超細(xì)合金絲熔煉技術(shù)研究
2011-09-28 08:22:46劉勺華
資源再生 2011年4期
□文/房 亞 劉勺華
超細(xì)合金絲熔煉技術(shù)研究
Study on Ultra-Fine Alloy Wire Melting Technology
□文/房 亞 劉勺華
本文通過(guò)對(duì)以銅金屬為基材的合金絲熔煉技術(shù)的研究,探討在合金絲的冶煉過(guò)程中的各金屬元素的配比、熔煉過(guò)程的各種準(zhǔn)備工作和具體的工藝過(guò)程等,以達(dá)到生產(chǎn)高質(zhì)量的超細(xì)合金絲的目的。
合金絲作為通訊特種電纜生產(chǎn)的關(guān)鍵原材料,是以導(dǎo)體材料為突破口,應(yīng)用高新技術(shù)和先進(jìn)適用技術(shù)研發(fā)的金屬導(dǎo)體材料。因此,銅合金的熔煉技術(shù)是銅合金絲制造的關(guān)鍵步驟。目前,在國(guó)外市場(chǎng)已大量使用多元素結(jié)合的合金材料為主,實(shí)踐證明其性能優(yōu)于單元素金屬材料。因此,在制作超細(xì)合金絲時(shí)選擇正確的配料比和工藝過(guò)程將是合金絲制作的關(guān)鍵工序之一。
以錫、銀、鎳、鋅、鎢為主要合金元素的銅基合金為例,由于主要成分變化范圍較大,因此在配料計(jì)算的過(guò)程中。應(yīng)當(dāng)根據(jù)其性能要求,選擇合適的配料成分。合金的化學(xué)成分應(yīng)符合GB1176-1987,幾種元素用的合金熔煉配料化學(xué)成分按表1進(jìn)行。

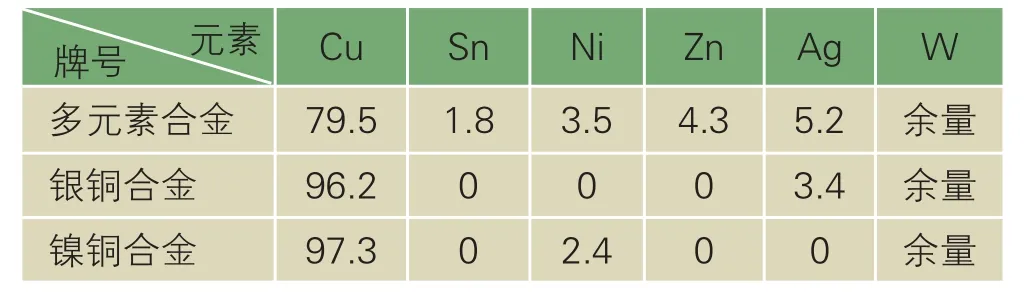
表1 常用銅合金熔煉配料化學(xué)成分 單位:
按照一般的配料慣例,新料成分占爐料總量理應(yīng)≥30,回爐料≤70。但在實(shí)際生產(chǎn)中,考慮到銅合金的四爐料較多,車爐料的配比是回爐料的質(zhì)量成分?jǐn)?shù)≥90時(shí),溶化質(zhì)量依然很好,化學(xué)光譜分析證明鑄件的成分合格。但回爐料較多時(shí)需要符合合金中的雜質(zhì)標(biāo)準(zhǔn)要求。
一、熔煉前準(zhǔn)備工作
金屬爐料的準(zhǔn)備:回爐料是同牌號(hào)的廢鑄件,澆冒口及重熔鑄錠需要具有明確的化學(xué)成分。入爐前吹砂清除表面污物,經(jīng)預(yù)熱后裝爐(首批冷爐溶化后可隨爐預(yù)熱)。純銅經(jīng)吹砂去除污物(必要時(shí)在1:1的NaOH溶液中加熱去除表面氧化皮),在500℃~550℃預(yù)熱去除水分后才能裝爐(首批冷爐溶化可隨爐預(yù)熱)。純金屬元素入爐前可在爐邊預(yù)熱。金屬爐料的最大塊度不應(yīng)超過(guò)坩堝直徑的1/3。高度不應(yīng)超過(guò)坩堝深度的4/5。
坩堝和熔煉設(shè)備及工具的準(zhǔn)備:坩堝使用前應(yīng)無(wú)裂紋和影響安全使用以及其他損傷。新坩堝必須經(jīng)過(guò)低溫緩慢加熱處理,以防產(chǎn)生裂紋。舊坩堝應(yīng)將內(nèi)表面的熔渣清理干凈,用新石墨坩堝及更換熔煉合金種類時(shí),熔煉前坩堝應(yīng)融化同牌號(hào)系列合金進(jìn)行洗爐。用耐火材料及石墨做成攪拌棒必須徹底清理掉殘余涂料和銹跡,并涂敷一層耐火材料或刷涂料后烘干待用,錠模在使用前必須徹底清理干凈。敷涂料后預(yù)熱至100℃~150℃使用。
覆蓋劑及溶劑的準(zhǔn)備:木炭應(yīng)裝入密封的烘箱內(nèi),以不低于800℃烘烤4小時(shí),待用時(shí)要防止吸潮。覆蓋劑由63硼砂加37%碎玻璃組成,也可用干燥木炭做覆蓋劑,但均要求干燥并去除其中的雜物。
二、熔煉工藝過(guò)程
1. 先將坩堝預(yù)熱至暗紅色,并在其底部加入20~50cm厚的木炭。
2. 先加入純銅,迅速升溫融化后再加入回爐料,同時(shí)補(bǔ)加木炭,以保證合金液面不暴露在空氣中。
3. 回爐料融化后,加入磷銅(一般加點(diǎn)爐料至0.5,融化磷、錫、青銅時(shí)使用的磷銅可全部加入)。
4. 依次加入錫、鎳、銀、鎢等其他元素(按配料成分),前一種爐料完全融化后,再加入下一種,并不斷攪拌合金液。
5. 調(diào)整合金液溫度在1 100℃~1 150℃。
6. 出爐打渣,再加磷銅進(jìn)行脫氧,均勻攪拌并在合金液表面上撒一層稻草灰,調(diào)整合金液至工藝要求溫度后,迅速出爐澆注。
三、熔煉注意事項(xiàng)
1. 熔煉時(shí)間的控制:融化時(shí)間的長(zhǎng)短不僅會(huì)影響生產(chǎn)效率,并會(huì)直接影響澆注的鑄件質(zhì)量。因?yàn)槿诨瘯r(shí)間延長(zhǎng)會(huì)使合金元素的融化損耗增加,吸氣機(jī)會(huì)增加,因此,應(yīng)以最短的時(shí)間進(jìn)行融化,在允許的情況之下,盡量提高爐料的預(yù)熱溫度,操作應(yīng)緊湊,動(dòng)作要迅速。

2. 攪拌棒的使用:銅合金中的某些元素如鐵、鉛等在融化時(shí)是以機(jī)械混合物的形式存在的,還有些元素由于密度不同,有產(chǎn)生密度偏析分層的可能。實(shí)踐證明,這些元素在熔煉和澆注的過(guò)程當(dāng)中,容易引起化學(xué)成分和力學(xué)性能的不合格。要克服這種現(xiàn)象,必須借助攪拌的作用,這是熔煉澆注不可缺少的環(huán)節(jié),但在降溫及測(cè)溫的環(huán)節(jié)一般不需要攪拌,而所用攪拌物的成分一般用石墨,這是因?yàn)槿绻跀嚢璧倪^(guò)程中如果用鐵棒,則攪拌時(shí)鐵棒會(huì)融化,使合金的化學(xué)成分受到影響。同時(shí),如果鐵棒在爐內(nèi)預(yù)熱的溫度較高或攪拌的時(shí)間過(guò)長(zhǎng),鐵棒上的氧化物會(huì)進(jìn)入合金液中成為雜質(zhì),如果鐵棒的預(yù)熱溫度較低則合金液在攪拌時(shí)容易粘貼在鐵棒上,這是在生產(chǎn)中經(jīng)常能觀察到的現(xiàn)象。
3. 熔煉中覆蓋劑的使用:對(duì)于銅合金來(lái)講,覆蓋劑的用量一般為:用玻璃和硼砂時(shí)為爐料重量的0.8~1.2,以保持覆蓋層的厚度為達(dá)到10~15cm,用木炭時(shí)用量約為爐料重量的0.5~0.7,以保障覆蓋層的厚度達(dá)到25~35cm。覆蓋劑的扒除一般在澆注前進(jìn)行,太早會(huì)增加銅合金的氧化和吸氣。如果是用木炭作覆蓋劑效果較好時(shí),也可以不扒除覆蓋劑,使其在澆注的過(guò)程當(dāng)中起到檔渣的作用,效果更為理想。
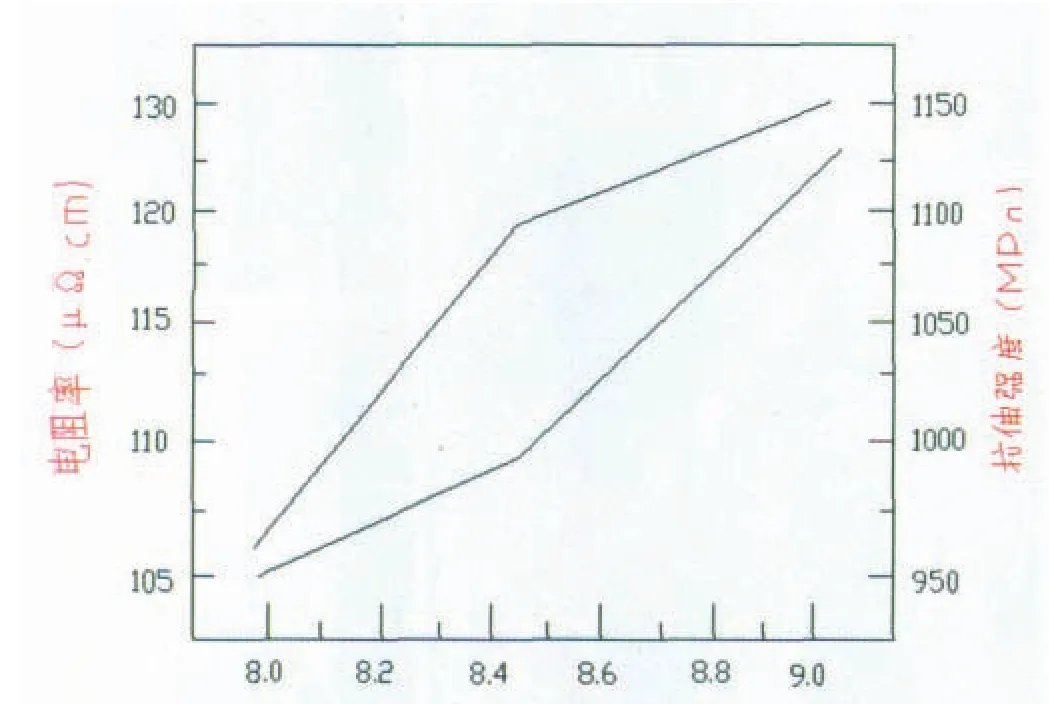
圖1 合金含量與力學(xué)性能的關(guān)系

表2 超絲銅合金絲的主要性能
四、結(jié)論
1. 在銅合金的熔煉過(guò)程中我們發(fā)現(xiàn),銅合金鑄錠在1 200℃~1 300℃進(jìn)行熱加工后的所有鑄態(tài)組織的晶粒基本破碎,同時(shí)破碎的晶粒大小較為均勻一致,這種結(jié)構(gòu)對(duì)銅合金的后續(xù)冷加工是非常有利的。圖1所示為合金含量與力學(xué)性能的關(guān)系。
2. 由于銅合金的加工硬化速度非常快,冷加工過(guò)程中首次加工率應(yīng)控制在5左右,并配以中間熱處理,使材料的加工性能有較明顯的改善。在銅合金的熔煉中我們還發(fā)現(xiàn),銅合金的硬度及抗拉強(qiáng)度隨合金含量的增加而增加,同時(shí)電阻率隨著合金元素的增加而增大(如圖1所示)。但是,隨著硬度的增大,材料的加工難度也相應(yīng)增大。不僅對(duì)拉絲模的磨損很大影響,同時(shí)在拉絲過(guò)程中絲材非常容易斷裂。因此經(jīng)過(guò)嚴(yán)格控制合金元素的配比,采用精確地控制拉絲模具的配比,直接冷加工控制超細(xì)合金絲材的方式,最終可制造出 15~50m的合金絲,其性能可達(dá)到表2的要求。
3. 后期工作應(yīng)進(jìn)一步在技術(shù)進(jìn)行改進(jìn),提供對(duì)外生產(chǎn),參與市場(chǎng)銷售,形成研發(fā)和效益之間的良性循環(huán)。設(shè)計(jì)內(nèi)容可以為行業(yè)主管部門、企業(yè)產(chǎn)品研發(fā)提供依據(jù),據(jù)市場(chǎng)的需求,可以考慮與企業(yè)合作對(duì)現(xiàn)有產(chǎn)品進(jìn)行改進(jìn)或升級(jí)。
- 資源再生的其它文章
- 金融危機(jī)下的全球銅加工貿(mào)易
- “擔(dān)當(dāng)起建設(shè)有色金屬工業(yè)強(qiáng)國(guó)的歷史責(zé)任”中國(guó)有色金屬工業(yè)協(xié)會(huì)第三次會(huì)員代表大會(huì)側(cè)記
- 是什么阻礙了執(zhí)行力
- 核安全問(wèn)題之思考
- “我們的努力方向就是研發(fā)行業(yè)急需的分選設(shè)備”
——訪撫順金生宇毅機(jī)電設(shè)備制造有限公司總經(jīng)理王炳勛 - “老當(dāng)益壯 甘做人梯 飄過(guò)白云 留下藍(lán)天”:中國(guó)鋁加工工業(yè)資深專家王自燾印象