激光切割鋼板Z軸全程隨動路徑研究
2011-10-20 14:08:32司立眾
制造技術與機床 2011年10期
司立眾
(江蘇省南京工程高等職業學校電子工程系,江蘇南京 211135)
激光切割是激光加工中最重要的一項應用技術,它占整個激光加工市場的70%以上,已成為一種競爭力很強的高新技術[1]。與其他切割方法相比,激光切割最顯著的特點是精度高、速度快,在第十屆北京國際機床展上意大利Prima公司展示的一臺數控激光切割機最快每分鐘可切割1 000個小孔。國內數控激光切割機的生產廠家主要有濟南捷邁、上海團結普瑞瑪、深圳大族、武漢法利萊、武漢楚天、沈陽普瑞瑪、江蘇金方圓等廠家[2]。為提高切割效率,武漢法利萊于2009年自主開發出具備蛙跳功能的激光切割機,并在第六屆中國數控機床展覽會(南京)上進行了展示。蛙跳技術其實就是一種改變Z軸空程路徑的技術,它需要具備高精度三維插補功能的數控系統支撐才能實現。那么有沒有僅需二維插補(可降低數控系統成本)就能實現效率提升的切割路徑供我們選擇呢?本文將就此問題進行研究。
1 傳統二維激光切割路徑分析
我們通常所說的激光切割路徑包含用于去除或分離材料的切割路徑和空程路徑,為了去除或分離材料,切割路徑是不可缺少的,它不可能被縮短,但空行程可以被縮短。筆者認為空行程不僅應包括XY二維平面內的空行程,而且也應包括Z軸的空行程。這一點,在二維激光切割工藝研究中,尚未見過涉及Z軸空行程的研究內容[3-6]。
1.1 二維激光切割路徑
2010年4月,第六屆中國數控機床展覽會在江蘇南京舉行,會上展出了濟南捷邁、上海團結普瑞瑪、深圳大族、武漢法利萊等數十家國內知名企業生產的二維數控激光切割機。經現場觀察,這些數控激光割機在切割中的路徑基本是這樣的:從起點出發(切割頭保持抬起狀態,割嘴與板面保持一定的距離),空行程到第一個待切割圖形的起刀點,落到板面上,采用Z浮結構控制割嘴與板面的距離[7-8],待第一個圖形切割完成后,切割頭抬升到一定高度(如濟南捷邁LCF-1530激光切割抬升約為40 mm),空行程到下一個待切割圖形的起刀點,落到板面上,進行第二個圖形的切割……。在激光切割鋼板過程中,一個慣用的做法就是在空行程時切割頭要抬升到一定高度,為什么要這樣做呢?這是因為被切割下來的工件并不是都能順利地落到落料槽中,有時會出現部分懸空部分高出板面的情形,如果切割頭不能抬升到一定的安全高度,就有可能與這些高出板面的工件碰撞,從而導致故障停機,這樣不僅會使切割效率降低,而且還有可能會對設備造成一定的損壞。
為避免切割頭與工件碰撞的發生,生產廠家都采用了抬升切割頭這一方法進行處理,這也是此類設備默認和通行的做法。然而,切割頭的抬升就意味著空行程的增加,所以,切割頭的抬升高度是有限制的。也許是因為切割頭抬升的必然性,所以鮮見涉及Z軸空行程的優化研究。
1.2 Z 軸空行程
在二維激光切割鋼板設備中,Z軸普遍采用Z浮結構,即采用電感式或電容式的傳感器來進行噴嘴與板面距離的控制。在進行實程切割時,由于板面會存在小的坡度或不平整度,所以會有小的Z軸行程。不過它不受數控系統控制,不占用系統的執行時間,所以它的這部分行程不能計算在內。
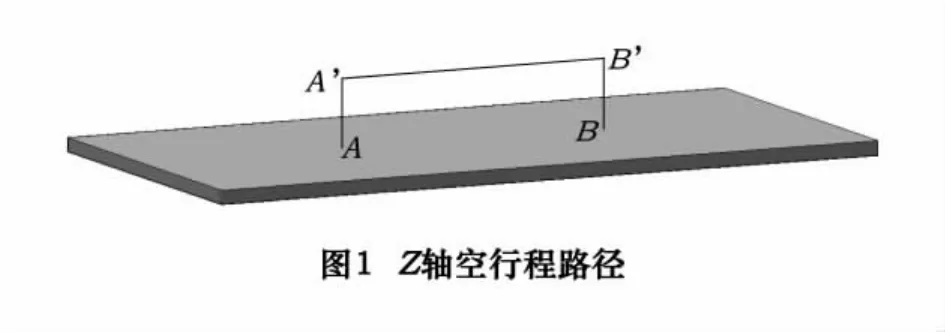
當激光切割機切割完一個圖形后,為避免碰撞,需要抬升到一定高度,再落到一個新的起點。如圖1所示,其過程一般為,切割頭走到A點→停頓→Z軸抬升空程→停頓→XY平面內空程→停頓→Z軸下降空程→B點→停頓。如上海團結普瑞瑪生產的SLCM-1225數控激光切割機,就是采用這一Z軸控制模式。
一般,為避免在Z軸下降過程中切割頭碰到板面,Z軸的速度是比較低的,這樣也相當于加大了Z軸的行程距離。另外由于4次停頓的存在,也使得Z軸空程耗時太長,于是降低Z軸空程耗時便成了本文的研究目標。當然,熟悉數控激光切割機的人應該知道,此處所講的Z軸行程都是在“數控”情況下產生的,在數控激光切割機中“數控”與“隨動”是Z軸的2個工作狀態。一般在正常切割時Z軸處于隨動狀態,而在空程時Z軸處于數控狀態,那么,我們能不能讓Z軸在空程時也處于隨動狀態呢?如果能,那么就相當于Z軸沒有空程,當然也少了幾次停頓,切割效率自然就會提高。
2 Z軸全程隨動與碰撞干涉問題分析
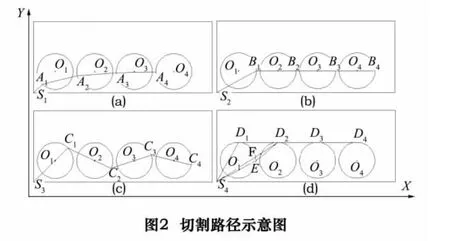
如圖2所示,假設需要切割4個半徑為100 mm的圓。據SLCM-1225數控激光切割機特點,我們建立了如圖所示的二維平面直角坐標系,矩形框代表待加工板材。在作圖時我們選擇⊙O1距離兩條鄰近矩形邊距離為20 mm(實際切割中距離很小,本文選擇的大距離是為了描述方便),4個圓沿X軸均勻分布,間距為20 mm。顯然,對于這一加工需求,切割路徑僅僅是4個圓的圓周。
2.1 二維平面最小空程
如圖2a所示為通常所說的切割路徑最短的路徑(由于本文已引入Z軸空程,故下文中都將冠以二維平面內或XY平面內),其起點為S1點,A1點是⊙O1的起點(此圖未加引割線,故A1點也是⊙O1的切割路徑的終點),同樣A2、A3、A4三點也分別是⊙O2、⊙O3、⊙O4的起點。這樣,按此順序進行切割的二維平面內空程總長La=S1A1+A1A2+A2A3+A3A4,為追求二維平面內空程La最小,在編程軟件中選擇了A1為以S1為圓心的圓與⊙O1外切點,A2為以A1為圓心的圓與⊙O2外切點,A3、A4以此類推。經計算La=706.749 mm,即二維平面內最小空程為706.749 mm。
根據圖2a的切割頭運行軌跡來看,當⊙O1被切割完成后,切割頭的位置應該是在A1點,而它接下來的空程運動軌跡應該是直線A1A2,顯然,在此軌跡當中⊙O1已被分離,此時⊙O1可能是個空洞,也可能呈現某種高出板面的傾斜狀。假如采用隨動來控制Z軸行程,那么在XY平面內,當切割頭沿A1A2運動時,在原⊙O1處就可能會掉入空洞或發生碰撞。為避免這一情況發生,在A1點切割頭需要抬升,當然在A2、A3點也是一樣,這就是目前通行的處理方法(如圖1所示),不可避免地拉長了空程時間。
2.2 二維平面最大空程
如圖2c所示為二維平面內空程最長(空程為直線)的切割路徑圖,其起點為S3點,C1點是⊙O1的起點,C2、C3、C4三點分別是⊙O2、⊙O3、⊙O4的起點。則二維平面內空程總長Lc=S3C1+C1C2+C2C3+C3C4,其中C1為以S1為圓心的圓與⊙O1的內切點,C2為以C1為圓心的圓與⊙O2內切點,C3、C4以此類推。經計算Lc=1 000 mm,即二維平面內最大空程為1 000 mm。
根據圖2c的切割頭運行軌跡來看,當⊙O1被切割完成后,切割頭的位置應該是在C1點,而它接下來的空程運動軌跡應該是直線C1C2,顯然,已被分離的⊙O1不在此軌跡當中,那么因⊙O1的分離而出現的空洞或某種高出板面的傾斜狀障礙不會對接下來的軌跡C1C2帶來干擾。假如采用隨動來控制Z軸行程,那么在XY平面內,當切割頭沿C1C2運動時(此時⊙O2尚未被分離),不會發生掉入空洞或碰撞的異常情況,當然也就不會有Z軸行程。經實際切割測試,其空程時間小于采用切割頭抬頭的二維平面最小空程時間。
2.3 二維平面理想空程
當然,如采用Z軸全程隨動切割,在保證不會發生掉入空洞或碰撞情況下,我們還可以進一步縮短空程時間。我們來看圖2b所示的切割路徑圖,其起點為S2點,B1點是⊙O1的起點,B2、B3、B4三點分別是⊙O2、⊙O3、⊙O4的起點。則二維平面內空程總長Lb=S2B1+B1B2+B2B3+B3B4,其中B1、B2、B3、B4分別是⊙O1、⊙O2、⊙O3、⊙O4的右象限點,經計算Lb=910.599 mm。
根據圖2b的切割頭運行軌跡來看,當⊙O1被切割完成后,切割頭的位置應該是在B1點,而它接下來的空程運動軌跡是直線B1B2,顯然,已被分離的⊙O1不在此軌跡當中(它的軌跡中的⊙O2尚未被分離),那么如使Z軸處于隨動狀態時,則不會發生掉入空洞或碰撞等的異常情況,同樣Z軸也沒有行程。因Lb=910.599 mm<1 000 mm=Lc,所以,圖2b的切割頭運動軌跡比圖2c理想。
當然,圖2b所示路徑并不是最理想的Z軸全程隨動切割路徑。我們在圖2d中畫出了另外3種能夠滿足Z軸全程隨動的切割路徑。如圖所示,圖中E為⊙O1的右象限點,D1、D2、D3、D4分別是⊙O1、⊙O2、⊙O3、⊙O4的上象限點,F為點S4、D2的連線與⊙O1的交點,這樣我們就有了以下3條Z軸全程隨動的切割路徑:
(1)S4→D1→切⊙O1→D2→切⊙O2→D3→切⊙O3→D4→切⊙O4
對應的空程Ld=S4D1+D1D2+D2D3+D3D4
(2)S4→E→切⊙O1→D2→切⊙O2→D3→切⊙O3→D4→切⊙O4
對應的空程Le=S4E+ED2+D2D3+D3D4
(3)S4→F→切⊙O1→D2→切⊙O2→D3→切⊙O3→D4→切⊙O4
對應的空程Lf=S4F+FD2+D2D3+D3D4
比較以上3條切割路徑,最大為Ld(=Lb),最小為Lf。進一步分析可知,針對形如圖2的排版圖,在Z軸全程隨動的情況下,Lf便是符合條件的最小空程,相應的切割路徑也就是最理想的切割路徑。當然,對于不同的切割圖形會有不同的理想切割路徑。
3 Z軸全程隨動切割路徑條件
由以上分析可知,圖2b、圖2c共列舉了4種可以采用Z軸全程隨動切割的路徑,即它們滿足Z軸全程隨動切割的條件。實際上這種切割路徑有很多,那么Z軸全程隨動切割的條件是什么呢?經過圖形分析可知,Z軸全程隨動切割的條件是:切割頭運動的空程軌跡不能經過已被分離(或切割完成)的零部件。
4 結語
經過實驗驗證,Z軸全程隨動切割是一種可行的能夠提高切割效率的方法,只要能保證切割頭運動的空程軌跡不經過已被分離(或切割完成)的零部件,就能夠保證Z軸全程隨動切割的可執行性。全程隨動切割效率比傳統抬頭切割平均要高出60%以上。當然,對于具體的待切割圖形來說,切割效率的增加量主要取決于待切割圖形的總穿孔數與總切割長度的比值。
[1]張永強,陳武柱,張旭東,等.激光切割過程火花簇射行為的研究[J].中國激光,2007,34(s1):310-313.
[2]鄧鴻林.我國大功率CO2激光數控切割機技術、市場及產業[J].激光與光電子學進展,2007,44(7):66 -70.
[3]滕杰,王斌修.激光切割工業純鋁的工藝研究[J].制造技術與機床,2009(8):24-26.
[4]閻啟,劉豐.工藝參數對激光切割工藝質量的影響[J].應用激光,2006,26(3):151-153.
[5]徐路寧,王霄,張永康.激光切割板材的工藝處理[J].應用激光,2002,22(6):533 -538.
[6]劉會霞,王霄,周明,等.共邊排樣件激光切割路徑的規劃[J].中國激光,2004,31(10):1269 -1274.
[7]繆震華.激光切割機電容式Z浮的研究[D].武漢:華中科技大學,2005.
[8]楊婕,季忠,劉韌.數控激光切割機Z軸機構設計[J].機械設計與制造,2008(8):37-39.
