參數進行焊接工藝試驗,評定合格后進行了工程應用。結果表明,該工藝焊接工序步驟簡單,焊接一次合格率由不到70%提高至90%以上,提高了工程焊接效率,確保了工程順利投產。
20#碳鋼基管;316L不銹鋼內襯管;雙金屬復合管;焊接工藝研究
0 前言
七中區克下組油藏復合驅工業化試驗地面建設工程是中石油股份公司2007年的重大開發試驗項目,也是新疆克拉瑪依油田迄今為止規模最大的化學驅現場試驗項目,試驗成功后預計可提高克拉瑪依油田老區油藏最終采收率16%。在該工程中,采用了大量各種規格的雙金屬復合管(20#碳鋼基管和316L不銹鋼內襯管組成)。該管材屬于新一代設計產品,在新疆油田地面建設工程中未曾使用,焊接工藝尚不成熟,處于摸索階段。2010年3月,經過對七中區克下組油藏復合驅工業化試驗地面建設工程所用雙金屬復合管管材的試焊、焊縫無損檢測和力學性能試驗,接頭的各項性能指標均符合《鋼制管道焊接及驗收》SY/T4103-2006的要求。2010年6月,該工藝在七中區克下組油藏復合驅工業化試驗地面建設工程中取得了滿意的效果。
1 雙金屬復合管的性能特點
雙金屬復合管是一種新型耐磨管道,鋼管外層采用20#普通鋼管,通過離心成型工藝形成316L不銹鋼高鉻內襯復合而成。該管道與傳統的耐磨合金鑄鐵、耐磨合金鑄鋼、鋼-陶瓷復合管及鑄石管相比,具有以下優點:
(1)耐磨性能好,充分發揮高鉻鋼材的耐磨性能。
(2)使用內襯同外層鋼管結合緊密,采用特殊工藝,復合層之間形成熔接,保證運行的可靠性。
(3)能承受較大的壓力,各項機械性能及工藝性能較全不銹鋼有所提高和完善,可取代全不銹鋼管,從而大大降低產品的生產成本。
2 焊接工藝評定
2.1 評定依據
通過破壞性力學試驗(刻槽錘斷試驗、彎曲試驗等)來檢驗采用此工藝焊接的接頭質量、性能是否符合《鋼制管道焊接及驗收》SY/T4103-2006規范第五章焊接工藝評定的相關規定。
2.2 評定試驗環境
(1)環境溫度不得低于5℃。
(2)環境濕度小于等于90%RH。
(3)環境風速:鎢極氬弧焊小于等于2.2 m/s,焊條電弧焊小于等于8 m/s。
2.3 焊前準備
(1)試管材質選用雙金屬復合管,由20#碳鋼基管和316L不銹鋼內襯管組成,規格φ 76mm×(7+2)mm。
(2)接頭形式設計如圖1所示。V型對接,δ=7mm,坡口角度α=55°~60°,鈍邊p=2mm,間隙b=2~3 mm,內襯管伸出基管c=2~3 mm;錯邊小于等于1.6 mm,蓋面焊縫寬w:兩側每邊比外表面坡口寬0.5~2.0 mm,余高h=0~2 mm。

圖1 焊道坡口
(3)焊道層數設計如圖2所示。合計五層,第一層為封口焊,第二層為打底焊,第三層為熱焊,第四層為填充焊,第五層為蓋面焊。
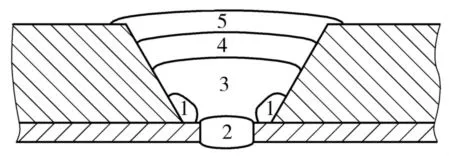
圖2 焊道層數
(4)焊接方法:鎢極氬弧焊+焊條電弧焊。
(5)焊材。焊絲H03Gr21Ni10Si/φ 2.0mm、H03Gr24 Ni13Si/φ 1.6 mm,填充蓋面焊焊條為J427/φ 2.5 mm、J427/φ 3.2 mm。
(6)保護氣體配比。鎢極氬弧焊為氣保護焊,保護氣體選用Ar氣,尾部氣體流量8~10 L/min,背面氣體流量10~12 L/min,Ar氣純度不低于99.96%。
(7)試件清理。焊接前必須清理干凈焊件坡口兩側內外表面各20 mm范圍內的油污、鐵銹、水和其他影響焊縫性能的外來物質,直至露出金屬光澤。
(8)試件預熱。采用火焰加熱,加熱寬度為坡口兩側各大于等于50 mm,預熱溫度100℃~150℃。
2.4 焊接工藝
(1)從事焊接工藝評定的焊接技術人員、焊接質檢人員、焊工和預熱人員的資格應符合《鋼制管道焊接及驗收》SY/T 4103-2006中相關規定的要求。
(2)焊接參數如表1所示。

表1 焊接工藝參數
2.5 焊縫外觀及無損檢測
試管經外觀檢查合格后,其內部質量經X射線探傷達到《承壓設備無損檢測》JB4730-2005相關規定的要求。
2.6 力學性能試驗
試管按照《鋼制管道焊接及驗收》SY/T 4103-2006的規定,在相應部位加工好試件后,經刻槽錘斷試驗、彎曲試驗,其內部質量達到《鋼制管道焊接及驗收》SY/T 4103-2006相關規定的要求,評定合格。各項力學試驗的具體數據如表2、表3所示。
2.7 評定試驗過程中的問題及解決措施
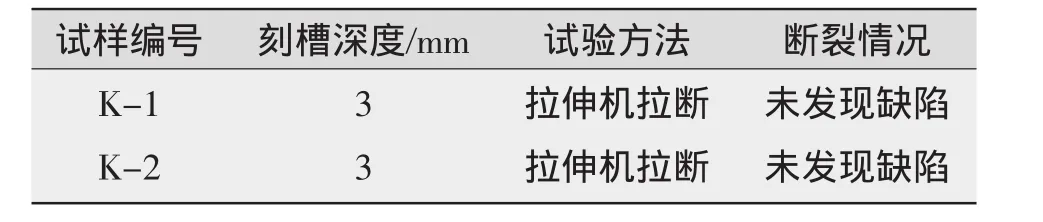
表2 刻槽錘斷試驗(室溫)

表3 彎曲試驗(室溫)
(1)坡口處理。雙金屬復合管由不銹鋼制內襯管和碳鋼制基管組成,需要將基管的焊接面處理成角度55°~60°的V形坡口,內襯管伸出基管2~3 mm。在加工坡口過程中,必須注意內襯管與基管之間交界處圓滑過渡,過渡越光滑,出現未熔缺陷的可能性越低。
(2)焊前預熱。考慮到不銹鋼與碳鋼的膨脹系數差別較大,在焊接時提前預熱,溫度控制在100℃~150℃。
(3)封口焊。考慮到不銹鋼與碳鋼的膨脹系數相差較大,首先用鎢極氬弧焊焊接基管和內襯管間的連接端口,焊材選用不銹鋼焊絲且焊接電流為50~80 A。在焊接過程中,基管和內襯管間的折角處易出現未熔合缺陷,所以該處焊接速度不宜過大。
(4)打底焊。用鎢極氬弧焊焊接內襯管間的連接端口,焊材選用不銹鋼焊絲且焊接電流為60~90 A。焊接過程中存在的主要問題是引弧易穿絲,平焊位置易出現焊瘤,仰焊位置易出現內凹,這些問題均可通過調節手動送絲的快慢、焊接速度、焊槍角度等予以解決。
(5)熱焊。采用鎢極氬弧焊焊接,主要問題是封口焊與打底焊之間易出現未熔合缺陷,所以焊前需對該處進行打磨以確保圓滑過渡,焊接過程中該處的焊接速度不宜過大。
3 現場應用
3.1 工程應用
七中區克下組油藏復合驅工業化試驗地面建設工程位于克拉瑪依市白堿灘地區,屬于新疆油田公司采油二廠管轄區,距克拉瑪依市約28 km。該工程是在已開發的老油田區域實施第三次采油,共有注入井18口、采油井26口、二元注入站1座,已于2010年9月建成投產。該工程管線主要采用雙金屬復合管,管線規格最大φ 356 mm×8(+2)mm,最小φ 22 mm×4(+1)mm,材質20#碳鋼基管和316L不銹鋼內襯管組成,最大設計壓力25 MPa。2010年6月,首次在該工程應用了雙金屬復合管焊接工藝技術,共計焊接約600道焊口,焊縫外觀質量良好,總體一次合格率91.3%。
3.2 現場施焊的注意事項
(1)由于鎢極氬弧焊焊接工藝使用Ar氣保護,抗風能力較差,所以在現場施工時焊接應在防風棚內進行,在焊接管段一端加裝盲板并在管內充氬氣,以避免穿堂風,保證氣保護效果。
(2)檢查保護氣體的氣瓶壓力和氣路是否通暢,是否符合焊接工藝規程的使用要求,每次焊接前都應進行試氣,這樣既可以將氣路中前段不純的保護氣排除,也可以進一步確定氣瓶壓力。
(3)焊接前,應在試件上進行試焊以檢驗保護氣體純度,盡可能減少因氣體純度而產生的焊縫質量問題。
(4)不銹鋼與碳鋼的膨脹系數差別較大,在焊接時應提前預熱,溫度控制在100℃~150℃,焊接時不間斷地對復合管材兩端加熱,使兩端氣溫穩定,然后采用氬弧焊焊接技術進行封焊。
(5)內襯管與基管之間交界處以及封口焊與打底焊之間交界處,在焊接過程中易出現未熔缺陷,焊工必須在培訓期間,通過每天的焊件外觀檢查以及無損檢測,不斷提高焊接水平,確保焊接質量。
4 創新效果
本焊接工藝步驟簡單,所用焊接材料少,摸索出了從封焊到根焊、熱焊的焊接工序,解決了內襯管與基管之間交界處以及封口焊與打底焊之間交界處的未熔缺陷,將雙金屬復合管焊接一次合格率由不足70%提高至90%以上,大大提高了生產效率,確保了工程順利進行。
Study on welding technology of double metal composite pipe
WANG Xin
(Quality Supervision Station,Karamay Petroleum Engineering,Karamay 834000,China)
In order to improve welding qualified rate and working efficiency of double metal composite pipe with 20#Carbon steel base tube and 316Lstainless steel inner liner,the paper introduces the study on the welding process parameters,welding procedure qualification which is applied on project after approved.The result of appliction proves that the welding procedure is simple and effective,which welding qualified rate is improved from 70%before to over 90%and ensures the smooth commissioning of the project.
20#Carbon steel base tube;316Lstainless steel inner liner;double metal composite pipe;research on welding technology
TG457.6
B
1001-2303(2011)07-0071-03
2011-01-06
王 新(1962—),男,甘肅人,學士,工程師,主要從事石油工程建設技術管理的工作。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
