絲網自動焊接設備設計
2011-10-18 14:32:52潘宏俠郭彥青
制造技術與機床 2011年6期
關鍵詞:信號
劉 波 潘宏俠 郭彥青
(中北大學機械工程與自動化學院,山西太原030051)
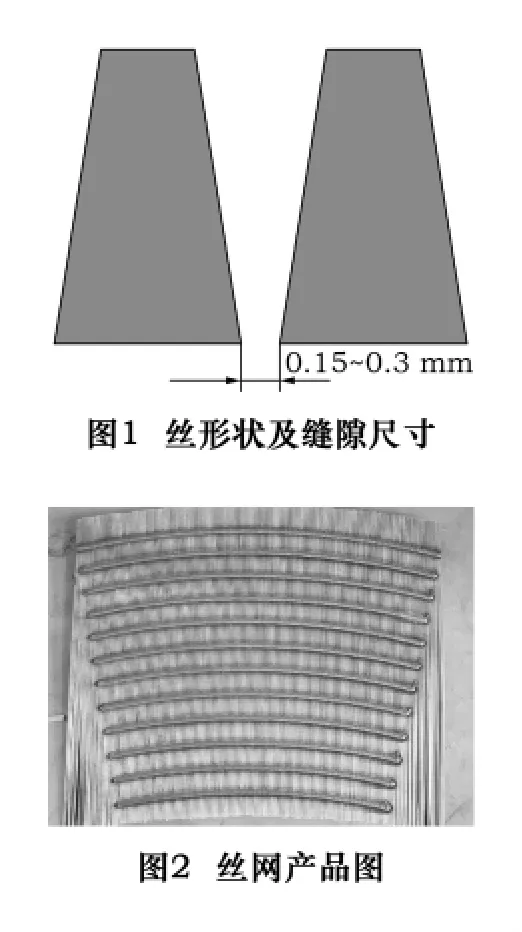
脫水篩作為洗選廠的一種脫泥、脫介、脫水振動分級設備,既可用于中細粒煤的脫水、脫介,也可用于中細粒煤的干式、濕式分級脫泥[1-2]。篩藍是其主要的組成部分,由若干片絲網拼焊而成。如圖1及圖2所示,絲網由若干根依次排列的絲焊接在一起構成,同時焊縫呈同心圓弧狀排列。相鄰絲之間留有0.15~0.3 mm的縫隙,煤水混合物流經篩網時,水會順著絲之間的縫隙流下,而煤泥則留在了篩網的上方,保證了脫水篩的脫水、脫泥功能。
手工焊接時,由于絲網相鄰絲之間的間隙太小以及絲網焊縫為圓弧狀,焊接質量難以保證,廢品率非常高。因此,國內的絲網基本上依賴于進口。本文根據絲網的功能和尺寸要求,設計了一種絲網自動焊接設備。該設備是典型的機電一體化產品,既能滿足絲網的尺寸要求,又具有操作簡便、成本低、自動化程度高的特點,同時具有通用性,只需要對程序進行部分修改,即可實現對不同尺寸要求的絲網的焊接。
1 絲網焊接設備技術參數和特點
根據絲網的尺寸要求及實現的功能,結合生產實際,對絲網自動焊接設備提出了以下的技術要求:
(1)保證焊接完成后75%以上絲之間的間隙在0.15~0.3 mm之間。
(2)實現焊接過程自動化,工人穿絲完成后,整個焊接過程自動完成。
(3)具有靈活性和適應性,在不對設備進行很大改變的前提下,適應不同類型產品的生產(6種)。
(4)勞動生產率高,焊接絲網每個焊縫的時間平均不超過2 min。
(5)良好的人機交互環境,能反映焊接過程的狀態,工人操作方便。
基于上述的技術要求,設計完成了絲網自動焊接設備,如圖3所示。該設備主要由三部分組成:機械夾具部分、電氣控制系統、焊接機器人系統。
2 機械夾具部分設計
如圖3所示,絲網自動焊接設備機械夾具部分主要包括焊接工作臺、左夾具、右夾具、梳理輥和移動機構等,其中焊接工作臺用來固定絲網、左夾具、右夾具、梳理輥和移動機構。
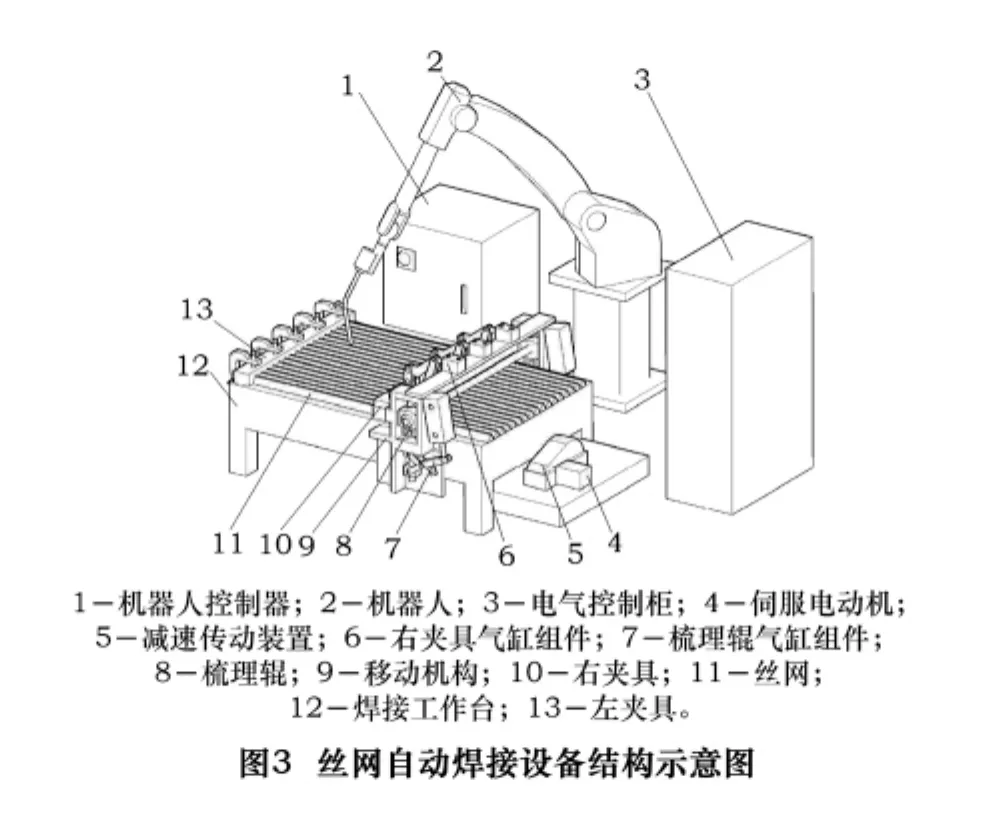
如圖4所示,左、右夾具上有與絲相對應的齒槽,絲依次穿過左、右夾具的齒槽形成絲網。夾具上的槽嵌入相鄰的絲之間,實現對絲網的定位和夾緊,并保證相鄰絲之間的縫隙尺寸。左夾具通過定位銷和夾緊裝置固定在工作臺上;右夾具通過3個連桿機構和3個氣缸固定到移動機構上。氣缸活塞桿伸出,連桿機構動作,帶動右夾具向下運動壓緊絲網;氣缸活塞桿縮回,連桿機構動作,帶動右夾具向上運動,松開絲網。每個氣缸的兩端分別各裝有1個磁性開關,前端的磁性開關用來檢測氣缸活塞桿是否運動到夾緊位置;后端的磁性開關用來檢測氣缸活塞桿是否運動到松開位置。氣缸活塞桿的伸出/縮回由電控裝置控制與氣缸相連的電磁閥實現。
每根絲都或多或少存在著一定的尺寸和形狀誤差,焊接過程中,絲與絲之間容易出現交叉現象,稱為“亂絲”,通過梳理輥可以對絲網進行梳理,避免出現“亂絲”現象。梳理輥的兩端通過連桿機構與固定在移動機構上的兩個氣缸相連。氣缸活塞桿伸出,連桿機構動作,帶動梳理輥向上運動,松開絲網;氣缸活塞桿縮回,連桿機構動作,帶動梳理輥向下運動,壓緊絲網。焊接時,氣缸帶動梳理輥向下運動,壓緊絲網;某一焊接工位完成后,氣缸帶動梳理輥向上運動,松開絲網,梳理輥隨移動機構運動,對絲網進行梳理,防止“亂絲”。梳理輥氣缸的兩端也分別安裝磁性開關,用來檢測氣缸活塞桿是否運動到夾緊或松開位置。氣缸活塞桿的伸出/縮回由電控裝置通過電磁閥控制。

移動機構通過絲桿、減速裝置連接到伺服電動機。每一焊接工位焊接完成后,根據絲網類型,電氣控制系統執行相應程序,控制伺服電動機轉動,拖動移動機構(包括右夾具和梳理輥)移動一個焊縫間距。移動到位后,電控系統控制電磁閥、氣缸組件動作,右夾具和梳理輥向下運動,壓緊絲網。這樣設計的目的有2個:一是在焊接不同工位的焊縫時,可以讓右夾具運動到該位置,然后壓緊絲網,對絲網進行定位和壓緊,而不用在每一焊接工位安裝同樣的夾具,實現一次裝夾多工位焊接,節省了成本,減輕了勞動強度;二是通過梳理輥的移動,可以對絲網進行平整處理,避免“亂絲”現象。
3 電氣控制系統設計
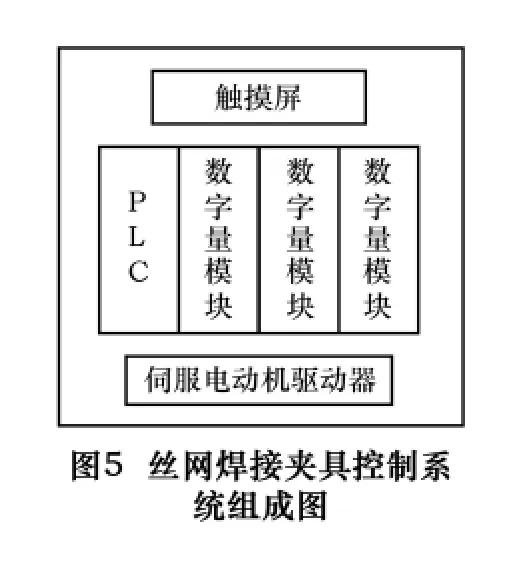
電氣控制部分主要完成對焊接過程的自動控制和監控功能。根據前述的技術要求,設計了基于觸摸屏(HMI)+PLC的絲網自動焊接設備的電氣控制系統方案,如圖5所示。這種方案設計的系統性能穩定,物理尺寸非常適合安裝在小型機床上,價格也比較便宜。控制軟件開發采用梯形圖語言,幾乎不需要程序維護[3-5]。主要由西門子S7-200可編程控制器(PLC)CPU 224XP、3個數字量輸入/繼電器型輸出模塊、臺灣威綸通MT6100i觸摸屏和臺達伺服電動機驅動/控制器構成。
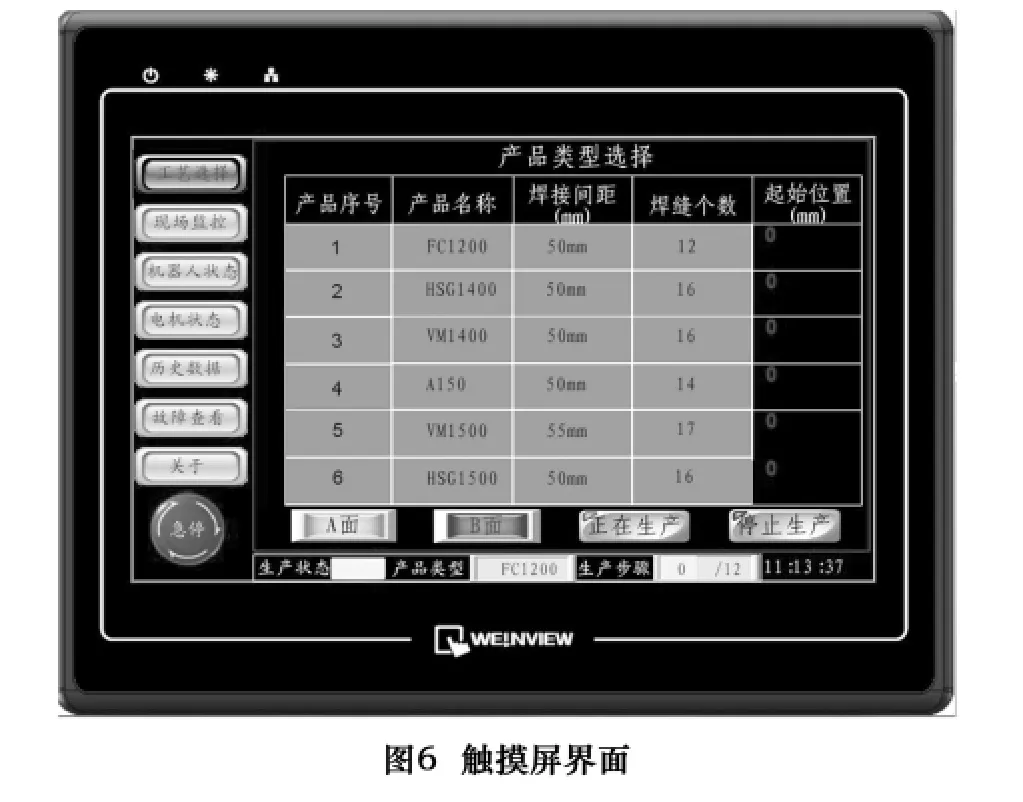
如圖6所示,觸摸屏提供了良好的人機交互環境,通過RS485通信接口與PLC之間實現信息傳輸和共享,方便操作人員對焊接過程的監控。操作人員可以通過觸摸屏選擇焊接的絲網產品類型,隨時查看焊接過程中設備的工作狀態和當前焊接工位等信息。
整個系統的I/O信號主要包括36個輸入信號,如氣缸上磁性開關信號、機器人故障信號、機器人焊接完成信號、伺服電動機狀態信號及手動操作時的按鈕信號等;33個輸出信號,如電磁閥控制信號,焊接工位信號、夾具定位完成信號、伺服電動機控制信號和指示燈控制信號等。
電氣控制系統通過這些信號實現對機械夾具和焊接機器人的控制。通過對電磁閥的控制,控制夾具的夾緊和松開;通過伺服電動機控制/驅動器,控制伺服電動機轉動,拖動移動機構,實現多焊接工位的定位、夾緊以及對絲網的梳理;接收焊接機器人的狀態信號,監控機器人狀態;接收焊接機器人的焊接完成信號,控制夾具的夾緊、松開和移動;定位和夾緊后,給機器人發送“夾具定位完成”和“焊接工位”信號,機器人開始焊接下一道焊縫。
焊接機器人為松下YA-1NA,其接收電氣控制系統送來的“定位完成”和“焊接工位”信號,進行絲網相應工位的焊接;焊接完成后送出“焊接完成信號”,電氣控制系統松開夾具,控制伺服電動機運動,使夾具移動到要求位置并夾緊絲網;有故障時,給電氣控制系統送出故障信號。
4 工作步驟
(1)穿絲。電氣控制系統控制氣缸動作,使右夾具和梳理輥處于松開狀態,同時控制伺服電動機運動,使右夾具移動到起始焊接工位;操作人員將絲穿入左、右夾具構成絲網。
(2)穿絲完成后,操作人員夾緊左夾具,在觸摸屏上選擇產品類型,并確認。
(3)PLC收到觸摸屏的產品類型信號和確認信號后,執行相應絲網產品類型對應的程序,氣缸桿伸出,右夾具、梳理輥壓緊工件,到位后,相應磁性開關發出接點信號;收到磁性開關信號(壓緊信號),PLC給機器人送出“夾具定位完成”和“第一焊接工位”信號,機器人移至第一焊接工位開始焊接工作并送“焊接中”狀態信號給PLC。
(4)第一焊接工位完成后,機器人給PLC送“焊接完成”狀態信號,收到信號后,電氣控制系統控制氣缸組頂桿收回,松開右夾具和梳理輥。在得到磁性開關信號(松開信號)后,控制伺服電動機運動,將右夾具移至第二焊接工位(移動距離根據產品類型由程序控制),隨后控制氣缸組頂桿伸出,壓緊絲網;到位后,磁性開關發出接點信號;收到磁性開關信號(壓緊信號),PLC給機器人送出“夾具定位完成”和“第二焊接工位”信號;機器人收到信號后移至第二焊接工位開始焊接工作并送“焊接中”狀態信號給PLC。
(5)由此往復步驟4,直到所有焊接工位完成。
(6)在完成所有焊接工位的焊接后,電氣控制系統給PLC送“夾具定位中”信號,控制氣缸組頂桿收回,松開右夾具,伺服系統帶動右夾具向后移動兩個焊縫間距,絲網和右夾具完全脫離;工人松開左夾具,取焊接好的絲網,完成后點擊觸摸屏上“完成”按鈕;PLC收到“完成”信號后,控制伺服電動機運動至焊接起始位置,處于工作預備狀態。
5 結語
本文針對工程實際中絲網焊接問題,設計了一種絲網自動焊接設備,該設備綜合運用了機電液一體化技術。在該設備中,設計了可以移動的夾具和梳理輥裝置,實現了一次裝夾多工位焊接;采用氣缸控制其上下運動,對絲網進行定位和控制相鄰絲之間的縫隙;以PLC和觸摸屏為核心設計了電氣控制系統,電氣控制系統通過與焊接機器人之間的信息交換,實現了對整個焊接過程的自動控制;同時,該設備具有良好的人機交互環境,操作人員僅僅通過對觸摸屏的簡單操作,即可完成整個焊接工作。生產實踐表明,該絲網自動焊接設備操作簡單,自動化程度高,既保證了絲網的焊接質量,又提高了生產效率,具有廣泛的應用前景。
[1]米哈拉(波蘭).一種有效的細粒動力煤洗選系統[J].中國煤炭,2004,30(7):58.
[2]侯玉剛,于春風.基于PLC跳汰機控制系統的研制[J].中國煤炭,2007,33(8):62.
[3]張積洪,趙海洋,趙海龍.基于PLC和觸摸屏的高精度皮革壓花機控制系統[J].機械設計,2009,26(10):69-72.
[4]李鐵,翁興媛,李明宇.石圪臺洗煤廠自動化控制系統[J].遼寧工程技術大學學報:自然科學版,2010,29(增刊):94-97.
[5]馬進中,韓江.數控機床程控多工位自適應夾具的開發與應用[J].機械設計,2010,27(5):90-94.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
