回轉窯監造的幾點體會
2011-11-02 02:35:17齊躍
水泥技術 2011年1期
□□齊躍
回轉窯監造的幾點體會
Supervision Experiences in Rotary Kiln Manufacturing
□□齊躍
經過幾年出口工程項目的設備監造工作,感到國內建材裝備行業確有一些企業市場法制觀念不完善,生產和管理方式還存在某些弊端,設備的生產制造和出口包裝的質量問題時有發生,而設備的加工和制作過程是形成產品質量的關鍵過程,若出現質量問題,在國外現場不但處理困難和花費時間,還直接影響項目的工期。因此,本文以生產水泥的關鍵設備——回轉窯為例,說明監造過程中應該特別注意的一些問題。
1 務必要求制造商列出明確的生產進度和質控計劃
制造商列出明確的生產進度,監造工程師通過審查才能確定工廠原材料采購、零部件加工、部件組裝、調試的進度安排等是否符合項目工期的要求,即節點工期要符合里程碑事件的要求。制造商列出質量控制計劃,明確主要部件的質量檢驗和試驗的項目、要求、方法等。監理工程師通過事先審查計劃,明確哪些部件在哪些時間段進行監測,同時明確制造商將來必須提交的有關質量的檢驗記錄、材質報告(質量證明書)等。做好生產進度和質量預控(事前控制),防止隱蔽性質量問題的發生。
而現實監造過程中,有些回轉窯制造商常常是按固有的習慣進行生產和管理,進度和質控計劃粗糙不清,也不愿意按要求及時提供,致使監造工程師對重要部件的進度安排——里程碑節點無法準確掌握,無法事先設置質量檢查見證點W。回轉窯用鑄鋼件較多,且一般外協生產,鑄鋼件何時進廠就是重要的時間節點,是監督和檢查的重要控制點(見證點),鑄鋼件不進廠就無法進行檢查和展開后續的機加工。例如,筆者審查某廠的進度計劃時,發現外協的托輪、大齒圈、輪帶及擋輪毛坯件進廠時間不明確,經再三詢問發現大齒圈進廠時間離設備合同交貨期僅有1.5個月,一般大齒圈加工需要經過粗滾齒和精滾齒等工序,需要的加工周期長,很難保證合同交貨期,后要求工廠重新修訂了大齒圈訂貨合同,防止了問題的發生。又如,窯托輪和軸采用加熱法裝配,其熱套裝配是托輪部件質量形成的重要過程,某廠進度計劃中沒有明確列出裝配時間,而監造工程師事前應對配合的孔徑和軸頸復檢,尺寸符合圖紙要求后工廠才可套軸,保證冷卻后裝配間隙消失前完成裝配,防止咬死。后要求工廠必須確定裝配時間并提前通知監造工程師。
2 鑄鋼件易出現鑄造缺陷,是檢查的重要環節——隱蔽工程
回轉窯設備的特點是采用鑄鋼件較多,如大齒圈、托輪、擋輪和輪帶等,這些部件體積大且都是受力部件。我們知道,由于鑄鋼流動性差,收縮性大,澆鑄時容易出現鑄造缺陷,如縮孔、縮松、變形和裂紋等,所以,在粗加工后都要經過表面外觀檢查和內部超聲波探傷,這是質量檢查的重要現場見證點W。監造時工程師應在粗加工工序完成后及時到達制造現場檢驗,并按照JC/T401.3規定的4種情況認真檢查,處理可能出現的鑄造缺陷。這類問題具有隱蔽性,制造商可能出于經濟利益考慮,對有些過大的不允許焊補的缺陷,可能焊補一下就敷衍過去了,留下問題隱患。例如,筆者曾經在某廠監造時,于現場檢查六個已粗加工后的托輪,發現有三個托輪表面存在較大的縮孔(圖1),切鑿后缺陷直徑超過規范允許的?8mm,深度達到130mm(超過規范允許的壁厚的25%),屬不允許的焊補缺陷,最后工廠按要求報廢重做。其他三個托輪雖有幾處缺陷,直徑都在?4mm以下,且托輪還有一定的加工余量,加工后缺陷面積不超過托輪總面積的6%,允許工廠焊補但焊后必須經退火處理。
3 關鍵部位加工尺寸及精度檢查
3.1 筒體大段節的檢查
筒體大段節一般是整體車削加工,要求加工精度高,制造成本大,有些工廠可能由于任務多或加工條件限制,對非輪帶段的大段節不采用整體加工工藝,有可能出現尺寸超差,而尺寸超差后就很難保證筒體運到現場組對焊接的質量。例如:在某廠監造直徑4m窯,檢查發現內徑D圓度尺寸超差,筒體內徑公差要求為±1.5mm,現場檢查窯筒體大段節兩端內徑均布四個點分別為(單位mm):入料端是4000,4002,3998,3999。出料端是3999,3998,4000,3997,兩端都出現一定的超差,后要求工廠重新矯圓并達到公差要求。
3.2 輪帶的檢查
輪帶內孔和窯筒體墊板之間的間隙十分重要,精車輪帶首先要控制內孔直徑的尺寸公差,然后控制內外圓柱面的同軸度公差。檢查輪帶加工尺寸時,首先要檢查輪帶加工工藝,輪帶裝夾在大型立車上是否一次性加工出內外圓柱面(一刀活),這樣,車床主軸的精度就可以保證輪帶的同軸度公差。由于輪帶體積大,測量直徑經常采用卷尺圍合方法測量輪帶外圓周長尺寸,再將周長換算成直徑。
另外,為了保證工作中輪帶與托輪保持良好的接觸,要求輪帶外圓表面粗糙度不大于Ra6.3μm,有時車削加工難于達到這一要求,要認真檢查輪帶表面,若表面粗糙度達不到Ra6.3μm,可以要求工廠用砂帶磨削解決。

圖1 托輪表面缺陷

圖2 大齒圈拉緊裝置
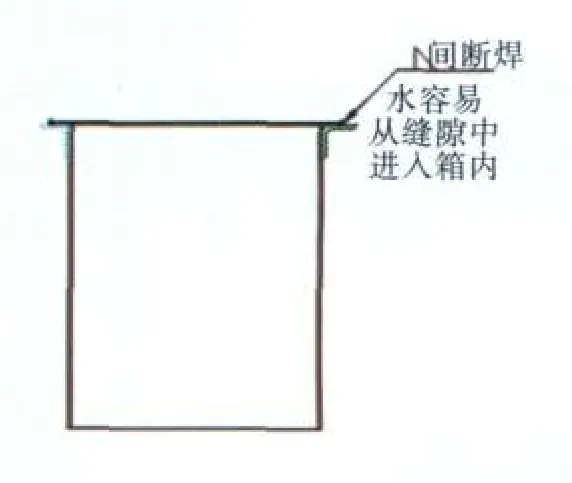
圖3 原鐵箱上蓋焊接形式
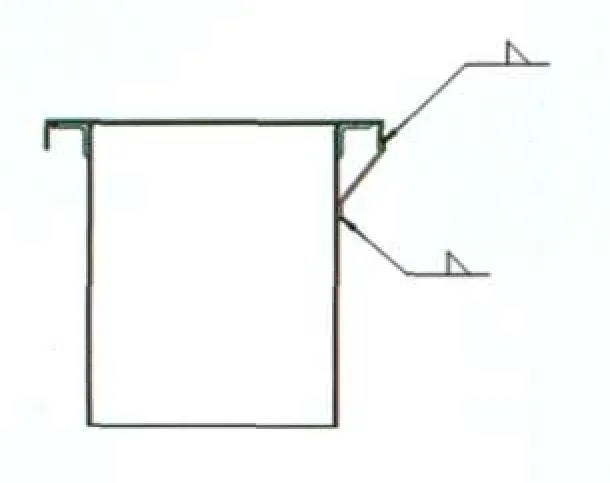
圖4 改進后上蓋焊接形式之一
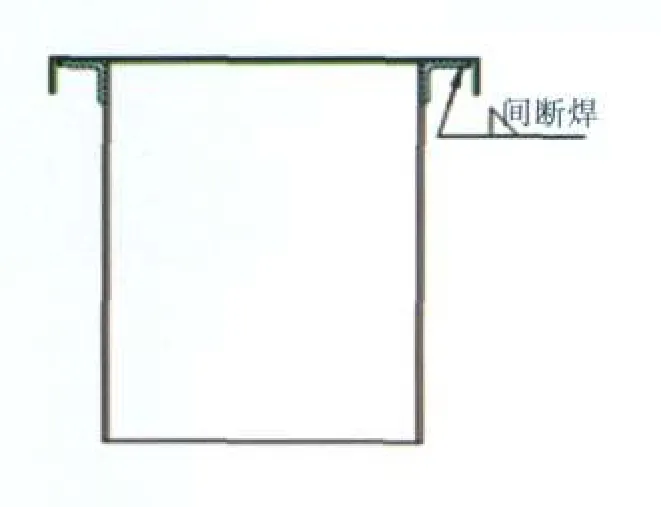
圖5 改進后上蓋焊接形式之二
4 設備包裝問題
眾所周知,出口項目的設備要經過長途運輸和多次裝卸倒運,雖然制造商都說是按出口要求進行包裝,但實際情況是經常出現設備和包裝箱破損,檢查包裝質量時,以下兩種情況應該注意。
4.1 大齒圈包裝
大齒圈由于體積大,一般都是分半運輸。大齒圈包裝、儲存和運輸必須平放,不能直立儲存和運輸,防止自身重量過大產生變形。另外,包裝兩個半齒圈必須用“齒圈拉緊裝置”固定好,并要特別注意兩半齒圈底部墊平,直立著包裝和運輸雖然有拉緊裝置但由于自身重力作用也容易發生變形(圖2)。檢查包裝時注意檢查制造商對齒面和兩端接合面(加工面)的保護措施,防止長途運輸途中發生磕碰和銹蝕。齒圈運到現場工地后,應立即將兩半齒圈組裝成整體,再妥善保管。
4.2 采用封閉鐵包裝時,應嚴格制作鐵箱
出口產品用木箱包裝經常需要經過熏蒸處理,有些工廠為避免熏蒸,寧愿增加一些成本用封閉鐵箱包裝也不采用木箱。但鐵箱制作焊縫不夠嚴密,尤其上蓋與箱體采用間斷焊,使得雨水容易透過縫隙進入箱內(圖3),造成箱內部件出現受潮銹蝕或技術資料被水浸泡等情況。因此,應要求工廠上蓋做得大些,近似一個傘帽,如圖4(上蓋和箱體間加連接鐵)或圖5(從上蓋里面間斷焊)所示。
[1]水泥工業用技術裝備[M].中國建材出版社,2008,6.
[2]中國建材技術裝備安裝圍護與修理[M].遠方出版社.
TQ172.622.29
B
1001-6171(2011)01-0089-02
2010-08-24; 編輯:趙 蓮
