啟發式教學法在鉗工實訓中的應用
2011-10-27 03:54:30殷寧汪治鵬南京市江寧高級技工學校江蘇南京211100
中國科技信息 2011年24期
殷寧 汪治鵬 南京市江寧高級技工學校,江蘇 南京 211100
啟發式教學法在鉗工實訓中的應用
殷寧 汪治鵬 南京市江寧高級技工學校,江蘇 南京 211100
針對目前我校鉗工實訓的教學現狀,結合學校現有的實訓設備和教學資源,采用“啟發式教學法”的先進理念和具體方法,通過鉗工訓練項目實例,進行鉗工實訓教學改革的深入探索與實踐,豐富了教學內容,改進了教學模式與手段,提高了學生的工程實踐能力和整體素質,增強了學生勝任崗位工作的核心競爭力,從而能夠更好地適應當前社會的用工需求。
啟發式教學法;鉗工實訓;教學改革
國家級高級技工學校教育的主要目標是培養具有一定專業理論知識和專業技能的應用型人才。隨著當前用人單位和從業崗位對學生專業理論知識和動手實踐能力的要求不斷提高,機械類專業的教學改革進入了一個新的歷史時期。
鉗工就是手持刀具、工具按工程圖紙的基本要求對毛坯件、半成品件進行切削加工和裝配的一個工種,是機械制造領域中的重要工種之一。其基本操作有輔助性操作、切削性操作、裝配性操作和維修性操作等。根據不同的操作方法,鉗工大致又可以劃分為模具鉗工、裝配鉗工和機修鉗工三個種類。
1 應用啟發式教學法的背景及其含義
1.1 鉗工實訓中應用啟發式教學法的背景
鉗工實訓是一門實踐性很強的技術基礎課,根據課程教學大綱的規定,其具體內容主要包括劃線、鋸削、銼削、鏨削、鉆孔、攻絲和裝配等內容,是機械制造類專業學生學習專業知識所必不可少的先修課。
鉗工素有“萬能工種”之稱,但要讓學生迅速地熟練掌握這項技能并不是一件很容易的事情。傳統的鉗工實訓教學模式,大多都是以老師講課為主,老師怎么做示范,學生跟著怎么做。這樣的教學方法比較沉悶和枯燥,效果不太理想,并且老師個人積累的工作經驗有可能會阻礙了學生思維的創新和能力拓展,使學生在今后遇見新的其他圖樣時可能無從下手或者根本不敢動手加工,嚴重阻礙了學生專業技能的發展。
隨著目前學生就業壓力的不斷增大,用人單位對學生的技能水平提出了更多、更高的具體要求,這就要求任課老師不斷地改進教學理念、教學模式和教學方法,從而切實地提高學生的綜合技能水平和從業的核心競爭力,使學生能夠更快、更好地適應當前社會的用工需求。為了達到這個目的,在鉗工實訓教學方面,經過廣泛調研和深入討論,決定采用啟發式教學法。
1.2 啟發式教學法的含義及基本要求
啟發式教學法就是教師在教學過程中,從學生的實際情況出發,結合教學任務的具體要求和學生學習的客觀規律,采用多種教學方式,從而調動學生的學習主動性和積極性,以培養學生的濃厚興趣和創新思維能力,促使學生生動活潑地學習的一種教學方法。其實質主要在于正確地處理好教與學的相互關系,遵循了教學的客觀規律,以期達到預期的教學效果。啟發式教學法的基本要求和主要特征可以概括為:① 調動學生學習的主動性和積極性;② 啟發學生獨立思考,培養學生的創新思維能力;③ 讓學生親自動手,培養獨立解決工程實際問題的能力;④ 發揚課堂的民主教學和互動效果。
2 啟發式教學法的實施
在啟發式教學法的實施過程中,學生作為認知的主體,每個鉗工實訓項目的學習均貫徹以下六個步聚:
(1) 復習引入─任課老師引入新項目;
(2) 制定工藝─以小組為單位制定加工工藝;
(3) 集中討論─針對每組指定的加工工藝,進行集中討論,并確定最佳方案;
(4) 操作加工─由學生完成工件加工過程,并且教師主要進行巡回指導;
(5) 質量檢查─檢查成形工件是否符合零件工程圖紙的加工要求;
(6) 總結啟發─針對當天的實訓項目,教師進行集中點評,并對類似工件的加工方法做總結啟發。
下面以鉗工的凹凸配合實訓項目為例進行具體分析。零件工程圖紙如圖l所示。
2.1 復習引導
本項目以銼四方(要求保證垂直度、平行度和平面度)、鉆工藝孔、修配作為主要的訓練任務,要求學生結合自己已經學習過的《鉗工工藝與技能訓練》、《機械制圖》、《機械制造工藝基礎》等課程專業知識,通過查閱相關的技術手冊和國家標準等方式,對該項目任務進行深入分析,并初步確定其加工工藝。在此基礎之上,實訓指導教師主要進行復習引入。
2.2 制定工藝
根據零件工程圖紙的具體要求,在實訓指導教師的指導下,學生以小組(四人一組)為基本單位自主制定日進程計劃,編寫相應的加工工藝,擬定各個階段的工作任務,以及各種工量刃具的準備方案等。
2.3 集中討論
各個小組制定好加工工藝以后,每組推選一位同學敘述本組制定的加工工藝,由全班同學進行集中討論,各抒己見,最后通過比較,以確定最佳方案。
經過激烈討論和修改,最終確定的最佳加工工藝為:先劃中心線,以中心線為基準,劃出孔和四方的位置,然后鉆工藝孔,鋸削余料、銼四方,修配,檢驗和提交完成的工件。
2.4 操作加工
上述所給鉗工實訓教學項目的具體操作加工過程可以分成如下幾個步聚:
2.4.1 備料:根據工程圖紙的具體要求裁剪出60mm×40mm×8mm的板料,每人兩件。
2.4.2 劃線:先分別劃出30mm位置的中心線,然后以中心線為基準定出平板上四方和工藝孔的具體位置,打出樣沖后,檢查劃線尺寸等。
2.4.3 鉆工藝孔:在鉆孔示范操作中,實訓指導教師可以故意將鉆頭損壞,并以此例要求學生總結正確的鉆孔加工工藝以及方法。經過學生反復地進行討論和不斷驗證,最后總結出正確的鉆孔加工工藝為:① 確定孔的中心,在孔中心處用沖頭打出較大的中心眼;② 鉆孔加工時應先試鉆出一個淺坑,判斷是否對中;③ 在鉆削加工過程中,要求經常退出鉆頭,以利于排除切屑和進行冷卻,防止切屑堵塞或者鉆頭過熱,使鉆頭磨損甚至折斷,影響了零件的加工質量;④ 當孔快要被鉆通時,應當適當地降低進給速度,從而避免鉆頭在鉆穿的瞬間抖動,出現“啃刀”現象,損傷鉆頭,甚至發生加工事故;⑤ 在鉆削加工過程中要求正確地使用切削液。
2.4.4 鋸削:學生按照零件工程圖紙的具體要求,沿所劃線進行鋸削加工,從而將余料下掉。在鋸削加工的過程中,應當不斷地調整鋸條處于合適的位置,以保證鋸縫的直線度,確保加工質量和后續加工工序的便利。
2.4.5 銼削:銼削加工過程是保證工件尺寸的重要工序,是鉗工最基本的操作方法之一。在這個加工過程中,因受到握法、站立姿勢和作用點等諸多因素的影響,學生掌握起來會比較困難。針對這項基本技能的訓練要求,采取的教學方法不是直接灌輸形式,而是先讓幾個學生按照自己的方式進行銼削,然后老師進行相應的提問,并且要求學生回答以下的主要問題:①請闡述精銼加工與粗銼加工之間的具體區別;② 請列舉出測量工件表面垂直度和平面度等指標所使用到的各種量具;③ 請給出3個有可能造成加工零件尺寸錯誤的具體原因。因此,只要學生能夠把這些問題都弄明白了,也就基本掌握了銼削加工的正確操作方法。
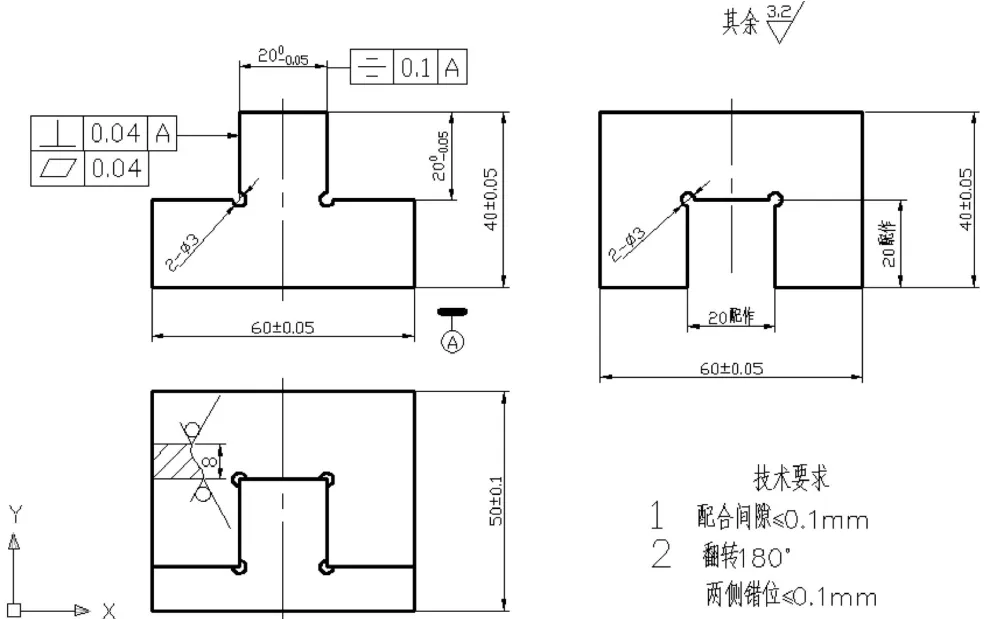
圖1 鉗工實訓項目圖紙
2.4.6 修配:修配過程是保證機械零件配合精度的重要工序,也是裝配鉗工要求掌握的最重要技能之一。為了保證零件配合的精度要求,學生經過比較,可以采用粉筆涂色法進行修配,最終的效果比較理想。
2.5 質量檢查
當學生加工的工件完成以后,鉗工實訓指導教師將學生提交的工件進行編號,讓學生按照圖紙的基本要求互相進行交叉評分,并要求撰寫出所評工件的具體優點和存在不足,然后進行集中討論。這樣,學生批閱和檢查其他同學加工出合格工件的過程實際上也是一個互相學習和自我提高的過程,從而可以有意識地克服自身的不足,提高自己的綜合技能水平。
2.6 總結啟發
鉗工實訓的指導教師根據學生提交的工件指標互查統計表進行全面總結,針對學生實訓過程中比較突出的、普遍性的問題進行集中講解,并適當地拓展相關的教學內容和教學范圍,從而讓學生舉一反三,以鍛煉學生的思維創新能力。
3 結語
在鉗工實訓的教學過程中通過引入啟發式教學法,可以充分地調動學生學習的積極性和主觀能動性,使學生積極主動地參與到教學的過程中,正確地發掘學生的學習興趣,從而切實提高了教學效果,使學生在獨立研究的道路上迅速前進。當然,上述介紹的教學理念和具體的教學方法也可以應用于其他的技能實訓教學過程中,同樣將會取得比較滿意的預期教學效果。因此,在職業教育教學的過程中,啟發式教學法的確有其獨特的優勢,具有較好的推廣應用價值和現實意義。
[1]徐冬元.鉗工工藝與技能訓練[M].北京:高等教育出版社,2003
[2]麻艷.鉗工工藝與技能訓練[M].北京:中國勞動社會保障出版社,2001
[3]顧為鵬.高職院校鉗工加工鑲配件的測量方法的創新教學[J].考試周刊,2010(39):170~171
10.3969/j.issn.1001-8972.2011.24.100
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
裝備制造技術(2020年12期)2020-05-22 09:25:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國公路(2017年19期)2018-01-23 03:06:33
學苑創造·A版(2017年6期)2017-06-23 14:10:46
電子制作(2017年8期)2017-06-05 09:36:15
信息記錄材料(2016年4期)2016-03-11 15:22:54
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年11期)2015-11-09 13:03:51