超高強度鋼激光焊接工藝與接頭力學性能
2011-11-14 08:08:26馬東升
電焊機 2011年12期
馬東升
(吉林泰安空間結構股份有限公司,吉林 長春 130031)
超高強度鋼激光焊接工藝與接頭力學性能
馬東升
(吉林泰安空間結構股份有限公司,吉林 長春 130031)
采用Yb∶YAG激光焊接系統對熱成形超高強度鋼搭接和對接兩種接頭形式下的焊接工藝和接頭力學性能進行了研究,并采用激光共焦顯微鏡觀察接頭各部分的微觀組織。試驗結果表明,在激光功率和離焦量保持不變的條件下,焊接速度對兩種接頭形式下的接頭力學性能影響顯著。搭接接頭抗剪力隨焊接速度的增加而減小,且試樣均斷裂于焊縫搭接面處;對接接頭抗拉強度隨焊接速度的增加而增大,試樣斷裂于熱影響區。焊縫微觀組織為板條馬氏體,熱影響區有部分鐵素體析出,導致此處強度降低,因而斷裂發生在熱影響區處。
超高強度鋼;激光焊接;搭接接頭;對接接頭;力學性能
0 前言
近些年來,隨著世界范圍內能源消耗問題日益嚴重,燃料價格不斷上升,汽車輕量化越來越受到人們的重視。在減輕車身質量的同時,要保證汽車行駛的安全性、耐撞性、抗振性以及舒適性,同時也要控制車身成本,這就給汽車產業帶來了巨大挑戰[1]。
目前,國內外部分新車型采用了高強度鋼,如雙相鋼、相變誘導塑性鋼、復相鋼以及馬氏體鋼[2]。其中經過熱成形工藝得到的超高強度鋼強度可以達到1500MPa以上[3-4]。為了保證碰撞后車內仍有足夠空間,要求車身結構件沒有變形或變形量很小,而超高強度鋼板以其超高的強度和硬度具備上述特點,主要應用于制造車門防撞梁、前后保險杠、B柱加強板、地板中通道等。
激光焊接以其熱源集中、能量密度高、熱影響區小和易于實現自動化等優點被廣泛應用于車身焊接中[5]。目前白車身制造主要采用點焊工藝,點焊時工件要有足夠的搭接寬度,一般為16 mm;而激光焊接是單邊、非接觸焊接,激光搭接時只需要5 mm[6];激光對接則無需搭接寬度,大大減少了材料用量,進而減輕了車身質量。在此采用激光焊接工藝對超高強度鋼進行試驗,研究不同接頭形式(搭接接頭和對接接頭)下的焊接工藝和接頭力學性能,選取典型試樣分析接頭各部分的微觀組織。
1 激光焊接工藝試驗
1.1 試驗材料和設備
試驗材料選取1.9 mm厚的超高強度淬火鋼板,規格120 mm×25 mm×1.9 mm,牌號EN10292TL4225,化學成分如表1所示。超高強度鋼是經熱成形工藝得到的,成形之前母材強度為500~600 MPa,成形之后母材的屈服強度可以達到1 200 MPa以上,抗拉強度達1 500 MPa以上,微觀組織也由先前的鐵素體和少量珠光體轉變為完全的馬氏體組織。
試驗設備采用德國TRUMPF公司生產的Yb∶YAG固體激光器,通過光纖與機器人相連。最大輸出功率4 kW,連續輸出模式,激光波長1 064 nm,容易被多種金屬吸收。

表1 材料的化學成分Tab.1 Chemical compositions of the materials %
1.2 試驗方案
接頭設計采取搭接和對接兩種形式,如圖1所示。搭接接頭要保證板面貼合緊密,對接接頭要保證試樣的邊緣貼合緊密,兩種接頭形式的間隙均控制在0.1 mm以內。試樣放置好后,利用自制的夾具加緊,防止試樣在熱應力的作用下發生錯位。焊前對試樣焊接位置進行打磨,去除表面氧化層,然后用丙酮清洗、擦拭試樣表面,去除試樣表面的銹跡、油脂等。

圖1 搭接接頭示意Fig.1 Drawing of the lap joint
激光焊接工藝參數主要包括激光功率、離焦量、焊接速度等。激光功率對熔深有重要影響,由于搭接和對接兩種接頭形式的板厚不同,應采取不同的激光功率以確保試樣可以被完全焊透;離焦量是指焦點與焊接表面的距離差,對焊接熔深影響較大,采用負離焦時,材料內部功率密度比表面高,易形成更強的熔化、汽化,使光能向材料更深處傳遞,能夠獲得更大的熔深,本試驗中離焦量為板厚的1/4~1/3;焊接速度是激光焊接中的主要參數,對焊縫質量有重要影響。本試驗重點調節焊接速度,分析焊接速度對焊縫成形及力學性能的影響。兩種接頭形式的焊接參數如表2和表3所示。
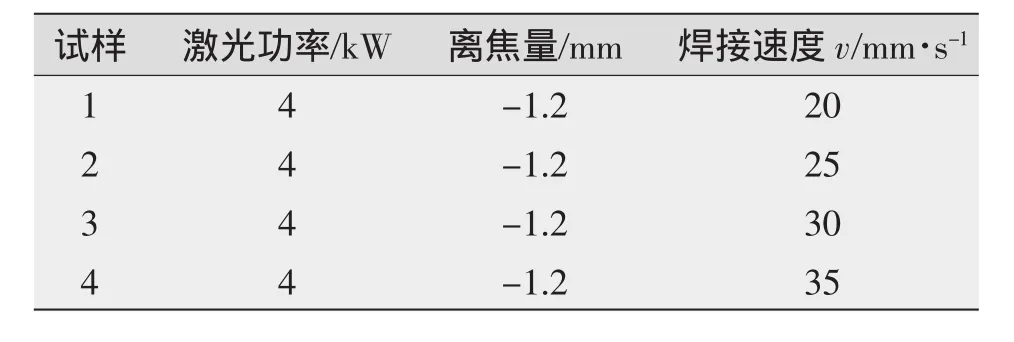
表2 搭接接頭焊接參數Tab.2 Welding parameters of the lap joint

表3 對接接頭焊接參數Tab.3 Welding parameters of the butt joint
焊后利用萬能試驗機對焊接試樣進行拉伸性能測試,分析焊接速度對搭接接頭抗剪力和對接接頭拉伸強度的影響,試驗中加載速率為4 mm/min。然后選取有代表性的試樣,在光學顯微鏡下觀察焊縫及影響區的微觀組織。
2 結果與討論
2.1 搭接接頭的焊縫熔寬和力學性能
試驗結果表明,當焊接速度小于35 mm/s時,試樣可以被完全焊透。焊接速度對焊縫搭接面處寬度的影響如圖2所示。可以看出,焊縫搭接面處寬度隨著焊接速度的增加而減小。這是由于激光功率保持不變時,焊接熱輸入主要取決于焊接速度。當焊接速度增加時,激光作用于試樣的時間變短,焊接熱輸入也因此減小,所以焊縫寬度減小。

圖2 焊接速度對焊縫搭接面處寬度的影響Fig.2 Effect of the welding speed on the widths at different positions of the weld metals
接頭抗剪力是衡量搭接接頭力學性能的重要標準。焊接速度對接頭抗剪力的影響如表4所示。由表4可知,接頭抗剪力隨焊接速度的增加而減小。這是因為對于搭接接頭來說,拉伸過程中搭接面處形成強烈的應力集中,斷裂發生在此處,接頭抗剪力主要取決于搭接面處的結合面積。焊接速度增加時,焊接熱輸入減少,搭接面處結合面積減小,抗剪力也因此減小。當焊接速度為20 mm/s時,接頭抗剪力最大(12.17 kN)。

表4 焊接速度對接頭抗剪力的影響Tab.4 Influence of the welding speed on the fractured load
2.2 對接接頭的焊縫熔寬和力學性能
試驗結果表明,在表3所示的焊接參數下,對接試樣可以被完全焊透。焊接速度對焊縫熔寬的影響如圖3所示。當焊接速度增加時,焊縫熔寬也隨著減小。

圖3 焊接速度對焊縫熔寬的影響Fig.3 Effect of welding speed on the widths of weld metals
焊接速度對接頭抗拉強度的影響如表5所示。由表5可知,接頭抗拉強度隨焊接速度的增加而增大。與搭接接頭不同,對接接頭在拉伸過程中承受的是正拉力,而不是拉剪力,在拉伸過程中沒有明顯的應力集中,斷裂發生在強度最低處。試驗結果表明,試樣均斷裂在熱影響區處。試樣在被完全焊透的情況下,焊接速度增加時,熱影響區處晶粒來不及長大,晶粒較細小,導致強度增加。

表5 焊接速度對接頭抗拉強度的影響Tab.5 Influence of the welding speed on the tensile strength
2.3 微觀組織
兩種接頭形式的微觀組織無明顯區別,在此選取焊接速度為40 mm/s的對接接頭做組織分析。首先將試樣進行打磨、拋光,然后用硝酸酒精溶液進行腐蝕,最后在激光共焦光學顯微鏡下觀察試樣的微觀組織。
接頭不同區域的微觀組織如圖4所示。由圖4a可知,焊縫為馬氏體組織。這是因為激光焊接具有極高的加熱和冷卻速度,焊接完成后金屬相當于在空氣中淬火,因而得到了馬氏體組織。由圖4b可知,熱影響區為馬氏體和鐵素體的混合組織。這是由于加熱到金屬的Ac1溫度時,金屬發生了再結晶現象,馬氏體中過飽和的碳析出,部分馬氏體轉變為鐵素體,析出的鐵素體會降低該處強度,所以對接接頭在拉伸性能測試中,接頭均斷裂于熱影響區。母材是經過熱成形工藝得到的,微觀組織為典型的板條馬氏體,如圖4c所示。
3 結論
(1)搭接接頭焊縫搭接面處寬度隨焊接速度的增加而減小,接頭抗剪力也隨之減小。拉剪過程中,搭接面處形成強烈的應力集中,試樣斷裂于搭接面處。
(2)對接接頭焊縫熔寬隨焊接速度的增加而減小,接頭抗拉強度隨焊接速度的增加而增加。這主要是晶粒細化所致,試樣斷裂于熱影響區處。
(3)焊縫組織為典型馬氏體。熱影響區為馬氏體和鐵素體的混合組織。這是因為在熱影響區發生了再結晶現象,部分馬氏體轉變為鐵素體,導致此處強度降低。
[1]韓 寧,喬廣明.汽車車身材料的輕量化[J].林業機械與木工設備,2010,38(1):50-52.
[2]唐仕鵬,唐國香.超高強度鋼在汽車車身上的應用[J].汽車工藝與材料,2010(9):50-52.
[3]Merklein M,Lechler J.Investigation of the thermo-mechanical properties of hot stamping steels[J].Materials Processing Technology,2006(177):452-455.
[4] Turetta A,Bruschi S,Ghiotti A.Investigation of 22MnB5 formability in hot stamping operations[J].Journal of Materials Processing Technology,2006(177):396-400.
[5]伍 強,陳根余.CO2激光焊接車身拼焊板[J].中國激光,2007(12):1726-1731.
[6]李得勝.汽車用鋼的激光搭接焊與電阻點焊的對比試驗研究[D].長沙:湖南大學,2010.
Welding process and joint mechanical properties of laser welding of ultra-high strength steel
MA Dong-sheng
(Jilin Taian Space Structure Co.,Ltd.,Changchun 130031,China)
Based on the experiments using the Yb∶YAG laser welding system,the welding process and joint mechanical properties of hot-forming ultra-high strength steel under butt and lap joint designing types are investigated,and the microstructures of different zones are observed by laser confocal microscope.The experimental results indicate that the welding speed has a significant effect on the joint mechanical properties in the condition that the laser power and defocusing amount keep constant.For the lap joint,the fractured load decreases with the increasing of the welding speed and the specimens were all fractured in the lap interface;for the butt joint,the joint tensile strength increases with the increasing of the welding speed and the specimens were all fractured in the heat affected zone.Microstructures of the fusion zones are martensite,and some soft ferrite appeared in the heat affected zone causing the tensile strength decrease,therefore the fracture occurred in this region.
ultra-high strength steel;laser welding;lap joint;butt joint;mechanical properties
TG456.7
A
1001-2303(2011)12-0035-04
2011-06-13
工信部高檔數控機床與基礎制造裝備科技重大專項資助項目(2009ZX04014-072-01);吉林省科技發展計劃資助項目(20080507);吉林大學基本科研業務資助項目(20090318)
馬東升(1968—),男,吉林人,高級工程師,主要從事金屬材料連接技術的研究工作。

圖4 接頭各部分微觀組織Fig.4 Microstructures of the different zones of the weld metal
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24