高壓艙水下焊接系統設計及電信號采集
2011-11-14 07:56:50石永華
電焊機 2011年7期
黃 晉,石永華
(華南理工大學 機械工程學院,廣東 廣州 510640)
高壓艙水下焊接系統設計及電信號采集
黃 晉,石永華
(華南理工大學 機械工程學院,廣東 廣州 510640)
基于陸上焊接電源、高壓艙、工控機、運動控制卡、兩個具有編碼器反饋信號的速度控制模式的直流伺服電動機、一個步進電機以及電動機驅動器、工作臺、霍爾電流傳感器、數據采集卡等,設計并實現了一種高壓艙水下焊接系統。在該系統中,通過工控機上的人機交互界面發出的信號使電機驅動工作臺三軸的運動控制帶動焊槍在高壓艙內進行模擬不同水深的水下焊接。編寫了針對雙路電壓信號采集的Labview數據采集程序,且通過不斷調試系統,在Labview程序中進行了各種軟件濾波的對比,最終采用Inv Chebyshev濾波并進行了誤差修正,完善了系統數據采集的Labview程序。同時還初步采集了一組水下焊接數據,該系統運行良好,可以進行下一步試驗。
焊接電源;水下焊接;運動控制;數據采集
0 前言
水下焊接是一種在海洋、江河等水下嚴酷環境中進行的特殊的焊接方法。隨著我國海洋資源特別是深海油氣、可燃冰等資源開發力度的不斷加大,對水下焊接的需求也越來越大、越來越迫切。
與陸上焊接相比,水下焊接有很多獨特的特征。水具有密度大、熱容量大、熱傳導快、不可壓縮且隨水深的增加而壓力增大的特點[1]。在水下焊接時,環境比較惡劣,電弧本身受水的強烈冷卻作用,同時壓力、氣泡的形成,長大和破裂對電弧有負面作用,電弧很容易熄滅,所以必須對水下焊接的電弧特性、工藝過程和冶金反應等進行系統深入的研究。
由于在實際的深海環境下進行水下焊接研究很困難,且成本較高,因此在實驗室內利用高壓艙建立了一個能模擬不同水深的水下焊接實驗系統,用于對水下焊接的電弧靜特性和動特性,以及各種不同焊絲和焊接方法在水下焊接的特點等進行研究[2],同時該系統能夠采集和分析水下焊接的電信號數據。
1 高壓艙水下焊接系統設計[3]
高壓艙水下焊接系統如圖1所示,總體可分為四個部分:焊接模塊、人機交互界面、電機驅動和數據采集。
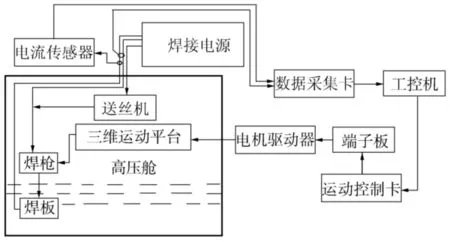
圖1 高壓艙水下焊接系統框圖
1.1 焊接模塊
焊接模塊由陸上焊接電源、送絲機、水下焊接高壓艙、三維運動工作平臺組成。其中焊接電源置于高壓艙外面;送絲機和三維運動工作平臺置于水下焊接高壓艙內;三維運動平臺的第三軸,即能夠上下運動的Z軸上裝有焊槍支架板,焊槍安裝在支架板上,隨第一軸步進電機帶動平臺運動而運動,因此焊接速度可以由步進電機驅動的第一軸控制。
運動控制平臺每軸安裝有正負限位開關限制其行程,防止伺服電機運動到最大行程時被卡住而燒壞,或步進電機控制的平臺越出軌道。
該模塊結構如圖2所示。
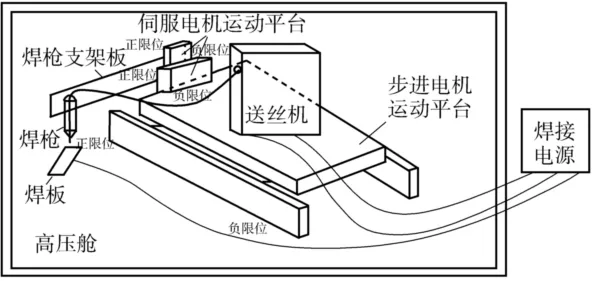
圖2 焊接平臺結構簡圖
1.2 人機交互界面
人機交互主要是在工控機上的軟件界面,進行對運動平臺的控制從而帶動焊槍進行焊接,以及對焊接數據進行采集。在工控機的運動控制軟件界面上(見圖3)可進行三維運動平臺位移、速度、PID等各參數的調節和修改,同時利用Labview軟件編寫的界面(見圖4)對電弧電壓、焊接電流等數據保存和波形動態圖形顯示等多種操作,實現友好的人機交互。
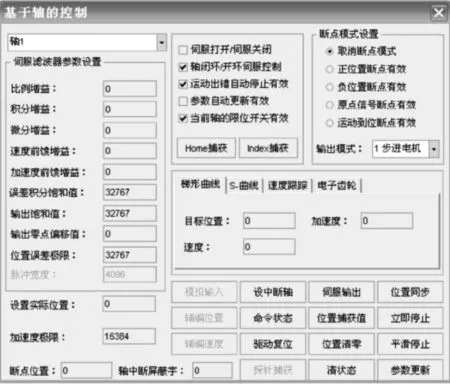
圖3 運動控制軟件界面
1.3 電機驅動
電機驅動部分由運動控制卡、與運動控制卡配套的接線端子板、兩個伺服電機驅動器和一個步進電機驅動器組成。其中運動控制卡安裝在工控機的PCI插槽上,將運動控制卡與端子板相連,并將三個電機驅動器和端子板對應接好所有的線。GT-400-SV-PCI運動控制卡能控制四軸的運動。在本系統中,將步進電機作為第一軸,其他兩個伺服電機作為第二軸和第三軸。
1.3.1 步進電機驅動
系統采用SYNTRON森創生產的三相混合式步進電機細分驅動器,且步進電機模式設置為單脈沖模式,6 000步/r。
通過人機交互界面給步進電機驅動器發出脈沖即可驅動步進電機運動。首先在運動控制卡軟件界面上選中“伺服打開/伺服關閉”,使步進電機驅動器使能,利用公式計算,給目標位置、速度和加速度設定合適的值即能得到需要的焊接速度。設要求運動速度為v(單位:m/min)、加速度為a(單位:m/s2)、運動到目標位置(絕對位置)為s(單位:mm)。系統參數為:螺距L(單位:mm/r),電機每轉脈沖數p,變比n (當電機與絲桿直接連接時,變比為1),驅動器指令脈沖倍頻m。在軟件界面上運動控制器設置參數為:目標位置Pos(單位:Pulse),目標速度為vel(單位:Pulse/ST),目標加速度為acc(單位:Pulse/ST2),控制周期ST為t(單位:μ s)。即有
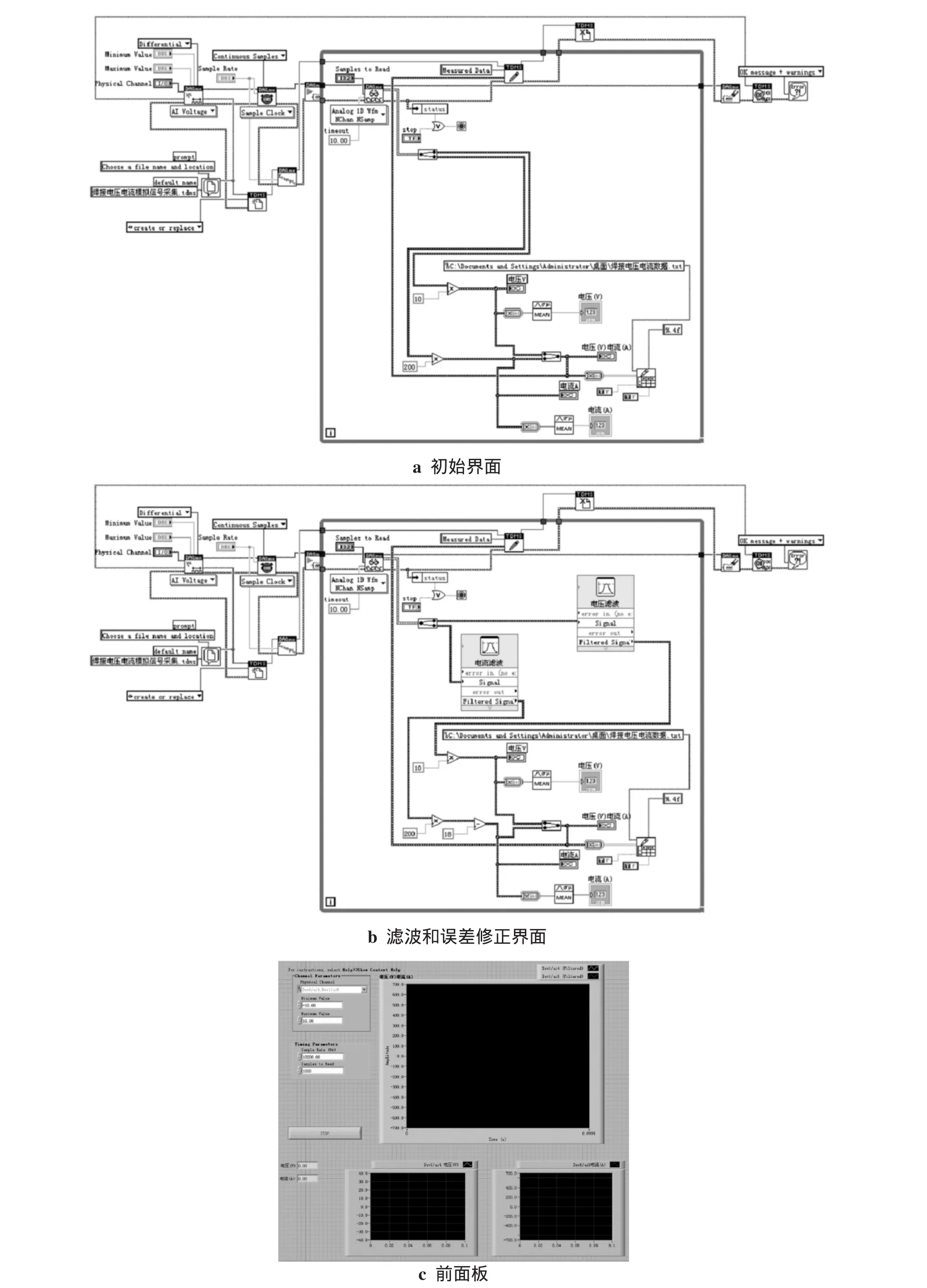
圖4 Labview焊接電壓、電流信號采集界面
運動控制卡端子板和該步進電機驅動器接線如圖5所示。
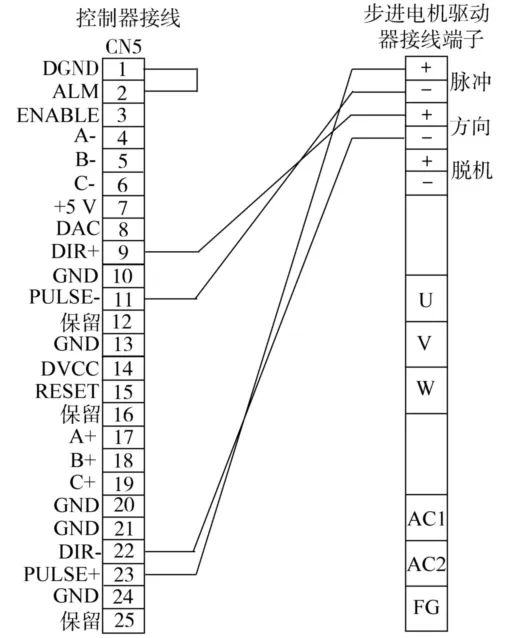
圖5 運動控制卡端子板和步進電機驅動器接線
1.3.2 伺服電機驅動
采用Maxon生產的型號為4-Q-DC Servoamplifier ADS 50/5的伺服電機驅動器,伺服電機模式設置為編碼器速度控制模式。
通過人機交互界面讓伺服電機驅動器“+Set value”模擬輸入端得到模擬電壓信號即可驅動伺服電機運動。兩個伺服電機采取閉環控制,因此要進行PID參數調節。經過大量電機運動調試表明,比例P為放大系數,積分I控制電機的定位精度,微分D控制電機的振蕩情況。在進行水下焊接實驗過程中,必須調好PID參數,盡可能使兩個伺服電機運動時振蕩最小,且定位精度最高。
要得到運動速度為v(單位:m/min)、加速度為a (單位:m/s2)、運動到目標位置(絕對位置)為s(單位:mm),在軟件界面上運動控制器設置參數為
運動控制卡接線端子板和這兩個伺服電機驅動器接線如圖6所示。
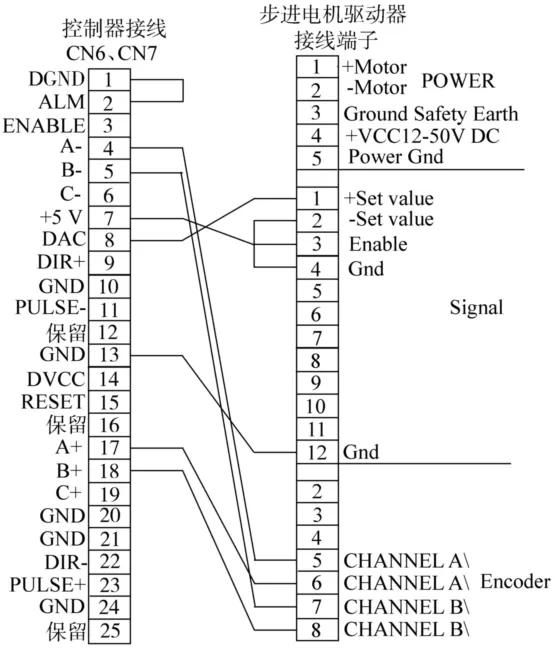
圖6 運動控制卡端子板和伺服電機驅動器接線
1.4 數據采集
數據采集系統采用NI USB-6221數據采集卡,由于采集的是電弧電壓和焊接電流,因此可以用數據采集卡采集雙路電壓,且采用差分的形式,將輸出的電壓數據用數據采集卡并結合所編寫的Labview程序采集到工控機上保存。
由于焊接過程中電弧電壓大于數據采集卡所能采集的最大電壓值,可以采用電阻分壓。在本系統中,采集的是電弧電壓的1/10,通過Labview程序,將采集到的電壓值乘以10即為焊接電壓。
焊接電流的采集采用霍爾電流傳感器,該傳感器是電壓輸出型的,額定電流800 A對應輸出電壓為4 V,焊接電纜穿過霍爾電流傳感器后,在焊接過程中即可感應輸出電壓,對于所編寫的Labview程序,對采集到的電壓絕對值乘以200即可以得到焊接電流的絕對值。
數據采集卡接線端子接線如圖7所示。
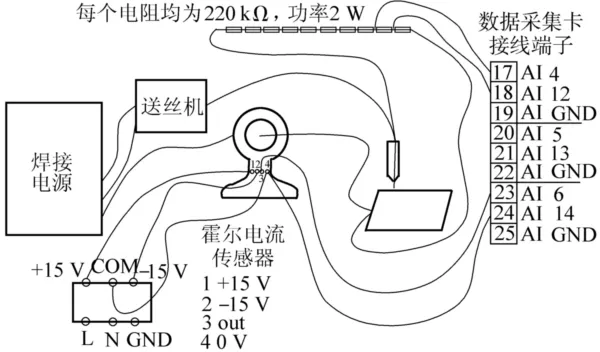
圖7 數據采集卡接線端子接線
2 系統調試結果分析
將系統中的焊接電源、霍爾電流傳感器、數據采集卡、運動平臺電機驅動器、運動控制卡和工控機都接通電源,起動送絲機,但不讓送絲機進行送絲,焊機不進行焊接,此時焊接電源上電壓顯示一個確定的值,現調節焊接電源電壓為38V,然后打開Labview焊接電壓、電流信號采集的初始界面,進行在不焊接的情況下調試采集數據,此時波形如圖8所示。
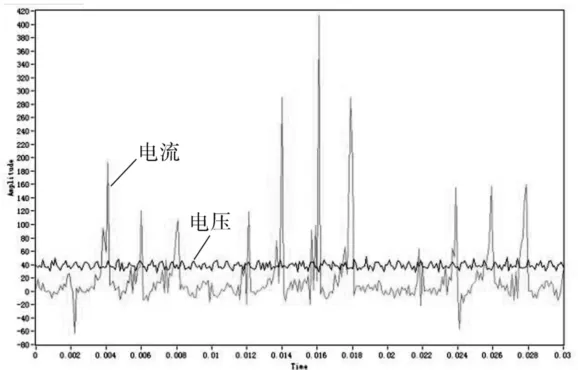
圖8 初始信號波形

圖9 五種濾波算法效果
由圖8可知,系統中信號噪聲干擾較大,特別是在焊接電源未焊接的情況下,霍爾電流傳感器已經輸出一個小電壓值,其絕對值乘以200得到焊接電流時,誤差就比較大了。因此為了更精確地分析信號,必須進行濾波處理,濾除噪聲,去偽存真,最后進行誤差修正[4]。經修改初始界面得到Labview濾波和誤差修正界面程序,如圖4b所示。
實驗表明,電弧電壓、焊接電流頻率小于1 Hz時,信號噪聲是一些高頻率的信號,故在Labview程序中可以采用低通濾波,有五種濾波算法:Butterworth、Chebychev、Inv Chebyshev、Eliptic、Bessel。設定截止頻率為1 Hz,分別選擇這五種濾波方式,并進行誤差修正后,程序的運行結果如圖9所示。對比五個示波器窗口,可以很容易地對比五種方式的濾波效果,從濾波結果來看,對于該系統的噪聲信號,Inv Chebyshev濾波算法的效果更好,誤差更小一些。
在Labview程序中用Inv Chebyshev濾波算法濾波和修正誤差后,在淺水環境下進行調試初步焊接,焊接電源所調電壓為38 V,得到所截取的一段電弧電壓、焊接電流隨時間變換的波形如圖10所示。表明設計的焊接系統能夠進行穩定焊接,可以進行下一步試驗。
3 結論
基于機械、電子和控制技術設計和實現了一種用于高壓艙水下焊接系統。該系統的運動控制平臺能帶動焊槍精確定位進行平板焊接,可以模擬不同水深下焊接,結構簡單,使用方便,也可以用于實驗室的水下焊接教學實驗平臺。該系統經過試驗,采集了電弧電壓和焊接電流數據,且對信號進行了分析,系統運行良好。
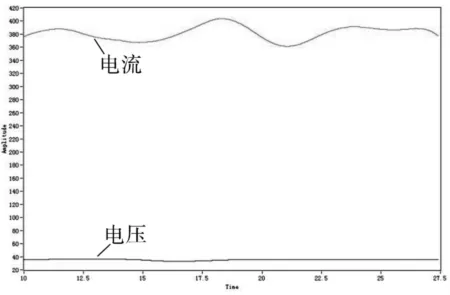
圖10 水下焊接焊接波形
[1]續守誠,貝金榮.水下焊接與切割技術[M].北京:海洋出版社,1986:77-87.
[2]黃石生.弧焊電源及其數字化控制[M].北京:機械工業出版社,2006.
[3]胡天鏈,梁艷陽,熊 偉.小球運動平臺控制系統的設計與實現[J].中國科技信息,2010(16):12-15.
[4]王 磊,陶 梅.精通labview 8.x.北京:電子工業出版社,2008.
Design of high pressure cylinder underwater welding system and its signal acquisition
HUANG Jin,SHI Yong-hua
(School of Mechanical and Automotive Engineering,South China University of Technology,Guangzhou 510640,China)
Based on land-based welding power source,high-pressure cylinder,industrial controlling computer,motion control card,two DC servo motors which has encoder feedback signal mode speed control,a stepper motor and the motor driver,table,Hall current sensors,data acquisition card,a high-pressure cylinder underwater welding system is designed and implemented in this article.In the system,through the interactive interface on the computer,signals are sent to the motor driving the table's three-axis motion which take the welding gun weilding in the high-pressure cylinder which can simulate different water depths of underwater welding.In this article,the dual voltage signal acquisition labview data acquisition program is also made,and through continuous debugging system and a variety of labview software filter program contrast,the eventual adoption is the Inv Chebyshev filter and plus the error correction,the system labview data acquisition program has been improved,and also a set of preliminary underwater welding data is collected,the test indicating that the system is running well,so next experiment can be done.
welding power source;underwater welding;motion control;data acquisition
TG409
A
1001-2303(2011)07-0010-06
2011-05-25
收稿日期:國家自然科學基金資助項目(50705030);廣東省自然科學基金資助項目(91510080190000018);中央高校基本科研業務費專項資金資助項目(2009ZM0318)
黃 晉(1986—),男,湖南郴州人,在讀碩士,主要從事水下焊接電源研究工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代陜西(2020年13期)2020-08-24 08:22:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
制造技術與機床(2017年5期)2018-01-19 02:49:17
家庭影院技術(2017年9期)2017-09-26 03:41:45
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
