應用數字超聲探傷儀零點校準功能判斷焊縫未焊透缺陷
2011-09-16 03:21:54兗礦集團興隆莊煤礦阮文峰
中國設備工程 2011年9期
兗礦集團興隆莊煤礦 阮文峰 董 軍
主要敘述利用數字化探傷儀零點校準時間顯示功能,解決焊縫橫波探傷未焊透缺陷的定性,在使用中利用其數字儀本身的精確度和智能優勢可以巧妙解決探傷中常見的缺陷問題。
隨著NDT技術在企業中的廣泛應用,數字探傷儀在UT檢測中以其體積小、功耗低、性能高、功能多、重量輕、易操作等特點越來越凸顯其優勢地位,尤其在超聲探傷的定性分析方面優勢更加明顯。
一、數字化超聲探傷儀對焊縫的橫波探傷
焊接件焊縫的質量優劣直接影響著設備和部件的安全,比如:壓力容器、特種設備、公路橋梁、煤礦井架、大型劇院的鋼架頂梁等。焊縫常見的缺陷有:外部缺陷的咬邊、焊瘤、燒錯邊、成形不良、表面氣孔;內部缺陷的氣孔、夾渣、未焊透、未熔合、裂紋等。焊縫的缺陷定性比較復雜,在這里就焊縫的未焊透缺陷通過數字化超聲探傷儀的檢測談一些體會。
未焊透是焊接時接頭根部未完全熔透的現象,對對接焊縫也指焊縫深度未達到設計要求使焊縫金屬沒有進入接頭根部的現象,稱未焊透。是由于焊接電流小、熔深淺、坡口和間隙尺寸不合理、鈍邊太大;磁偏吹影響、焊條偏芯度太大、層間及焊根清理不良等原因產生。
二、兩種鋼焊縫缺陷的數字探傷儀操作
在探測兩焊縫之前,根據工藝流程,先制作DAC(面板曲線)引用標準GB/T11345-1989、JB4735-2005,假設使用CTS-2020探傷儀、2.5Z14×14K2斜探頭,通過儀器面板調節鍵,對儀器參數進行初步設定:在“基本菜單”中輸入探測范圍、材料聲速、脈沖移位;在“計測”菜單中,選擇測試點選擇;“收發”菜單中進行雙探頭、重復頻率、檢波方式的選擇。然后,對探頭進行參數測定(見圖1)。

圖1 儀器面板正視圖
首先是“探頭零點”和“前沿長度”的測定,筆者表述的零點校準即指探頭零點的調整,簡要敘述是這樣的,用斜探頭對CSK-1A試塊上的R100mm圓弧面進行掃射,確定最高回波,固定探頭,通過調節“選定閘門起位”使已選定閘門套住該回波;調節“探頭零點”的值,使聲程為100mm(這是本文敘述的要點之處)。在這里如果使用模擬探傷儀進行校準時,偏差會很大,聲程是調整不到100mm的,數字超聲探傷儀的精確度能達到±0.2%,所以,零位調整比較準確,能夠精確調整到100mm(見圖2)。
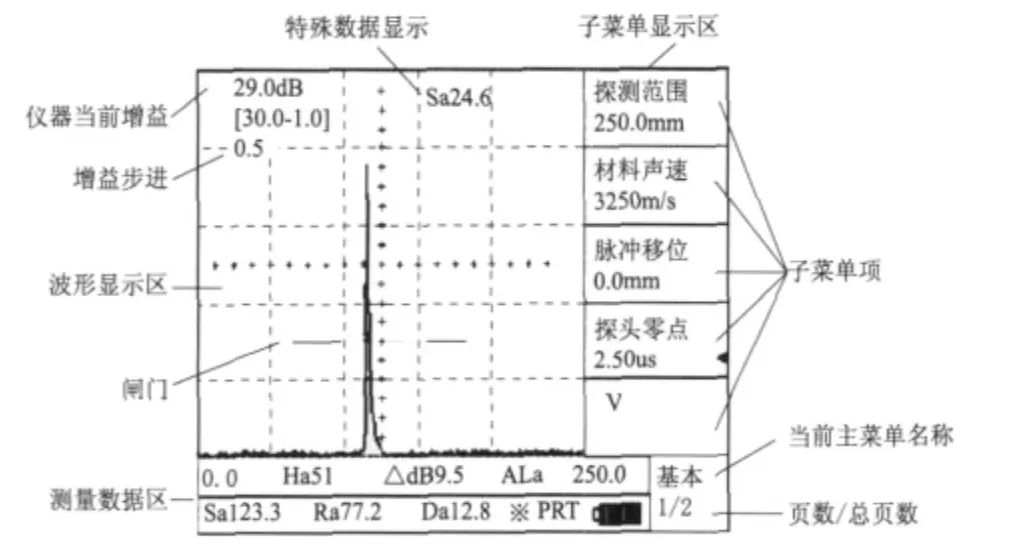
圖2 零點調整畫面
然后,用鋼尺量出探頭的前沿長度,輸入到“計測”菜單和“前沿長度X”攔中,按照要求測定K值,然后算出R50mm和R100mm圓弧按深度標定在時基線上的格數,時基線按照深度標定完畢,用已校正過的斜探頭掃射對比試塊CSK-ⅢA上深度為10mm的φ1mm孔六個,找到最高回波,用已選定的閘門套住該回波(波幅需在20%到80%之間),按“打印鍵”,出現“DAC回波”為1,此時已記錄第一個回波參考點,并自動繪出第一段曲線,重復上述操作依次記錄20mm、30mm、40mm、50mm等由淺入深的孔的回波,在儀器面板上依次連接這些孔深回波的基準點,DAC(即面板曲線)曲線制作完成,此時按照JB4730-2005標準,依次設定判廢線、定量線、評定線,按下儀器面板上的存儲鍵將面板曲線保存以后就能對焊縫進行探傷了。
在探傷時入射聲程探頭零點會發生漂移,(即零點漂移)此時為了準確判斷缺陷就要對探頭零點進行校準。零點漂移是指探頭入射點發生位移的現象。
三、分析判斷
在檢測圖3、圖4焊縫時,在[計測]菜單中輸入的工件厚度要與被測焊件的板厚相同(本例為20mm鋼板對接焊縫),設置被測件厚度后儀器會自動計算出缺陷的實際深度距離,用斜探頭對焊縫區域進行掃查,當發現缺陷時,用已選定的閘門套住缺陷回波,儀器會自動計算并顯示缺陷位置的相關數據,如果按深度標距探測時出現聲程偏差可以判斷為未焊透。
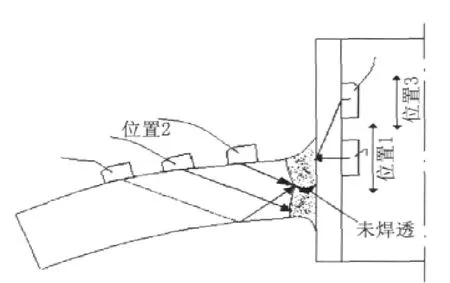
圖3 插入式管座角焊縫檢測示意圖
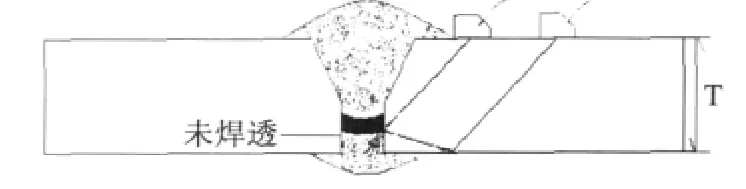
圖4 “V”坡口焊縫未焊透示意圖
未焊透具有以下特征:(1)有一定的長度,一般產生于起弧和熄弧處;(2)焊接時電流較小;(3)未焊透的位置根據坡口型式,一般在焊縫的中部、焊縫兩側和焊縫根部。未焊透的回波特征:反射率高,波幅較高;因為有一定的長度和固定的位置探頭水平移動時波形較穩定;從焊縫兩側探傷時,能得到大致相同的當量;未焊透的反射當量一般大于同聲程的φ2mm橫孔。判斷未焊透時需要注意的是檢測中考慮到入射聲程和反射聲程會產生探頭零點漂移,(應對焊接件表面清潔清理,保證檢測面表面粗糙度(一般為▽6.3)及符合探傷要求的探測面寬度,(一次波0.75P;二次波1.25P;P=2TK),這既是利用數字探傷儀的零點漂移探測焊縫的未焊透缺陷要點之處。實際在探傷中基于這種方法還要結合探傷經驗才能達到靈活的應用。
無損檢測的過程是復雜的,一個合格的超聲探傷人員需要具有很好的無損探傷(NDT)的物理基礎,掌握無損探傷的原理和方法,才能在探傷時對缺陷做出較準確的評判。
[1]錢會元.船舶超聲波探傷[M].中國船舶工業總公司船舶工藝研究所,1991.
[2]史亦韋.國防科技工業無損檢測人員資格鑒定與認證培訓教材[M].機械工業出版社,2010.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13