電子束焊直流伺服驅動裝置的更新設計與實現
2011-09-16 05:52:38夏筱筠胡志陽霍淑蘭劉月和
中國設備工程 2011年5期
關鍵詞:信號
夏筱筠,胡志陽,霍淑蘭,劉月和
(1.中國科學院沈陽計算技術研究所有限公司 遼寧 沈陽 110168;2.中航工業沈陽黎明航空發動機(集團)有限責任公司 遼寧 沈陽 110043;)
一、引言
電子束焊接技術是利用高速運動的電子束流轟擊工件的原理進行焊接加工的一種比較精密的焊接技術。然而,設計者多著眼于焊接精度的提高,而忽視起輔助作用的配套裝置,導致焊接的效率沒有實質性的提高,例如現有的直流伺服驅動器存在驅動電路復雜、驅動裝置本身消耗的功率大等問題。為解決這些不足,設計了一種結構簡單、小功率的直流伺服驅動裝置。
二、電子束焊直流伺服驅動裝置的組成及工作原理
該裝置主要由寬范圍供電電源模塊、開關量模塊、模擬量模塊、功率驅動模塊、使能控制功能模塊、報警模塊等組成。其部分設計框圖如圖1所示。
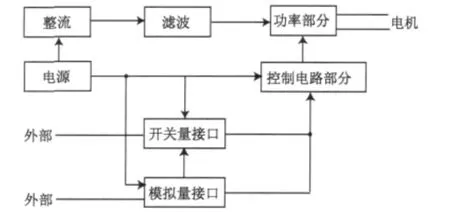
圖1 驅動整體設計框圖
其工作原理是:寬范圍供電電源模塊為其他各功能模塊提供電源,外部信號通過開關量模塊與模擬量模塊轉換后送入內部控制電路部分,最后控制電路輸出指令信號至功率部分,從而驅動電機運行。
1.開關量模塊:
主要由開關量接口模塊及開關量數據隔離模塊組成,電路圖見圖2。
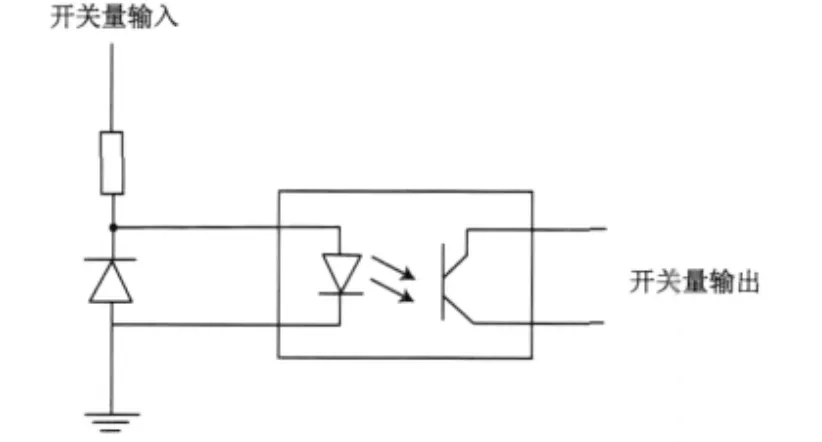
圖2 開關量模塊電路圖
其基本功能是接收各種外部裝置或過程的開關信號,并通過開關量數據隔離模塊將其轉換為相應的電流信號送入其內部的控制電路。開關量數據隔離模塊不但起著信號轉換的作用,同時還起到了將此接口模塊的外部電路與其內部電路在電氣上進行隔離,隔離電壓可達1 500V以上。從而確保了內部電路的電氣安全。
2.模擬量模塊:
此部分主要由放大器、調制器、解調器、基準源及擬諧器等組成,框圖如圖3所示。
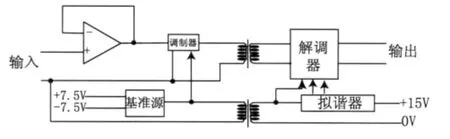
圖3 模擬量模塊框圖
工作時,+15V電源連接到擬諧器,使其工作。從而產生頻率為25kHz的載波信號。通過變壓器耦合,經整流和濾波,可完成±10V直流或5kHz的交流瞬態變化的電壓隔離。
這種直流模擬隔離技術能完成3 000V的輸入與輸出方式的隔離。為直流伺服在多種復雜環境下使用提供了方便。
在輸入電路中,輸入信號經放大器放大后,通過調制器調制成載波信號,再經變壓器送入解調器,以致在輸出端重現輸入信號。由于解調信號要經三階濾波器濾波,從而使得輸出信號中的噪聲和紋波達到最小,為后級應用電路提供良好的激勵源。
3.功率驅動模塊:
此部分采用PWM等效脈沖驅動方式,高頻的開關頻率可達到22kHz,電流輸出峰值50A,連續工作功率238W。可驅動無刷DC伺服電機在直流電壓反饋閉環模式(即伺服自身電壓閉環方式)、直流電流輸出電流閉環方式(即伺服自身輸出電流閉環方式)、直流伺服電機轉速全閉環模式、開環模式下工作。
4.報警模塊:
具有過流監視功能,可實現過載保護,驅動器過熱保護,以及過電壓報警等功能。當功率及功率控制電路發生異常時,出現報警。此時,直流伺服驅動停止工作,前面板的紅色指示燈長亮。電流限制起作用時,當直流伺服驅動的工作電流大于設定的極限報警電流時,出現報警。此時,直流伺服驅動停止工作,前面板的紅色指示燈長亮。
輸出報警極限電流由10~30A 8擋不同的范圍開關設定,如圖4所示。當開關1閉合時,此時的極限報警電流為12A,限流電阻與極限報警電流對應關系見表1。
三、電子直流伺服驅動裝置設計特點
1.在寬范圍的交流40~150V的條件下都能正常運行。
2.具有左向行駛禁止、右向行駛禁止、終端使能(即“允許”信號)、運行使能、停止運行系統設備,準備就緒等各種條件功能。
3.有伺服輸出的電流范圍選擇,輸出報警極限電流有10~30A 等8擋不同的范圍開關設定。
4.伺服系統可選擇直流電壓反饋閉環模式(即伺服自身電壓閉環方式)。直流電流輸出電流閉環方式(即伺服自身輸出電流閉環方式)。直流伺服電機轉速全閉環模式。開環功能工作模式等多種選擇。
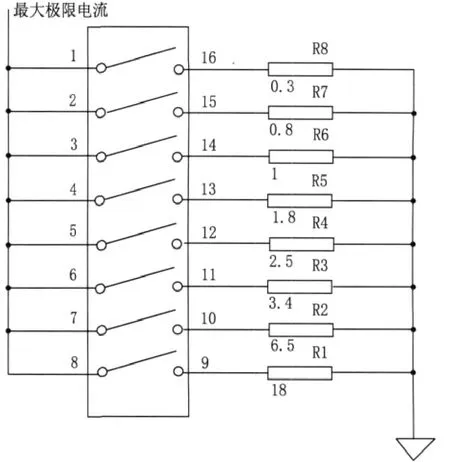
圖4 輸出報警極限電流部分框圖

表1 限流電阻與極限報警電流對應關系
四、結束語
本電子束焊直流伺服驅動裝置具有結構簡單,操作方便,成本低等優點。同時,輸入輸出的開關量接口均采用光電隔離技術來設計完成,為直流伺服驅動裝置在多種復雜環境下使用提供了方便。
[1]王亞軍.電子束焊加工技術的現狀與發展.中國機械工程動力學會第八次全國焊接會誶論文集,1991.
[2]劉春飛.電子束焊接技術發展歷史、現狀及展望.航天制造技術,2003.
[3]陳伯宇.電力拖動自動控制系統[M].機械工業出版社,1998,6.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
