鋼帶纏繞預應力模具變張力模糊控制*
2011-10-18 14:33:12趙慧云
制造技術與機床 2011年6期
關鍵詞:系統
何 芳 王 強 趙慧云
(①濟南大學控制科學與工程學院,山東濟南250022;②濟南大學機械工程學院,山東濟南250022)
應用預應力模具技術可有效地提高模具的使用壽命和產品精度。鋼帶纏繞預應力模具是一種由高強度鋼帶纏繞層、模芯、模具襯套等組成的新型高強度、高剛度預應力模具,具有預緊效果顯著、使用壽命長、產品精度高、結構緊湊等優點[1-2]。
纏繞工藝中張力的控制是鋼帶纏繞預應力模具關鍵技術之一。張力控制的穩定性和準確性直接影響纏繞預應力的分布,影響模具質量。本文在建立了雙電動機結構鋼帶纏繞預應力模具纏繞控制系統的基礎上,針對鋼帶纏繞系統中變張力控制,引入模糊控制技術,改善張力控制性能。并建立仿真模型驗證采用參數自整定模糊PID控制在改善系統動態和穩態性能方面的優勢。
1 鋼帶纏繞預應力模具控制系統
一般的纏繞控制系統按照控制精度要求的不同可以采用不同的控制系統結構[3],開環控制或轉速閉環、張力控制等;單閉環控制或雙閉環控制。為了實現鋼帶纏繞預應力模具預應力的最優分布,對張力控制的穩定性和準確性要求就很高,為此我們開發的鋼帶纏繞預應力模具控制系統采用的是雙電動機式結構(見圖1)。
該控制系統中,兩臺電動機分別放置于收卷部分和放卷部分,系統的檢測包括張力檢測及速度檢測,另外還包括計算機控制器部分。放卷部分由伺服電動機、伺服驅動器、減速機、放卷輥構成。收卷部分由變頻器、異步電動機、減速機、收卷輥構成。張力檢測的傳感器選用軸臺式雙傳感器。控制器采用工控機和PCL-812PG增強型多通道卡件。
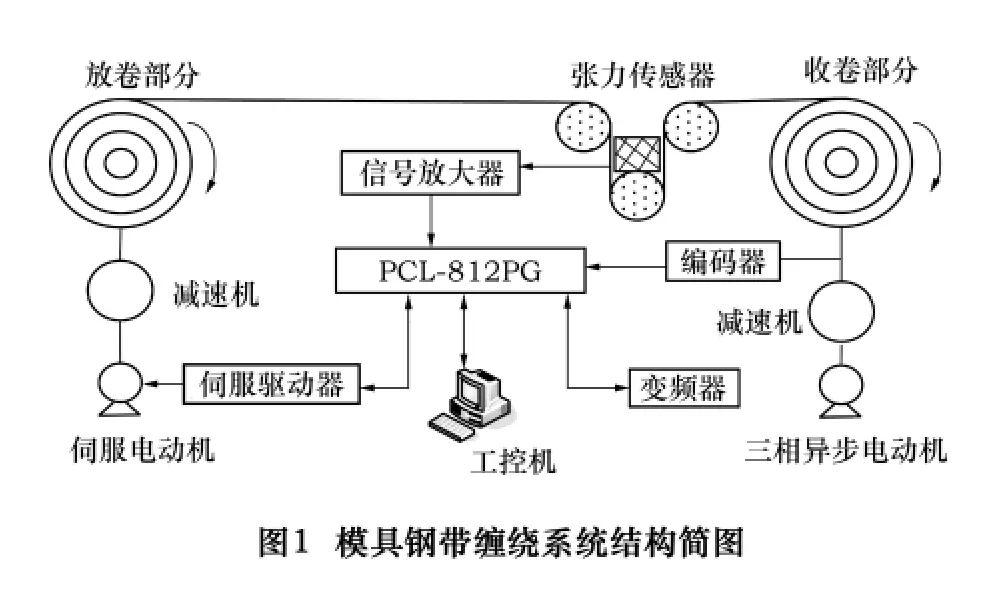
纏繞張力決定于收卷部分收卷輥的線速度與放卷部分放卷輥的線速度的差。收卷部分采用恒線速度閉環變頻調速;放卷側根據張力期望值曲線與張力檢測反饋的差調節電動機的轉速,從而實現張力的調節。張力期望值曲線與纏繞模具的預應力的分布要求有確定的對應關系,并與纏繞半徑有關[4]。
2 影響張力控制穩定性的主要原因
在張力控制中,引起張力波動的因素很多,主要因素分析如下:
(1)纏繞張力和纏繞速度都是纏繞控制系統中必須要控制的關鍵量,但是由于纏繞速度和纏繞張力的強耦合性,當其中一個量發生變化時,勢必會引起另一個量的變化。例如,當系統要求收卷速度增大時,必然會引起纏繞張力的增大;或當收卷速度出現波動時,纏繞張力必然也會出現抖動。
(2)旋轉編碼器裝置通過同步齒帶分別與開卷機構和纏繞機構連接,一方面用于實時獲取開卷機構主軸與纏繞機構主軸轉角和轉速數據,另一方面用于換算模具纏繞鋼帶層、鋼帶卷的半徑等數據。在纏繞系統中,隨著纏繞過程的進行,收、放卷的半徑都在變化,半徑的變化必然會引起卷材張力的變化。例如,如果收卷半徑增加,而收卷速度不變,那么纏繞張力必然會變大。
(3)存在纏繞卷材本身材質的不均勻問題,造成鋼帶在被拉伸的狀態下張力變化的波動。
(4)纏繞環境的變化和干擾都會影響到纏繞張力的變化,如電動機振動、卷輥不圓,卷材偏心等。
(5)纏繞張力控制系統是一個多變量、非線性、多干擾和強耦合的復雜系統。而目前最常見的PID控制器無法實現對模型不確定系統的精確控制,造成張力控制中難免會出現超調量大、調節時間長和抖動嚴重等問題。
由于鋼帶纏繞預應力模具纏繞控制系統是為了實現預應力模具更好的預應力分布,所以對張力控制精度要求很高。為此,必須引入先進的控制算法和控制策略削弱各種不良因素的影響,提高控制精度[5-6]。
3 纏繞張力的模糊控制
研究纏繞張力控制系統的控制性能,首先要建立系統的數學模型。因為模具纏繞張力控制屬于非線性、強耦合、多變量的時變系統,所以實際中很難建立其張力控制對象的精確數學模型。如果采用調節參數固定的PID控制方法,當被控系統發生變化時很難達到理想的控制效果。控制系統中不僅存在卷徑時變及其它外在干擾,而且纏繞張力和纏繞速度之間存在強耦合問題。對于很多其他張力控制系統中,采用張力和速度解耦控制是廣泛研究一種控制策略,并有許多相關的研究文獻發表。但解耦控制的精度完全依賴于系統數學模型的準確度,因此在復雜的張力控制系統中實施起來比較困難。
對于不易建立精確數學模型的復雜控制系統可以引入先進的智能控制技術,模糊控制技術是其中的一種。模糊控制技術以模糊集合為基礎,在系統設計時不需要建立精確的被控對象的數學模型,只要求掌握現場操作人員或相關專家的經驗知識或運行數據,并通過建立語言變量控制規則實現對被控對象的控制。模糊控制技術適于解決非線性時變、時滯等復雜系統控制問題。
為了提高鋼帶纏繞預應力模具纏繞工藝中張力的控制性能,我們在控制系統中引入了模糊控制技術。模糊控制中可以選擇不同類別、不同結構和原理的模糊控制器,這主要根據研究問題而定。我們采用了參數自整定模糊PID。參數自整定模糊PID控制器是在傳統PID控制器的基礎上,增加一個模糊控制器,依照偏差和偏差變化率的值,經過模糊推理對PID的3個參數Kp、Ki、Kd進行實時整定,實現自適應的 PID控制[7-8]。參數自整定模糊PID控制系統結構圖如圖2所示。

參數自整定模糊控制器是一個雙輸入三輸出的結構。兩個輸入分別是線速度誤差e和線速度誤差變化率ec,其模糊語言變量分別表示為E和EC。3個輸出分別為 PID控制器3個參數的修正值 ΔKp、ΔKi和ΔKd,其模糊語言變量分別為P、I和D。修正公式為
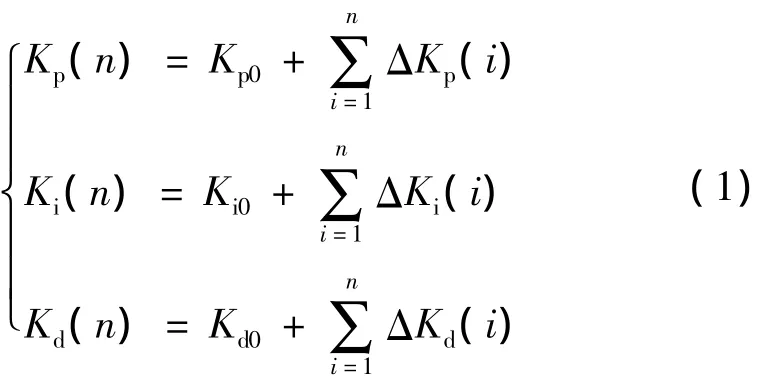
式中:Kp0、Ki0和 Kd0分別是 Kp、Ki和 Kd的初始給定值;n為第n次采樣時刻。
輸入(E和EC)和輸出(P、I和D)的模糊集論域均設為 7個等級,其語言值為:負大(NB)、負中(NM)、負小(NS)、零(O)、正小(PS)、正中(PM)、正大(PB)。它們的隸屬度函數曲線均選用三角形曲線形式。根據PID參數的調整原則,結合工程技術和實際操作經驗,設計的控制規則如表1~3所示。模糊推理采用的是Mandani推理方法,解模糊的過程采用重心法。
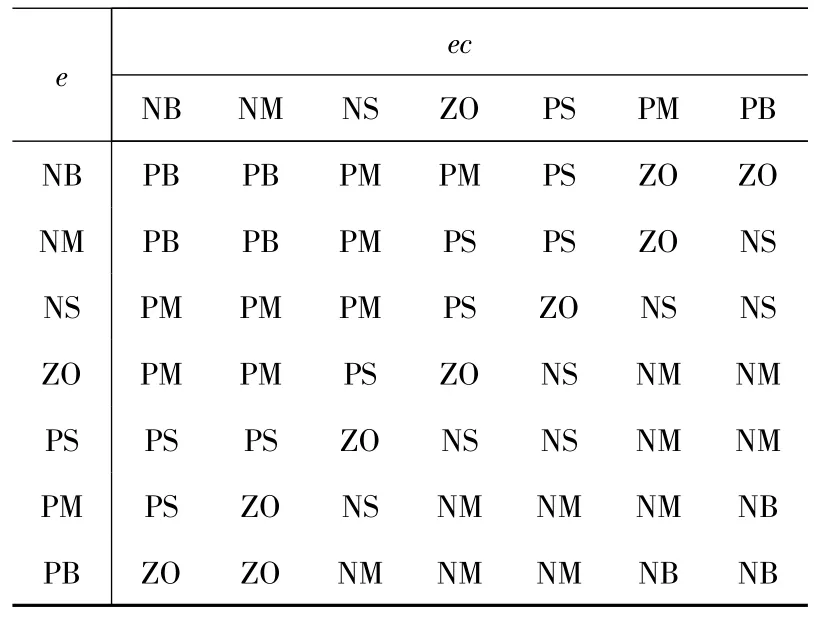
表1 ΔKp的模糊調整規則表
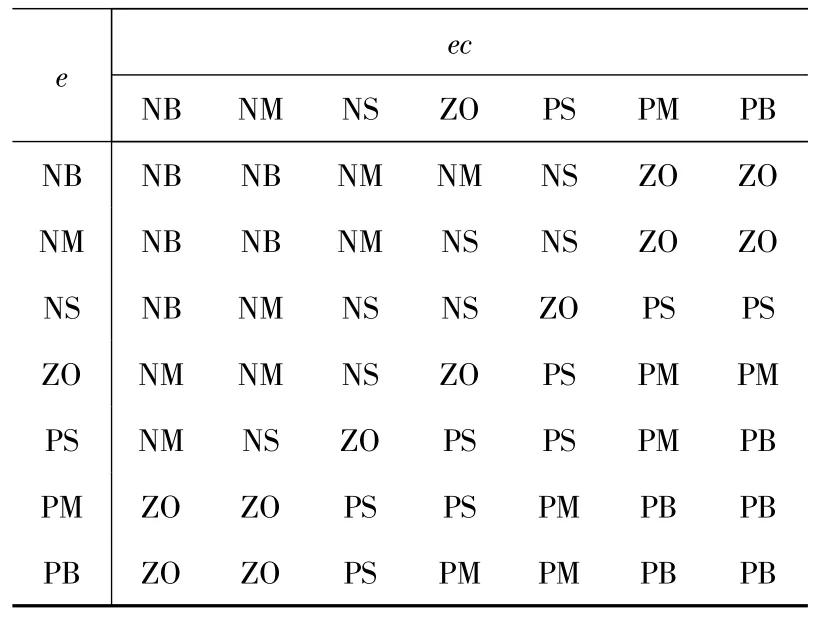
表2 ΔKi的模糊調整規則表
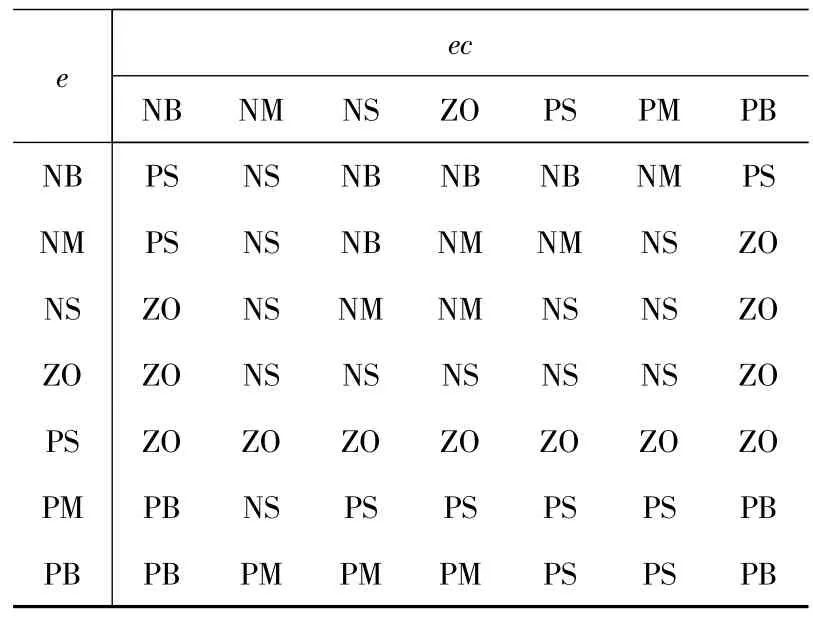
表3 ΔKd的模糊調整規則表
4 建模與分析
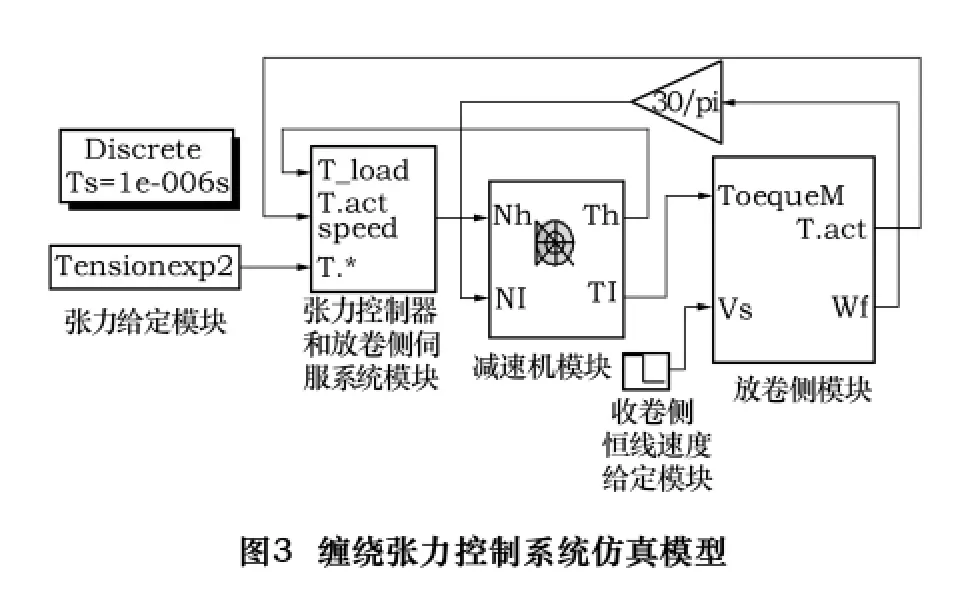
為了驗證參數自整定模糊PID控制器對系統性能的改善。我們在MATLAB/SIMULINK環境下建立了纏繞張力控制系統的仿真模型,如圖3所示。該模型主要分為包括5個部分:張力給定模塊(Tension Given);張力控制器和放卷側伺服系統模塊(Tension Controller and F.Motor model);減速機模塊(Speed reducer);收卷側的恒線速度給定(S.liner speed)和放卷側模塊(Unwinding model)。
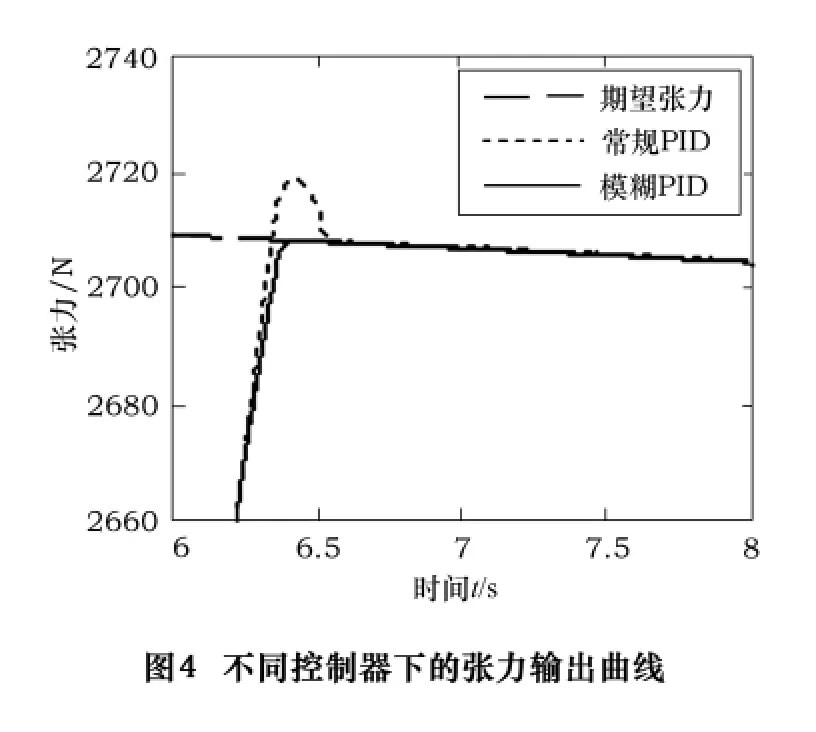
仿真實驗中設定收卷側鋼帶線速度給定為恒定值(即:假定收卷側可以實現恒線速度無靜差控制)。對于變張力控制,仿真實驗中設定張力的給定隨纏繞半徑的增加線性減小,這于實際生產工藝要求相吻合。仿真實驗對比了相同仿真條件下采用常規PID控制時的控制性能和采用參數自整定模糊PID控制器時的控制性能。圖4截取了仿真過程6~8 s時間段的仿真曲線。從圖4可以看出,在相同條件下,采用參數自整定模糊PID控制器比采用固定調節參數的常規PID控制器有超調量更小、調節時間更短。驗證了采用參數自整定模糊PID控制對模具纏繞工藝中的張力控制具有更好的調節作用。
5 結語
變張力的控制性能直接影響鋼帶纏繞預應力模具的預應力分布是控制過程的關鍵技術。本文建立了雙電動機結構鋼帶纏繞預應力模具纏繞控制系統,因為該系統屬于非線性、強耦合時變系統,實際中很難建立其控制對象的精確數學模型,為此我們引入參數自整定模糊PID控制。通過建立仿真模型驗證了這種控制策略在改善系統動態和穩態性能方面的優勢。
[1]Groenbaek J,Nielsen E B.Stripwound containers for combined radial and axial prestressing[J].Journal of Material Processing Technology,1997,71:30-35.
[2]Groenbaek J,Birker T.Innovations in cold forging die design[J].Journal of Material Processing Technology,2000,98:155-161.
[3]何芳,趙壽華,王強.預應力模具鋼帶纏繞張力控制[J].濟南大學學報:自然科學版,2009,23(3):317-323.
[4]來小麗,王強,蔡冬梅,等.鋼帶纏繞預應力模具纏繞層數的確定方法[J].塑性工程學報,2008,15(3):152-156.
[5]何金保.卷繞張力系統魯棒控制策略的研究[D].上海:上海大學,2009.
[6]許建中.凹印機張力—速度自適應解耦控制的研究[D].長沙:中南大學控制科學與工程學院,2008.
[7]Zhao S H,He F,Wang Q.Fuzzy-PI double modes control to motor under minus load circumstance[M].Proc.IEEE World Congress on Intelligent Control and Automation,2010:744-749.
[8]劉金琨.先進PID控制MATLAB仿真[M].北京:電子工業出版社,2004.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
