基于CAD/CAE的汽車前圍加強板的成形工藝研究
2011-11-13 08:15:24肖海峰李芳華徐艷琴
鍛壓裝備與制造技術(shù) 2011年4期
肖海峰,張 春,李芳華,徐艷琴
(1.湖北汽車工業(yè)學(xué)院材料工程系,湖北 十堰 442002;
2.東風(fēng)(十堰)汽車熱交換器有限公司,湖北 十堰 442002)
基于CAD/CAE的汽車前圍加強板的成形工藝研究
肖海峰1,張 春1,李芳華1,徐艷琴2
(1.湖北汽車工業(yè)學(xué)院材料工程系,湖北 十堰 442002;
2.東風(fēng)(十堰)汽車熱交換器有限公司,湖北 十堰 442002)
應(yīng)用NX6.0對汽車前圍加強板進行了拉延工藝設(shè)計,并用PAM-STAMP 2G仿真軟件對其進行了成形工藝的有限元分析。通過優(yōu)化拉延模面結(jié)構(gòu)、工藝參數(shù),縮短了模具開發(fā)使用周期,減少了調(diào)模工作強度,提高了模具設(shè)計效率,達到了加強板拉延工藝設(shè)計的目的。
機械制造;拉延;汽車前圍加強板;工藝設(shè)計;模具
1 引言
隨著汽車輕量化,高強鋼板的應(yīng)用越來越廣泛,在高強鋼板沖壓加工中,變形與回彈是目前存在的主要問題。這些問題大大增加了模具設(shè)計和調(diào)整難度,模具設(shè)計制造周期加長。本文運用NX6.0對汽車前圍加強板進行了快速模面設(shè)計,并以專業(yè)的板料成形數(shù)值模擬軟件PAM-STAMP 2G建立了基于虛擬試模的過程,對所設(shè)計的模面結(jié)構(gòu)進行優(yōu)化,對高強板的成形回彈量預(yù)測進行了分析,為模具的設(shè)計與應(yīng)用提供了有效的指導(dǎo)作用。
2 NX6.0的模面快速設(shè)計
本零件為左、右對稱件,為了提高生產(chǎn)效率,降低成本采用一模兩件的沖壓方案。零件如圖1所示,模具模面如圖2所示。

圖1 模擬零件圖
3 PAM的模面成形過程分析
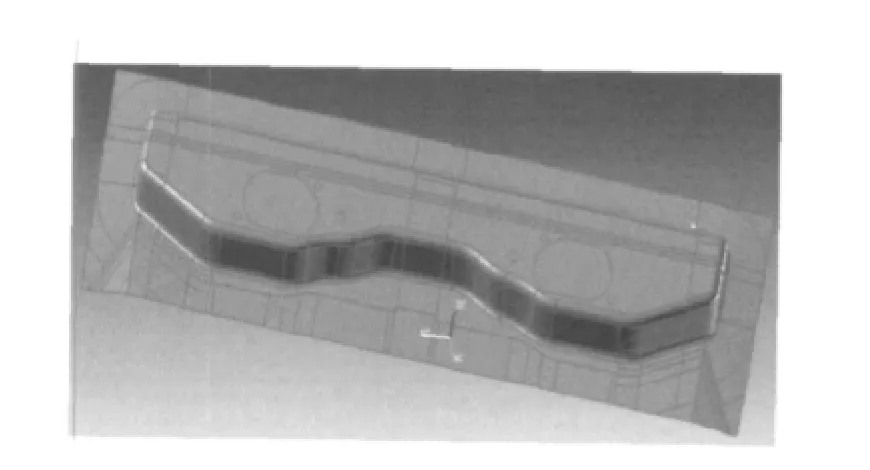
圖2 模具凹模模面
該零件為汽車內(nèi)覆蓋件,精度要求一般,要求回彈量單向<1.5mm,雙向<2.5mm。工藝參數(shù)及初始條件:材料DP680,理論計算壓邊力180kN,等效摩擦系數(shù)0.12,凸模速度8m/s。利用PAM-STAMP對模面進行分析,有限元模型及模擬結(jié)果見圖3。修邊回彈比較結(jié)果見圖4。由圖3可知整體變形比較均勻,但圖4所示變形中的彈性變形較多,回彈較大,單項最大為3.51211mm,反向最大為-3.338593mm,雙向回彈量已經(jīng)接近7mm,明顯超差,而且主要集中在圖4所標的兩處。為此,需對工藝參數(shù)進行優(yōu)化,采用增大壓邊力來提高材料的塑性變形。通過修邊回彈分析結(jié)果發(fā)現(xiàn),隨著壓邊力的增大,回彈控制得到明顯改善。當壓邊力增大到300kN時,回彈單項被控制在1.5mm以內(nèi)。回彈分析結(jié)果見圖5所示。
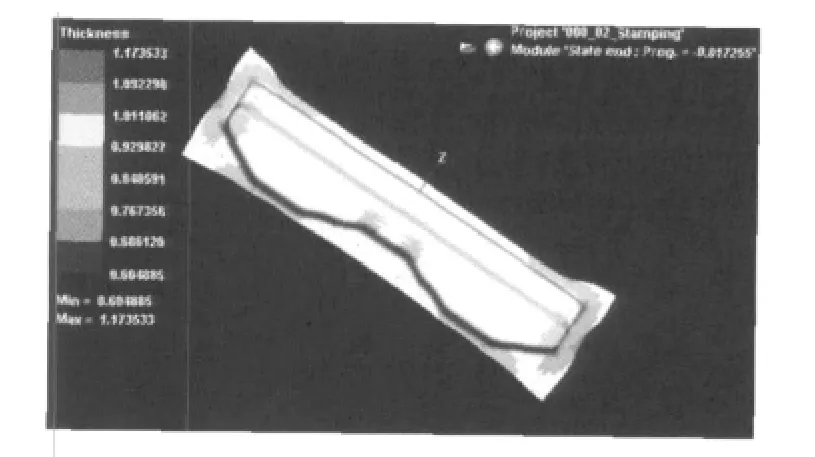
圖3 成形結(jié)果

圖4 修邊回彈后的比較結(jié)果
由圖5可明顯看到零件的端部已經(jīng)被拉裂(料厚由1mm變?yōu)?.227416mm,遠遠超過真實應(yīng)變許可條件),雖然回彈量單向控制在許可范圍內(nèi),而雙向仍然超過2.5mm。成形結(jié)果見圖6。所以,單從工藝參數(shù)角度進行優(yōu)化,已經(jīng)不能滿足實際生產(chǎn),還需通過優(yōu)化模面結(jié)構(gòu),進行工藝驗證。修改后的模面見圖7,模擬結(jié)果如圖8所示。

圖5 修邊回彈后的比較結(jié)果

圖6 成形結(jié)果
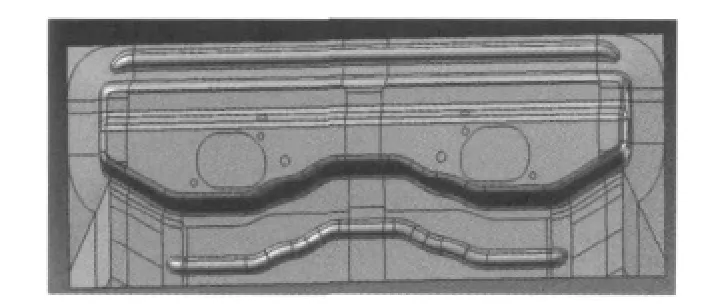
圖7 修改后的凹模模面

圖8 修改后的成形結(jié)果
由圖8可看到,所標出的兩處明顯起皺,而且該區(qū)域有部分是零件材料,是不允許起皺的,所以,尚需加大壓邊力以控制板料的起皺。當壓邊力增大到250kN時,起皺明顯消失。模擬結(jié)果見圖9。修邊后板料厚度云圖如圖10所示。回彈分析結(jié)果如圖11所示。

圖9 壓邊力250kN成形結(jié)果

圖10 壓邊力250kN修邊后板厚分布云圖
由圖9看出零件整體變形均勻,無起皺現(xiàn)象。雖然端部有少量區(qū)域已經(jīng)超過許可變薄率,但已不在零件上,修邊后板料最薄為0.825865mm,變薄率遠低于30%。從圖11可知,修改工藝后工件單向最大回彈量1.458532mm,雙向最大回彈量2.45mm,符合零件技術(shù)條件。因此,在圖7所示模面結(jié)構(gòu)及壓邊力250kN的工藝條件下,零件成形性良好,能夠滿足生產(chǎn)要求。

圖11 壓邊力250kN修邊回彈分析
4 結(jié)束語
采用以NX快速建模及PAM虛擬試模過程為基礎(chǔ),修改模具結(jié)構(gòu)及工藝參數(shù)優(yōu)化,可以達到提高生產(chǎn)效率和零件質(zhì)量的目的。通過對加強板的拉延工藝分析,確定了最佳工藝參數(shù),得到準確的模具結(jié)構(gòu)形狀,簡化了模具設(shè)計過程,對實際生產(chǎn)有明顯的指導(dǎo)作用。
[1] 李鳳仙,王春偉,劉尉俊,等.基于Dynaform的汽車橫梁模具型面設(shè)計與數(shù)值模擬分析.模具工業(yè),2009,(2):8.
[2] 李慧敏,江丙云,郭偉剛,等.基于TopSolid的沖壓件展開尺寸計算與成形性能分析.模具工業(yè),2009,(5):28.
[3] 謝 暉.基于CAE仿真的沖壓回彈影響因素研究[J].湖南大學(xué)學(xué)報(自然科學(xué)版),2003,30(5).
[4]ESI Groop.PAM_STAMP 2G 2007 Reference Manual[M].2007.
Optimization of the stamping process for the strengthening part of automobile based on CAD/CAE
XIAO Haifeng1,ZHANG Chun1,LI Fanghua1,XU Yanqin2
(1.Hubei University of Automobile Technology,Shiyan 442002,Hubei China;2.Dongfeng(Shiyan)Auto Heat Exchanger Co.,Ltd.,Shiyan 442002,Hubei China)
The stamping-die for strengthening part of auto has been designed by use of NX6.0 and the stamping process has been analyzed by use of PAM-STAMP 2G in the text.By optimizing the die surface structure and parametric data,the accuracy of design and the feasibility of forming process have been improved.In this way,the ime from design to work of the die has been reduced,as well as the die-adjusting working force.The efficiency of die design has been raised.
Optimization;Die surface structure
TG386.3+2
B
1672-0121(2011)04-0066-02
國家自然科學(xué)基金項目(50905056)
2011-04-21
肖海峰(1978-),男,講師,從事汽車鈑金模具、注塑模具的教學(xué)與研究
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
