基于數值模擬的厚板精沖擠壓過程分析
2011-11-13 08:15:28易際明
鍛壓裝備與制造技術 2011年4期
關鍵詞:模型
趙 軍,易際明
(廈門理工學院 機械工程系,福建 廈門 361024)
基于數值模擬的厚板精沖擠壓過程分析
趙 軍,易際明
(廈門理工學院 機械工程系,福建 廈門 361024)
針對厚板精密沖裁過程存在的缺陷(塌角與毛刺等),基于Deformed2D分析了10mm厚鋼板精密沖裁過程中雙齒V形壓料板對沖裁質量的影響。采用V形壓料板可在一定程度上減小塌角的高度,但不能完全消除。隨后采用精沖擠壓方法對這一厚板的成形過程進行了分析,結果表明:采用精沖擠壓成形工藝后,厚板零件表面塌角得到了完全消除,零件質量得到提高。
機械制造;精沖擠壓;厚板;數值模擬
1 引言
精密沖裁是在普通沖壓技術的基礎上發展起來的一種沖裁方法,可以取代扁平類零件的切削加工,具有優質、高效、低耗、面廣的特點[1~3]。它是通過精沖模具,在專用壓力機或改裝的通用壓力機上,使板料在三向壓應力狀態下沿著所需要輪廓進行純剪擠分離,能得到精度高、光潔、翹曲小、垂直度和互換性好的高質量沖壓零件。由于剪切表面光潔而且尺寸精度高,故可以直接用作一般機器零件的工作面。精沖技術,特別是薄板精沖,目前已經比較成熟,但是,對于厚板精沖的理論卻還不完善,且存在不可避免的缺陷如塌角、毛刺等[4~6]。
精沖擠壓是由精密沖裁工藝發展而衍生的一種復合工藝成形,它綜合利用了精密體積成形和精密沖裁兩種工藝的特點,成形后(與厚板精密沖裁相比)零件表面質量更高,性能更優良。通過擠壓,金屬在三個方向壓應力作用下,從模孔中擠出或流入模腔內不但可以提高金屬塑性,生產復雜截面形狀的制品,而且可以提高鍛件精度,改善零件力學性能,提高生產率,節約材料。
2 精密沖裁模擬分析
2.1 有限元模型建立與參數設置
材料42CrMo4鋼,采用雙齒V形壓料板,在齒圈壓板、凹模上分別設計V型凸臺。齒圈高度h依據材料厚度、力學性能、齒圈位置等因素取1.6mm,刃口到齒圈頂的距離3mm。凹模、凸模刃尖處設計0.2mm的小圓角,以抑制裂紋的發生,限制斷裂面的形成,有利工件斷面的擠光。模具單面間隙取0.1mm。施加反頂壓力,減小材料在成形過程中的彎曲[7]。建立的精沖數值模擬模型如圖1所示。采用軸對稱模型,將坯料設為塑性體,其他工具設為剛性體,忽略模具變形。模擬基本參數如下:
(1)工件材料42CrMo4,本構關系模型

(2)材料損傷模型Cockroft&Latham,其損傷值C:

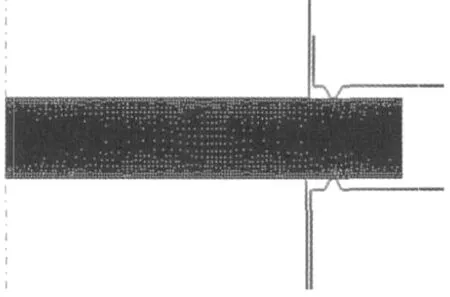
圖1 精沖有限元模型
(3)摩擦邊界條件:摩擦模型采用剪切模型,即:

式中:m——剪切摩擦因子,取m=0.12;
k——屈服極限。
(4)成形速度 v:v=10mm/s。
2.2 模擬結果與分析
采用雙刃口齒圈,工件平均應力分布模擬結果如圖2所示。沖裁后工件斷面情況如圖3所示。從壓邊圈開始壓入時產生靜水壓應力,隨著壓下量的增加靜水壓應力增大,當齒高全部壓下時,靜水壓應力達到最大,壓邊完成后,最大平均應力-1060MPa。一般來說,靜水壓應力越大,對精沖質量越有利。塌角高度0.52mm,光亮帶高度約8.11mm。較無刃口齒圈壓板時,斷面質量得到了提高。

圖2 齒圈壓入工件平均應力分布
對比分析沖裁后工件等效應力分布情況如圖4、圖5所示。可以看出,采用雙刃口齒圈沖裁時,其應力主要分布在齒圈附近及以下區域,無齒圈壓板沖裁時,其應力主要分布在斷口區域。這主要是由于刃口齒圈壓入材料時,在剪切區以外產生較高的壓應力,減小了沖裁時沖壓方向相垂直的水平側向力對沖件的影響,提高了被加工材料的塑性變形能力。

圖3 沖裁后斷面情況
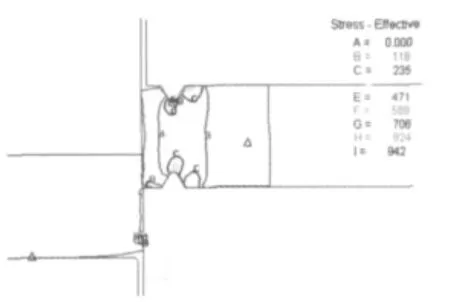
圖4 雙刃口齒圈沖裁過程材料等效應力分布
3 精沖擠壓模擬分析
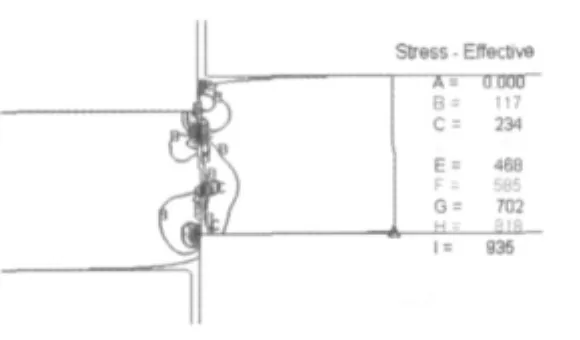
圖5 無齒圈沖裁過程材料等效應力分布
精沖擠壓模型如圖6所示。模擬過程基本參數與精密沖裁過程相同,在模具結構上,與普通精密沖裁模具結構對比,凹模由兩部分構成,一部分為可移動的下壓邊圈,開始階段起反壓頂板的作用,減小精密沖裁過程中材料的彎曲,同時增加壓應力。后一階段,與下模構成整體,作為擠壓模具。下模的下部尺寸設計成比上部尺寸正好小一個模具間隙。
精沖擠壓過程分為三個階段,如圖7所示。第一階段雙刃口齒圈壓入工件,完成壓邊過程,以產生強烈壓邊作用力,使塑性剪切變形區形成三向壓應力狀態,增加變形區及其鄰域的靜水壓力,阻止剪切區以外的金屬,在剪切過程隨凸模流動,從而在剪切區內產生壓應力,使精沖過程類似于擠壓變形的塑性流動,這一階段與精密沖裁過程相同。第二階段凸模切入材料,材料開始發生分離,隨著凸凹模進入材料深度增加,材料開始被擠壓,直到材料完全分離。第三階段為材料發生擠壓變形,被完全擠入下模型腔,多余材料流入溢料穴中,直到斷面完全被擠光。

圖6 精沖擠壓模型

圖7 精沖擠壓成形過程
4 結論
(1)采用雙齒V形壓料板可在一定程度上減小精密沖裁過程中零件塌角的高度,提高光亮帶,但不能完全消除。
(2)通過精沖擠壓方法對厚板的成形過程進行模擬分析表明,合理的模具結構,可使零件塌角完全消除。
[1] 溫莉敏,許樹勤.壓邊圈齒距與精沖質量的關系研究[J].鍛壓裝備與制造技術,2006,41(1):54-56.
[2] 黃榮學,曹建國,等.厚板精密沖裁工藝過程的有限元模擬[J].模具制造,2005,(3):8-10.
[3] 彭 群,趙彥啟,李榮洪,等.厚板精沖技術的工藝研究.材料科學與工藝,2004,(112)14:342-344.
[4] 鄒 盾,曹玉琴,張大為.超厚板沖裁模的研究與運用.模具技術,2006,(1):36-39.
[5] 鄧 明,孫成亮.低塑性厚板的精密輪廓對向凹模沖裁技術及應用.中國機械工程,2007,17(20):2179-2180.
[6] 王華君,孫育竹,等.厚板精沖塑性剪切帶熱力耦合分析與模具失效.鍛壓裝備與制造技術,2009,44(3):88-90.
[7] 王孝培.沖壓手冊(第二版)[M].北京:機械工業出版社,2000.
Study on fine-blanking and extrusion process of thick plate based on numerical simulation
ZHAO Jun,YI Jiming
(Department of Mechanical Engineering,Xiamen University of Technology,Xiamen 361024,Fujian China)
Collapse and burr are main defects during thick plate fine-blanking process.The effects of double teeth v-shaped pressure stripper plate on cutting quality during 10mm thick plate fine-blanking process have been analyzed based on Deformed2D simulation.It shows that the height of collapse angle has been reduced by use of double teeth v-shaped pressure stripper plate,but not been completely eliminated.Then,the forming process of fine-blanking and extrusion on thick plate has been analyzed.It shows that the collapse of part has been eliminated completely by adopting fine-blanking and extrusion process,and the quality of part has been improved.
Fine-blanking and extrusion;Thick plate;Teeth ring platen;Numerical simulation
TG386.2
B
1672-0121(2011)04-0071-02
廈門市科技計劃項目(3502Z20103040)
2011-05-03
趙 軍(1973-),男,博士,講師,從事模具CAD/CAM/CAE的教學與研究
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
