鋸片高頻淬火工藝參數分析與優化
2011-11-13 06:39:54周貴花呂傳偉徐永波喬廷剛
山東冶金 2011年4期
周貴花,呂傳偉,徐永波,喬廷剛
(萊蕪鋼鐵股份有限公司 型鋼廠,山東 萊蕪271126)
鋸片高頻淬火工藝參數分析與優化
周貴花,呂傳偉,徐永波,喬廷剛
(萊蕪鋼鐵股份有限公司 型鋼廠,山東 萊蕪271126)
為提高鋸片使用壽命,根據鋸片的材質、厚度及使用要求,通過分析及試驗選擇了影響鋸片硬度的高頻淬火工藝參數:加熱溫度,冷鋸810~850℃,熱鋸790~830℃;電位值,冷鋸580 V,熱鋸730 V;工件和感應器間的間隙距離3mm;電流頻率85 kHz。處理工藝優化改進后,冷鋸鋸片平均使用次數提高了127次,熱鋸鋸片提高了109次。
鋸片;高頻淬火;工藝參數;感應加熱溫度
1 前言
萊鋼型鋼廠主要產品為H型鋼、工字鋼、槽鋼等,是連鑄—熱送—熱裝—連軋—冷卻—矯直—成品定尺—打捆生產線。在工藝流程中有5臺鋸:1臺切頭鋸,用于粗軋后軋件切頭,以便于精軋機咬入;2臺熱鋸,1#熱鋸用于軋件分斷、取樣,2#熱鋸用于精軋后軋件切頭,以便于矯直機咬入;2臺冷鋸,共同用于矯直后軋件的精確定尺分段。隨著產能的提高,鋸片的消耗呈現大幅上升趨勢,鋸片的更換周期不斷縮短,有時甚至達到每班更換3次,大大影響了作業率,制約了產能的攀升。為此,探討改進鋸片高頻淬火工藝以延長鋸片使用壽命。
2 鋸片淬火工藝參數選擇[1]
高頻淬火就是利用高頻感應電流使工件表面很快加熱到淬火溫度,然后用水或油噴射冷卻的一種熱處理方法。高頻淬火的特點是加熱速度快、淬火組織細、硬度高、耐磨性好、表面變形小、淬硬層深度容易控制、生產率高等。
采用GC0185淬火機床,基本性能參數如下:主軸旋轉速度5~15min/r,預熱及噴淋延遲時間允許設定范圍均為0~99.9 s,加工工件直徑允許設定范圍0~1 999mm。
鋸片的硬度和耐磨性成正相關關系,硬度值對鋸片的使用壽命起著決定作用,合適的硬度值能提高鋸片的使用壽命。影響鋸片淬火硬度的主要技術參數包括:淬火溫度、電流頻率、加熱速度、間隙距離、冷卻時間、電位值。
1)鋸片淬火溫度。感應加熱的溫度應根據鋼種、原始組織及在相邊區間的加熱速度來確定。采用感應加熱時,在較寬的溫度范圍內均可得到良好的組織。因此,可在固定電參數的情況下,選用不同的加熱時間(或在選用不變的加熱時間下,選用不同的比功率)來調節淬硬層的深度。
萊鋼型鋼廠鋸片材質為65Mn,參考文獻[1]選擇冷鋸鋸片感應淬火加熱溫度為810~850℃,熱鋸鋸片感應淬火加熱溫度為790~830℃。零件表面的硬化層深度需根據零件的服役條件來確定,冷鋸鋸片硬化層深度在2.0~6.5mm,硬度值要求一般在HRC 55~63,可取下限;熱鋸鋸片硬化層深度一般在1~2mm,硬度值要求HRC 55~63,可取上限。
2)電流頻率。電流頻率是感應加熱的主要工藝參數,需根據要求的硬化層深度來確定,為了提高生產率,要求加熱的熱透入深度大于淬硬層深度,即全部采用電磁感應加熱,而不采用傳導加熱。當工件截面很小時,頻率選高些。鋸片淬硬層深度為2mm,厚度為10mm或11mm,所以最佳電流頻率為20~600 kHz,現場實際選擇為85 kHz。
3)加熱速度。在進行一定深度的表面加熱時,應該力求用渦流“透入式加熱”。加熱速度應能在盡可能短的時間內達到規定的加熱深度。根據淬硬層深度選擇加熱時間為1.5 s,比功率(ρ)為1.7。鋸片淬火屬于連續加熱淬火,可以通過改變工件與感應器的相對移動速度來改變加熱時間。
4)間隙距離。在實際生產中,多數情況是設備頻率過高,采用如下方法保證在表面不過熱條件下獲得較深的加熱層:降低比功率,延長加熱時間;增加工件和感應器間的間隙(3mm),延長加熱時間;同時加熱時采用斷續加熱法,增加熱傳導時間;進行預熱,在爐中預熱到600~700℃后再移到感應器中進行最后加熱。
5)冷卻時間。為避免產生淬火裂紋,必須嚴格控制冷卻時間,使工件既能獲得足夠的表面硬度,又不冷透,并能利用工件內部殘存的熱量進行210~240℃自回火。連續淬火時,可通過調整感應器與工件的相對移動速度、間隙、噴水孔與工件軸向的夾角改變工件的預冷時間。在單獨設置噴水圈時,通過改變其與感應器的距離,就可達到預期的預冷時間。鋸片淬火加熱速度冷鋸鋸片為700℃/s、熱鋸鋸片680℃/s,所以冷卻速度為660℃/s或440℃/s。
6)電位值。當加熱層深度為熱態電流透入深度的40%~50%時,加熱的總效率(包括電效率和熱效率)最高。比功率確定后,感應加熱設備的額定功率可由下式算出:

式中:F為一次淬火加熱的面積;ηt為淬火變壓器效率,一般取0.7~0.8;ηi為淬火感應器效率,一般取0.7~0.85。在電流頻率不變的情況下,冷鋸鋸片感應淬火加熱溫度選擇810~850℃,工件和感應器間的間隙距離3mm,對應不同的電位值進行淬火試驗,并對鋸片實際使用壽命進行檢測,根據試驗檢測結果,選定冷鋸鋸片淬火的電位值為580 V,熱鋸鋸片淬火處理電位值為730 V。
3 處理效果
通過分析影響鋸片硬度的各項參數,找出了淬火參數合理配置的規律,保證了鋸片的淬火深度、淬火硬度,從而保證鋸片具有良好的耐磨性,有效提高了鋸片的使用壽命。以消耗量較大的冷鋸鋸片為例,工藝改進前電位值偏低(560~570 V),加熱溫度波動大(820~870℃),工件和感應器間的間隙距離大(4mm)。優化改進后,試驗確定的電位值為580 V,加熱溫度830~850℃,工件和感應器間的間隙距離縮短為3mm,電流頻率85 kHz。工藝改進前后冷鋸鋸片的使用壽命對比見表1。
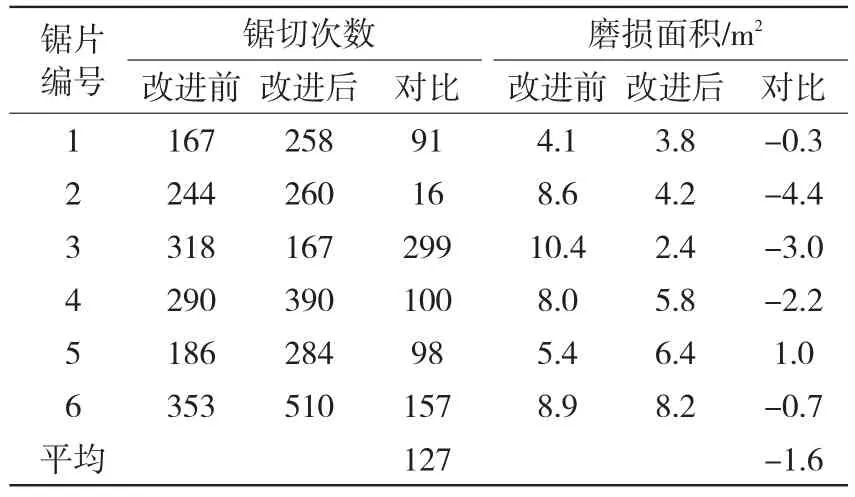
表1 淬火工藝改進前后冷鋸鋸片使用壽命對比
統計表明,淬火工藝改進后冷鋸鋸片使用次數平均提高了127次,磨損面積降低了1.6m2,提高了鋸片的使用頻次,鋸片消耗量降低了17.7%;熱鋸鋸片的平均使用次數增加了109次。鋸片使用壽命的提高,減少了更換鋸片的頻次,提高了生產率,年創經濟效益為131.52萬元。工藝改進后,鋸切飛邊、毛刺現象明顯減少,外觀質量有了較大提高。
[1] 中國機械工程學會熱處理學會《熱處理手冊》編委會.熱處理手冊(第1卷)工藝基礎[M].3版.北京:機械工業出版社,1993.
TG156.33
B
1004-4620(2011)04-0070-02
2010-11-23
周貴花,女,1976年生,1998年畢業于上海應用技術學院液壓技術應用專業。現為萊鋼型鋼廠機動科機械區域工程師,從事設備管理工作。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40
