異種不銹鋼激光焊縫材料的動(dòng)態(tài)本構(gòu)關(guān)系*
2011-09-19 05:48:40魏延鵬吳先前段祝平
爆炸與沖擊 2011年5期
魏延鵬,吳先前,虞 鋼,段祝平
(1.中國(guó)科學(xué)院力學(xué)研究所非線性國(guó)家重點(diǎn)實(shí)驗(yàn)室,北京 100080;2.中國(guó)科學(xué)院力學(xué)研究所水動(dòng)力學(xué)與海洋工程重點(diǎn)實(shí)驗(yàn)室,北京 100080;3.中國(guó)科學(xué)院力學(xué)研究所激光與先進(jìn)制造工藝實(shí)驗(yàn)室,北京 100080)
隨著異種材料激光焊接技術(shù)在工業(yè)生產(chǎn)尤其是汽車工業(yè)中的廣泛應(yīng)用,焊接件常常被應(yīng)用在高溫、沖擊加載等復(fù)雜服役環(huán)境中,結(jié)構(gòu)件材料在各種載荷條件下的變形特征很復(fù)雜。通常,對(duì)于焊接母材的力學(xué)性能是已知的,但焊縫材料的力學(xué)性能較難獲取。目前針對(duì)異種激光焊縫材料動(dòng)態(tài)力學(xué)性能的實(shí)驗(yàn)研究主要采用分離式方法,Z.Xu等[1]利用微加工手段將焊縫材料從結(jié)構(gòu)中取出并加工成圓柱形試件,利用SHPB技術(shù)對(duì)焊縫材料的高溫動(dòng)態(tài)力學(xué)性能進(jìn)行的實(shí)驗(yàn)研究,基于Johnson-Cook模型對(duì)實(shí)驗(yàn)數(shù)據(jù)進(jìn)行了擬合,確定了模型中的本構(gòu)參數(shù)。這項(xiàng)工作對(duì)焊縫材料本構(gòu)研究有很大的啟示作用,但不足之處在于沒(méi)能考慮焊縫材料由于從結(jié)構(gòu)件中分離造成的內(nèi)部的細(xì)觀殘余應(yīng)力分布狀態(tài)改變以及線切割對(duì)焊縫材料組織結(jié)構(gòu)產(chǎn)生的影響。王成等[2]利用艾式?jīng)_擊實(shí)驗(yàn)裝置研究了激光焊接參數(shù)對(duì)焊縫抗沖擊性能的影響,得出隨著激光線能量的增加,焊縫承受沖擊功先增加然后又下降的規(guī)律。但這種方法只能得到?jīng)_擊功而無(wú)法得到焊縫材料的應(yīng)力應(yīng)變曲線,更不能研究應(yīng)變率效應(yīng)對(duì)結(jié)構(gòu)件力學(xué)性能的影響規(guī)律。把2種母材及焊縫組成的材料稱為激光焊接構(gòu)件材料,簡(jiǎn)稱為焊接構(gòu)件,完整的研究異種激光焊接構(gòu)件的動(dòng)、靜態(tài)力學(xué)性能對(duì)該類材料的工程實(shí)際應(yīng)用有重要的意義。魏延鵬等[3]利用靜態(tài)拉伸與SHTB技術(shù)對(duì)不同激光參數(shù)不銹鋼焊接構(gòu)件的動(dòng)靜態(tài)力學(xué)性能進(jìn)行了詳細(xì)的研究。
本文中在上述工作的基礎(chǔ)上制備新樣品,利用等應(yīng)變實(shí)驗(yàn)法開(kāi)展對(duì)焊縫材料靜態(tài)應(yīng)力應(yīng)變關(guān)系的研究,同時(shí)利用LS-DYNA建立一種數(shù)值方法獲得與SHTB相匹配的應(yīng)力加載脈沖來(lái)探討焊縫構(gòu)件在高應(yīng)變率加載環(huán)境下的力學(xué)特性,并分析焊接構(gòu)件中應(yīng)力波傳播特性包括初始階段構(gòu)件內(nèi)應(yīng)力不平衡效應(yīng)。在不分離母材與焊縫材料的條件下,確定焊接構(gòu)件中焊縫材料的Johnson-Cook動(dòng)態(tài)本構(gòu)參數(shù)。
1 實(shí)驗(yàn)準(zhǔn)備
采用2種組分和力學(xué)性能都有差異且焊接性能較好的不銹鋼薄板進(jìn)行激光焊接,牌號(hào)分別為304(0Cr18Ni9)及316L(00Cr17Ni14Mo2),厚度為2mm,常規(guī)力學(xué)性能見(jiàn)文獻(xiàn)[3]。
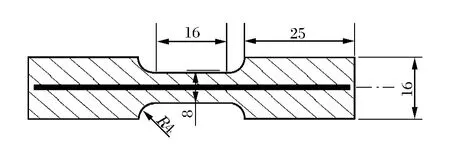
圖1 拉伸實(shí)驗(yàn)試樣Fig.1 Sample for tensile test
采用3.5kW擴(kuò)散型二氧化碳激光器進(jìn)行了激光焊接。為了獲得焊縫材料的準(zhǔn)靜態(tài)力學(xué)性能,利用線切割在焊接板上截取如圖1所示的拉伸試件,為了避免線切割對(duì)結(jié)構(gòu)件的影響,將結(jié)構(gòu)件表面與側(cè)面進(jìn)行打磨處理,焊縫位于拉伸試件中心并與拉伸方向平行,并在MTS810伺服液壓材料試驗(yàn)機(jī)上進(jìn)行準(zhǔn)靜態(tài)拉伸實(shí)驗(yàn),拉伸速度為2mm/min,實(shí)驗(yàn)環(huán)境溫度為25℃。采用SHTB裝置對(duì)上述試樣進(jìn)行動(dòng)態(tài)拉伸實(shí)驗(yàn),樣品尺寸及裝配見(jiàn)文獻(xiàn)[3]。為了確保數(shù)據(jù)可靠性,對(duì)同種樣品進(jìn)行了2次實(shí)驗(yàn)。
2 實(shí)驗(yàn)結(jié)果與討論
對(duì)于不銹鋼304、316L和焊縫材料的本構(gòu)關(guān)系,可以采用如下形式的本構(gòu)方程來(lái)描述

2.1 焊縫材料靜態(tài)應(yīng)力應(yīng)變關(guān)系
焊接結(jié)構(gòu)由304、316L和焊縫材料3種材料組成,利用等應(yīng)變測(cè)試法獲取焊縫材料靜態(tài)應(yīng)力應(yīng)變關(guān)系,焊接構(gòu)件拉伸示意圖如圖2所示。作如下假設(shè):(1)焊接結(jié)構(gòu)由兩側(cè)母材和焊縫材料組成,3種材料均屬于均勻各向同性材料;(2)在拉伸過(guò)程中各垂直于拉伸方向的橫截面均保持垂直并不發(fā)生平面外變形,也即3種材料軸向應(yīng)變相等(變形協(xié)調(diào)假設(shè));(3)在軸向拉伸條件下,剪應(yīng)力和正應(yīng)力相比很小,可以忽略不計(jì),即母材與焊縫材料都處在一維應(yīng)力加載條件下。

圖2 焊接構(gòu)件拉伸示意圖Fig.2 Schematic diagrams of tensile welded structure materials
可選取304、316L和焊縫材料的應(yīng)力應(yīng)變關(guān)系分別為

式中:σ和ε分別為軸向應(yīng)力和軸向應(yīng)變。
拉伸過(guò)程中,拉伸載荷由3種材料變形應(yīng)力共同貢獻(xiàn),有如下關(guān)系

式中:F是作用于樣品端面的總力,S1、S2和S3分別為3種材料在試件實(shí)驗(yàn)段所占的橫截面積,則焊縫材料應(yīng)力可表示為

根據(jù)變形協(xié)調(diào)假設(shè),有

為試件整體工程應(yīng)變,由引伸計(jì)讀出。則式(4)變?yōu)?/p>

S1、S2和S3通過(guò)對(duì)焊縫剖面的精細(xì)測(cè)量可以獲得,任意應(yīng)變?chǔ)牛鶎?duì)應(yīng)的拉伸力F可通過(guò)MTS獲得的F-ε-曲線確定,從而得到任意應(yīng)變?chǔ)牛鶎?duì)應(yīng)的σ3。通過(guò)上述等應(yīng)變測(cè)試法計(jì)算,得出焊縫材料的應(yīng)力應(yīng)變曲線,如圖3所示。

圖3 焊縫材料應(yīng)力應(yīng)變關(guān)系Fig.3 Engineering strain-stress curves of welding materials
從曲線中可以看到,焊縫材料主要經(jīng)歷了彈性段、應(yīng)變強(qiáng)化段、應(yīng)變?nèi)趸魏皖i縮等4個(gè)階段。焊縫材料與母材的力學(xué)性能差異很大。焊縫材料的屈服強(qiáng)度高達(dá)500MPa,比母材(280MPa)有了很大的提高,抗拉強(qiáng)度提高到了800MPa左右;但焊縫材料延伸率(35%~50%)與母材延伸率(60%~70%)相比,顯著下降,這體現(xiàn)了焊縫材料細(xì)晶硬脆化趨勢(shì)[4]。上述方法和原理同樣可以適用于SHTB高溫高應(yīng)變率條件下的實(shí)驗(yàn)計(jì)算[5],以便獲得焊縫材料高溫高應(yīng)變率動(dòng)態(tài)本構(gòu)關(guān)系。本文中首先利用上述方法獲得焊縫材料的準(zhǔn)靜態(tài)應(yīng)力應(yīng)變曲線,為焊縫材料本構(gòu)參數(shù)擬合提供依據(jù)。值得指出的是,在結(jié)構(gòu)件超過(guò)40%應(yīng)變后,結(jié)構(gòu)件由于三維效應(yīng)使得變形協(xié)調(diào)假設(shè)的適用性有所限制,應(yīng)變?nèi)趸蔚臄?shù)據(jù)只能起到比較的作用,在后面的數(shù)值模型中,對(duì)于焊縫材料的靜態(tài)本構(gòu)參數(shù)只取到40%應(yīng)變范圍。
2.2 有限元計(jì)算
2.2.1 計(jì)算模型
本文采用ANSYS LS-DYNA(12.0版本)建立了結(jié)構(gòu)件的動(dòng)態(tài)變形3D數(shù)值模型。對(duì)于入射桿和透射桿采用4node固體單元,結(jié)構(gòu)件采用8node固體單元,如圖4所示,結(jié)構(gòu)件由304、316L和焊縫3部分組成,各部分之間采用共節(jié)點(diǎn)連接,試件與桿件之間的接觸定義為剛性接觸。
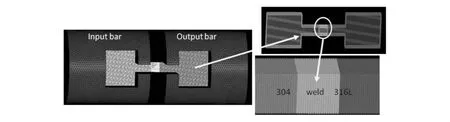
圖4 LS-DYNA對(duì)焊接構(gòu)件的幾何建模Fig.4 Geometric modeling for welded structure materials in LS-DYNA
2.2.2 本構(gòu)模型
對(duì)于入射桿和透射桿而言,入射脈沖的強(qiáng)度一般不會(huì)大于入射桿的彈性極限,否則會(huì)導(dǎo)致桿件塑性變形,所以在數(shù)值模型中對(duì)于入射桿和透射桿采用線彈性模型,數(shù)據(jù)由表1給出。

表1 數(shù)值模型參數(shù)Table1 Parameter of simulation model
對(duì)304、316L和焊縫材料采用Johnson-Cook本構(gòu)模型[6-11]

為了獲得母材本構(gòu)參數(shù),對(duì)304和316L等2種材料分別進(jìn)行了準(zhǔn)靜態(tài)和高溫動(dòng)態(tài)實(shí)驗(yàn),實(shí)驗(yàn)數(shù)據(jù)如圖5所示。采用分步法對(duì)母材本構(gòu)參數(shù)進(jìn)行擬合,首先擬合Johnson-Cook方程首項(xiàng)。在常溫準(zhǔn)靜態(tài)加載條件下,可認(rèn)為=1,T=Tr,則式(7)變?yōu)?/p>

根據(jù)母材的常溫準(zhǔn)靜態(tài)應(yīng)力應(yīng)變曲線對(duì)式(8)進(jìn)行擬合,得到A、B和n。對(duì)于Johnson-Cook方程應(yīng)變率相關(guān)項(xiàng),采用常溫下不同應(yīng)變率動(dòng)態(tài)應(yīng)力應(yīng)變曲線進(jìn)行擬合,這時(shí)取T=Tr,則式(7)變?yōu)?/p>

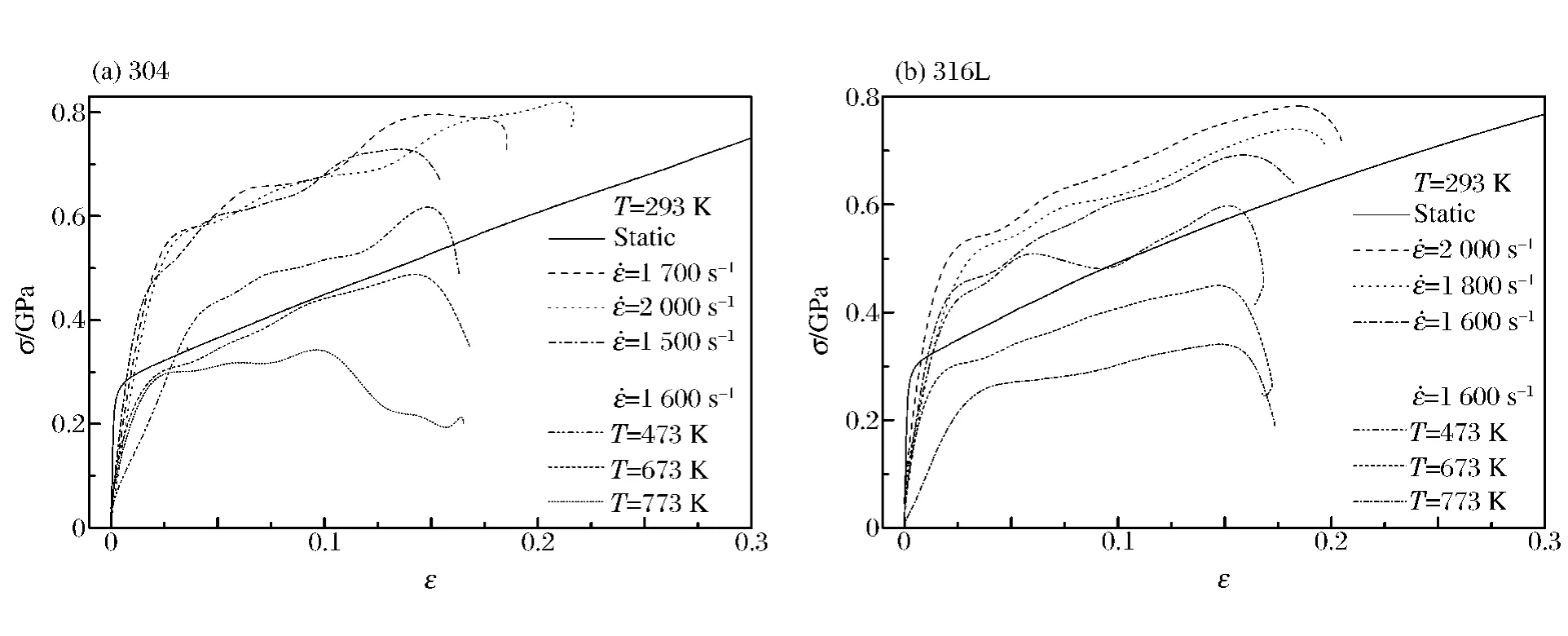
圖5 母材高溫動(dòng)態(tài)應(yīng)力應(yīng)變曲線Fig.5 True stress-strain curves of base materials at high temperature and high strain rate
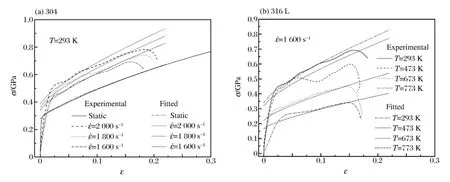
圖6 母材Johnson-Cook模型參數(shù)擬合Fig.6 Fitted parameters for the Johnson-Cook model of base materials

圖7 焊縫材料靜態(tài)本構(gòu)參數(shù)擬合Fig.7 Fitted static constitutive parameters of welded materials
最后擬合Johnson-Cook方程溫度相關(guān)項(xiàng),根據(jù)應(yīng)變率1 600s-1下293~773K的高溫動(dòng)態(tài)應(yīng)力應(yīng)變曲線進(jìn)行擬合。擬合曲線和參數(shù)見(jiàn)圖6和表1。
對(duì)于焊縫材料的本構(gòu)參數(shù),采用上述方法獲得應(yīng)變相關(guān)A、B和n等3個(gè)參數(shù),如圖7所示。對(duì)于參數(shù)C、m,選取與母材相當(dāng)?shù)膮?shù)值進(jìn)行計(jì)算,然后通過(guò)數(shù)值與實(shí)驗(yàn)結(jié)果的比較進(jìn)行調(diào)整。
2.2.3 載荷條件
在SHTB實(shí)驗(yàn)中,子彈與入射桿碰撞結(jié)束后,在一維應(yīng)力假設(shè)下會(huì)在入射桿中形成并傳播應(yīng)力幅值為σ=ρcV/2,脈寬λ=2l/c的應(yīng)力脈沖,其中ρ為入射桿密度,c為桿的彈性波速,l為子彈長(zhǎng)度,V為子彈速度。如果建立整個(gè)SHTB裝置數(shù)值模型,計(jì)算量很大,由于本文中主要關(guān)心試件區(qū)域的三維應(yīng)力和變形特征,為了簡(jiǎn)化模型,采用直接施加質(zhì)點(diǎn)速度的方法代替撞擊加載見(jiàn)圖8。對(duì)端面A和B施加無(wú)反射邊界條件,在端面A的全部節(jié)點(diǎn)上施加自定義速度曲線v(t),同時(shí)在單元上施加壓力脈沖σ(t),幅值分別為v=V/2,σ=ρcv(t)。通過(guò)調(diào)整參數(shù),可以得到與實(shí)驗(yàn)結(jié)果(透射波)相同的應(yīng)力加載條件,對(duì)于研究焊接構(gòu)件的材料力學(xué)屬性是有效的。結(jié)果表明:模型不但節(jié)省了計(jì)算時(shí)間,而且計(jì)算結(jié)果與透射波實(shí)驗(yàn)數(shù)據(jù)和試件變形特征吻合較好,見(jiàn)圖9。

圖8 數(shù)值模型中邊界和載荷條件Fig.8 Boundary and load conditions of simulation model
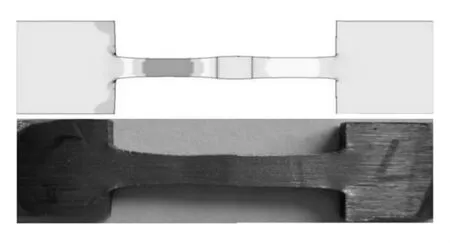
圖9 焊接構(gòu)件實(shí)驗(yàn)與數(shù)值模擬的比較Fig.9 Experimental and simulated results of welded structure materials
2.2.4 計(jì)算結(jié)果分析與討論
分析計(jì)算結(jié)果發(fā)現(xiàn),整個(gè)結(jié)構(gòu)件應(yīng)力波加載拉伸可以分為如下4個(gè)階段。
(1)彈性應(yīng)力波傳播段。這一階段應(yīng)力波頭還未到達(dá)試件區(qū)域,而是在彈性入射桿中傳播,這一階段維持2~3μs,空間分布如圖10(a)所示。
(2)應(yīng)力波到達(dá)結(jié)構(gòu)件區(qū)域,這時(shí)應(yīng)力波將在試件端面發(fā)生反射和透射,反射波和透射波分別傳入入射桿和透射桿。同時(shí)結(jié)構(gòu)件在應(yīng)力波的加載作用下迅速發(fā)生變形,并很快進(jìn)入塑性流動(dòng)階段。這時(shí),雖然焊縫材料與母材具有相同的彈性波阻抗(材料參數(shù)中設(shè)定),但進(jìn)入塑性段后,由于焊縫材料與母材的塑性波阻抗有差異,這樣就使得應(yīng)力波會(huì)在母材與焊縫材料分界面上發(fā)生反射和透射,從而使結(jié)構(gòu)件中應(yīng)力場(chǎng)分布不均勻,該階段維持10~15μs,如圖10(b)所示。
(3)結(jié)構(gòu)件中應(yīng)力波在試件端面和材料界面上發(fā)生若干次反射和透射后,應(yīng)力分布趨于均勻,結(jié)構(gòu)件進(jìn)入穩(wěn)定的塑性流動(dòng)階段,這一階段的塑性變形特性是本文中的主要研究對(duì)象,該階段維持130~140μs,如圖10(c)所示。
(4)結(jié)構(gòu)件在強(qiáng)度較弱的316L一側(cè)出現(xiàn)頸縮現(xiàn)象。如圖10(d)所示,結(jié)構(gòu)件出現(xiàn)大范圍的不均勻變形,材料分界面處產(chǎn)生較大的剪應(yīng)力。這些剪應(yīng)力不會(huì)成為結(jié)構(gòu)件破壞的主導(dǎo)因素,結(jié)構(gòu)件破壞仍會(huì)發(fā)生在強(qiáng)度較弱的316L側(cè)[3]。
在數(shù)值模擬中按照如下方式定義結(jié)構(gòu)件的平均應(yīng)力和應(yīng)變。定義節(jié)點(diǎn)變量φx,t,φ為任意力學(xué)參量,x為節(jié)點(diǎn)編號(hào),t為時(shí)間序號(hào)。選取如圖11(a)中2個(gè)節(jié)點(diǎn)的Z 方向位移分量Z74436,t和Z223646,t,則結(jié)構(gòu)件任意時(shí)刻平均真實(shí)應(yīng)變?yōu)?/p>

任意時(shí)刻構(gòu)件內(nèi)的平均應(yīng)變率近似為

式中:Δt為計(jì)算時(shí)間步長(zhǎng)。
對(duì)于結(jié)構(gòu)件平均真實(shí)應(yīng)力的計(jì)算,采用的方法與實(shí)驗(yàn)一致,選取如圖11(b)面S作為應(yīng)力值計(jì)算選取面,S面上的z方向平均應(yīng)力可取

式中:σz,ts為任意時(shí)刻面S上單元z方向的受力,圖12為計(jì)算結(jié)果與實(shí)驗(yàn)結(jié)果的比較。
比較數(shù)值結(jié)果和實(shí)驗(yàn)數(shù)據(jù)[3]可以看出,結(jié)構(gòu)件塑性應(yīng)力在變形初期階段波動(dòng)較大,這是由實(shí)驗(yàn)夾頭的幾何形狀造成的。應(yīng)力波在傳播過(guò)程中存在多個(gè)反射面,應(yīng)力波的多次反射造成變形初期應(yīng)力波動(dòng)較大,這會(huì)在很大程度上影響結(jié)構(gòu)件變形初期真實(shí)應(yīng)力的確定。由于利用模型沒(méi)有模擬出由于塑性溫升引起的材料軟化效應(yīng),導(dǎo)致在大變形階段結(jié)構(gòu)件塑性應(yīng)力值偏高。結(jié)構(gòu)件的塑性流動(dòng)段與實(shí)驗(yàn)數(shù)據(jù)吻合較好。模擬結(jié)果較真實(shí)地反映了結(jié)構(gòu)件的應(yīng)變率效應(yīng),也反映焊縫材料的本構(gòu)參數(shù)選取較適當(dāng)。

圖10 拉伸過(guò)程的4個(gè)階段Fig.10 Simulation of four tensile stages
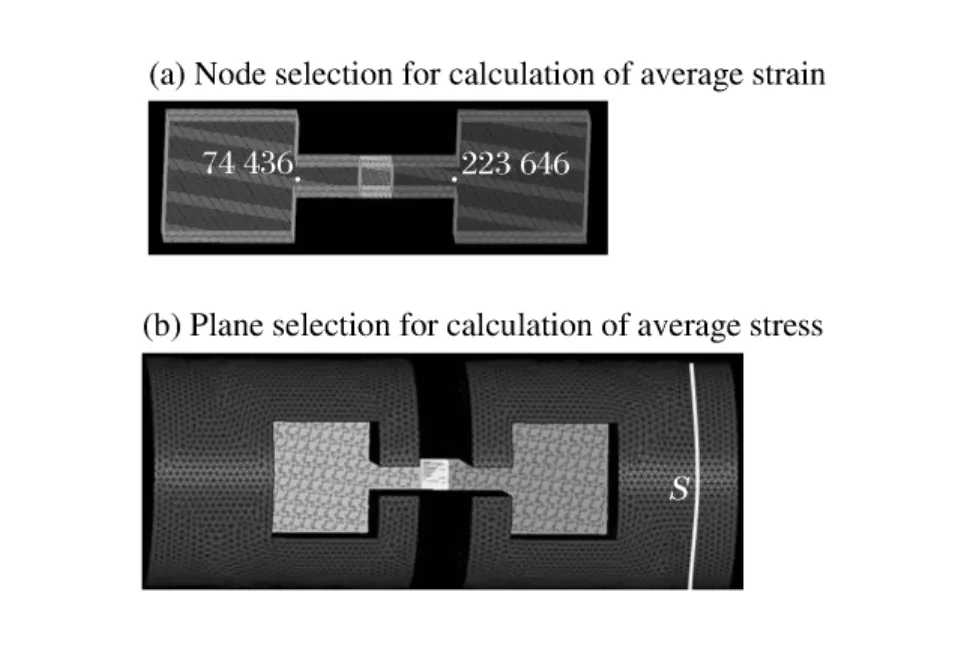
圖11 平均真實(shí)應(yīng)變和平均真實(shí)應(yīng)力計(jì)算方法Fig.11 Calculation for average true strain and stress
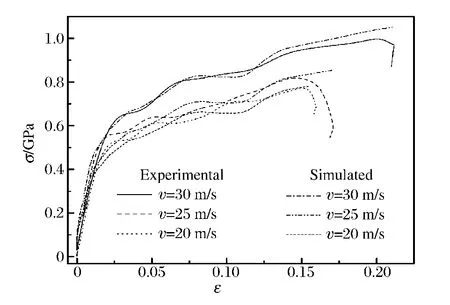
圖12 實(shí)驗(yàn)與數(shù)值模擬的結(jié)構(gòu)件真實(shí)應(yīng)力應(yīng)變曲線Fig.12 Experimental and simulated true stress-strain curves of welded structure materials
3 結(jié) 論
通過(guò)LS-DYNA數(shù)值模擬結(jié)果與SHTB透射波實(shí)驗(yàn)曲線的比較,建立一種在小樣品范圍內(nèi)考慮三維波動(dòng)效應(yīng)的焊縫材料本構(gòu)關(guān)系研究方法,該方法可以用來(lái)模擬SHTB的高應(yīng)變率加載條件,研究了焊接構(gòu)件在高應(yīng)變率加載條件下的變形特征,獲得了焊縫材料的應(yīng)變率敏感參數(shù)。主要結(jié)論如下:
(1)利用等應(yīng)變測(cè)試法,得到了焊縫材料準(zhǔn)靜態(tài)應(yīng)力應(yīng)變關(guān)系。實(shí)驗(yàn)結(jié)果表明,焊縫材料屈服強(qiáng)度及抗拉強(qiáng)度比母材有顯著提高,但延伸率顯著下降,這體現(xiàn)出焊縫材料細(xì)晶硬脆化趨勢(shì)。
(2)通過(guò)LS-DYNA數(shù)值模擬與SHTB實(shí)驗(yàn)相結(jié)合的方法,得到了304、316L及焊縫材料的Johnson-Cook本構(gòu)模型參數(shù)。
(3)通過(guò)數(shù)值模擬得到的試樣塑性流動(dòng)段與實(shí)驗(yàn)數(shù)據(jù)吻合較好,較真實(shí)地反映了應(yīng)變率效應(yīng)對(duì)焊縫材料動(dòng)態(tài)力學(xué)性能的影響。
(4)雖然用數(shù)值模擬方法研究了焊接構(gòu)件實(shí)驗(yàn)段內(nèi)的三維應(yīng)力、應(yīng)變波動(dòng)效應(yīng),但仍存在一些問(wèn)題,如數(shù)值計(jì)算精度的改進(jìn)、接觸邊界條件的選取以及忽略絕熱溫升效應(yīng)所造成的誤差,尤其是樣品頸縮以后的變形失穩(wěn)模擬,這都是值得今后進(jìn)一步開(kāi)展的研究工作。
[1]Xu Z,Li Y.Dynamic behaviors of 0Cr18Ni10Ti stainless steel welded joints at elevated temperatures and high strain rates[J].Mechanics of Materials,2009,41(2):121-130.
[2]王成.400MPa級(jí)超級(jí)鋼激光焊接及其焊接性研究[D].北京:清華大學(xué),2002.
[3]魏延鵬,虞鋼,段祝平.高溫高應(yīng)變率下異種不銹鋼激光焊接件的力學(xué)性能[J].爆炸與沖擊,2011,31(5):504-509.WEI Yan-peng,YU Gang,DUAN Zhu-ping.Mechanical properties of laser-welded dissimilar stainless steels structure at elevated temperature and high strain rates[J].Explosion and Shock Waves,2011,31(5):504-509.
[4]Berretta J R,de Rossi W,das Neves M D M,et al.Pulsed Nd:YAG laser welding of AISI 304to AISI 420stainless steels[J].Optics and Lasers in Engineering,2007,45(9):960-966.
[5]魏延鵬.304及316L激光焊接件動(dòng)態(tài)力學(xué)性能的實(shí)驗(yàn)研究[D].北京:中國(guó)科學(xué)院研究生院,2010.
[6]Johnson G R,Cook W H.A constitutive model and data for metals subjected to large strains,high strain rates and high temperatures[C]∥Proceedings of the 7th International Symposium on Ballistics.The Hague,Netherlands,1983:541-545.
[7]DiLellio J A,Olmstead W E.Numerical solution of shear localization in Johnson-Cook materials[J].Mechanics of Materials,2003,35(3/4/5/6):571-580.
[8]Milani A S,Dabboussi W,Nemes J A.An improved multi-objective identification of Johnson-Cook material parameters[J].International Journal of Impact Engineering,2009,36(2):294-302.
[9]Rule W K,Jones S E.A revised form for the Johnson-Cook strength model[J].International Journal of Impact Engineering,1998,21(8):609-624.
[10]Samantaray D,Mandal S,Bhaduri A K.A comparative study on Johnson Cook,modified Zerilli-Armstrong and Arrhenius-type constitutive models to predict elevated temperature flow behavior in modified 9Cr-1Mo steel[J].Computational Materials Science,2009,47(2):568-576.
[11]Umbrello D,M’Saoubi R,Outeiro J C.The influence of Johnson-Cook material constants on finite element simulation of machining of AISI 316Lsteel[J].International Journal of Machine Tools and Manufacture,2007,47(3):462-470.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
焊接(2015年9期)2015-07-18 11:03:53