鑄造高溫合金材料的加工方法研究
2011-10-08 12:11:24王建新趙
中國新技術新產品 2011年24期
呂 泉 王建新趙 喆
(1.沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043;2.沈陽黎明航空零部件制造有限公司,遼寧 沈陽 110043)
1.研究背景及意義
據統計,到2008年切削加工占機械加工量的85%以上,因此提高切削加工的效率和質量,降低加工成本,是機械制造工業的重要課題。鑄造高溫合金材料特點:①高硬度;②高強度;③低導熱性;④低塑性和高脆性;⑤有微觀的硬質點或硬夾雜物。該材料的切削過程符合金屬切削的一般原理和規律,同時也有自己的顯著特點:(1)切削力大,切削溫度高(2)加工硬化嚴重(3)化學親合力強,容易產生粘刀現象(4)高硬質點的摩擦作用(5)切屑難于處理。如其中的K24材料,機械加工十分困難。對于該種材料的加工突破,對于更深層次的加工研究具有深遠的意義。
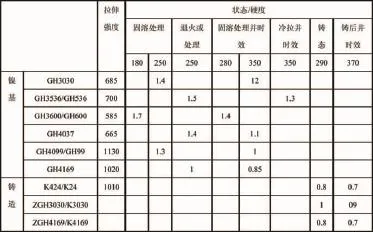
高溫合金材料推薦系數Km
2.以往加工方法
對于以往對鑄造高溫合金材料的常規加工方法,我們依靠工人經驗積累,使用普通機床進行加工,對于刀具方面選用一些鑲片的(YD類)硬質合金,得到一組較適合的切削參數。但這對于主要完成切削任務的刀具設計、選用、制造和管理要求越來越高,難度也越來越大,刀具費用在生產成本的比重也日趨上升,同時,在加工過程中切削參數的選擇及優化對加工效率和質量的影響已是至關重要。
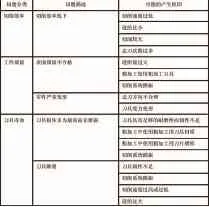
產生的原因分析(見下表)
?
高溫合金切削時的特點是材料的高溫強度大,切削時塑性變形大,切削力大,導熱性差,切削溫度高,加工硬化嚴重,容易粘刀,刀具壽命低。
3.解決方案
通過以上問題的產生及原因分析制定了幾種加工方案,由于其它方法效果并不是很鮮明,如:普通銑加工,通過改進刃具等,這里僅介紹以下兩種成功的加工方案。
3.1 數控機床高速加工
數控機床工藝系統剛性好,液壓夾緊工件要比普通機床牢固,刀具的選擇和是數控加工工藝中的重要內容,它不僅影響數控機床的加工效率,而且直接影響加工質量現選用,目前市場上大多采用CVD鍍膜的硬質合金刀片。為了達到更高的抗磨損性能,可轉位刀片均采用多層鍍膜。有些加工對刀片的要求十分嚴格,刀片既要有鋒利的切削刃,以降低精加工表面的粗糙度,又要有極高的耐磨性,以保證工件的形狀精度。我們通過試驗對進口刀具和國產刀具進行了試驗,得出以下因素水平表。
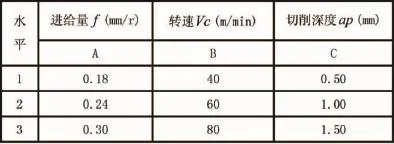
因素水平表
根據試驗結論,轉速 80m/min;進給量 1200mm/min;切削深度 0.1mm。考慮加工效率,刀具成本等因素,選擇某工具廠的一款SS-ER4-PL型刀具,在此加工參數下進行加工,結果優化。
3.2 電加工方法研究
鑄造高溫合金材料的加工方法——電加工,其中包括電火花機床和線切割機床加工。其加工均是一種自激放電,其特點如下:火花放電的兩個電極間在放電前具較高的電壓,當兩電極接近時,其間介質被擊穿后,隨即發生火花放電。伴隨擊穿過程,兩電極間的電阻急劇變小,兩極之間的電壓也隨之急劇變低。利用火花放電時產生的腐蝕現象對材料進行尺寸加工的方法,電火花加工因材料的不同而變化并不是很明顯。
電加工應用于鑄造高溫合金材料的特點一、脈沖放電的能量密度高,便于加工用普通的機械加工方法難于加工或無法加工的特殊材料和復雜形狀的工件。不受材料硬度影響,不受熱處理狀況影響。二、脈沖放電持續時間極短,放電時產生的熱量傳導擴散范圍小,材料受熱影響范圍小。三、加工時,工具電極與工件材料不接觸,兩者之間宏觀作用力極小。工具電極材料不需比工件材料硬,因此,工具電極制造容易。四、可以改革工件結構,簡化加工工藝,提高工件使用壽命,降低工人勞動強度。
4.小結與展望
針對鑄造高溫合金材料經過現場實踐、試驗,對比,發現常規加工、數控高速加工及電加工幾種方法的優點,刀具的切削參數、每齒切削量和軸向進給量等多種因素有關,追求最佳的切削參數,要對所有的因素統一考慮。通過本次研究,將機床、刀具等多種相關因素固化,得出了一組可指導現場零件實際加工的有效參數,目前已經在現場按試驗得出的數據模擬使用。隨著新材料、新工藝技術的不斷發展,未來的機械加工在現有的研究基礎上,將向高質、高效的方向發展,向集成化領域進軍,考慮切削應將所有的因素考慮到一起,將集成加工時所有影響加工的因素考慮進來,使的切削參數高度集成化。不久的將來通過我們更加倍的努力,機械加工行業不斷發展壯大,切削技術將趕超國際的領先技術。
[1]宋昌才.數控電火花加工培訓教程 [M].北京:化學工業出版社,2008.