航空發動機典型量檢具參數化設計
2011-08-26 08:05:06安魯陵
制造業自動化 2011年1期
馬 奔,安魯陵,衛 煒
MA Ben, AN Lu-ling, WEI Wei
(南京航空航天大學 機電學院,南京 210016)
0 引言
在航空發動機量檢具的設計過程中,設計人員在每次設計同一類量檢具時會重復做一些以往設計中做過的工作,比如同一類量檢具只是尺寸大小和公差不同,每次設計都要重新畫圖和標注,這不僅浪費了設計時間,還加大了設計人員的勞動強度,為了達到知識的重用、提高設計的效率和縮短產品設計周期,結合某航空發動機制造公司的實際需求,研究典型量檢具的參數化設計技術,在Unigraphics平臺上,應用二次開發工具UG/Open開發航空發動機典型量檢具的參數化設計系統。
參數化設計是指參數化模型的尺寸用相對應的關系表示,而不需要用確定的數值[1]。參數化設計可以有效地提高設計的自動化水平,很好地促進和支持新產品的創新設計和快速設計,并能綜合地解決企業產品知識在獲取、存儲、積累、管理和再利用等環節中存在的問題。該技術經過擴展還可以實現由用戶需求驅動,快速得到相似產品參數化模型及其關鍵參數,基于關鍵參數設計出參數組,再對產品參數化模型進行參數化驅動,即可以得到符合用戶需求的新產品實例的所有設計資料,從而填補了產品概念設計與詳細設計之間存在的斷層。在定單及大批量定制生產和要求創新的市場環境下,該技術對于企業的生存、競爭和發展具有格外重要的意義[2]。
本文在對四種典型量檢具的設計過程分析的基礎上,進行知識提煉,將不同系列參數的典型量檢具模型模板化。在工裝模型模板的基礎上通過參數驅動該工裝裝配模型,再由裝配模型中的參數來驅動其下零件和子裝配模型的更新,相應的,與每個零件參數關聯的工程圖,包括符合國標、企業要求的工程圖樣、尺寸標注、表面粗糙度標注、形位公差標注以及A0-A4工程圖標題框(欄)和明細表等內容在參數驅動下變更,從而實現自上而下的工裝快速設計過程。
1 四種典型量檢具的參數化建模
四種典型量檢具包括:普通螺紋塞規、普通螺紋環規、圓柱直齒漸開線花鍵塞規,圓柱直齒漸開線花鍵環規。在參數化建模的過程中,要遵守以下原則:
1)每個模型的草圖要達到完全約束,不能過約束也不能欠約束,否則在后期參數化驅動過程中會導致模型更新出錯;
2)模型的所有特征達到參數化,包括初始建模的草圖以及在草圖上架構起來的特征;
3)用自上而下的方法建立裝配體模型及其下子零件的模型,即每個子零件模型的參數引用自其所在裝配模型的參數,由裝配模型的參數驅動子零件模型參數,如圖1所示。
1.1 典型量檢具的設計過程
下面以普通螺紋塞規為例,介紹量檢具的參數化設計過程。
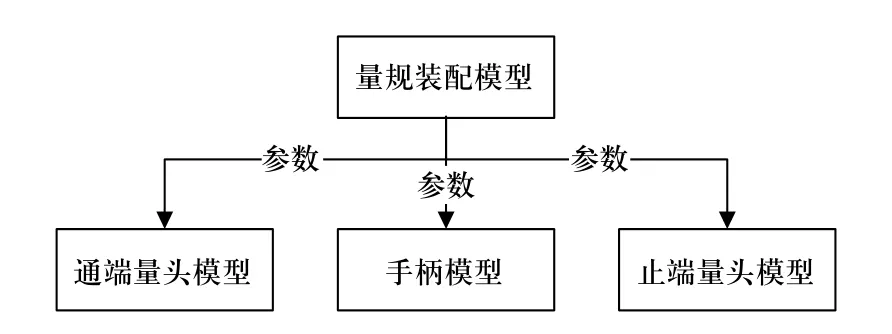
圖1 量檢具模型參數關聯示意圖
普通螺紋塞規是用來檢驗內螺紋是否合格的工藝裝備,工藝人員通過所要生產的內螺紋產品的參數來設計相應的螺紋塞規,對于不同參數范圍的內螺紋,對應不同結構的螺紋塞規,具體如表1所示。
傳統的設計方法是:工裝人員根據所給內螺紋工件的螺紋參數,通過國家標準的螺紋塞規尺寸的計算方法和查詢螺紋塞規的國家標準,計算出螺紋塞規的量頭、手柄的輪廓參數及螺紋參數,然后運用二維CAD繪圖軟件,繪制工程圖,通過審核后交由生產部門生產。
上述設計方法中計算塞規參數和繪制工程圖占用設計周期時間長而且有大部分工作是重復性的,針對這一設計問題本文提出了量檢具的參數化設計思想,設計人員通過產品參數計算工裝參數,再由參數驅動模型模板,通過模板更新獲得想要設計的工裝產品的模型和二維圖,設計流程圖如圖2所示。
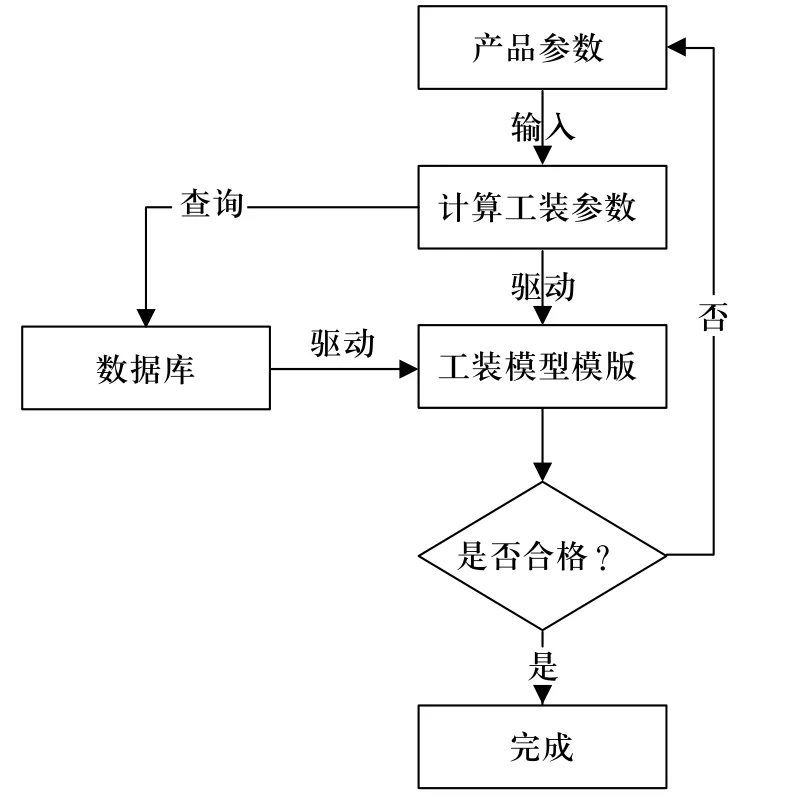
圖2 典型量檢具設計流程圖
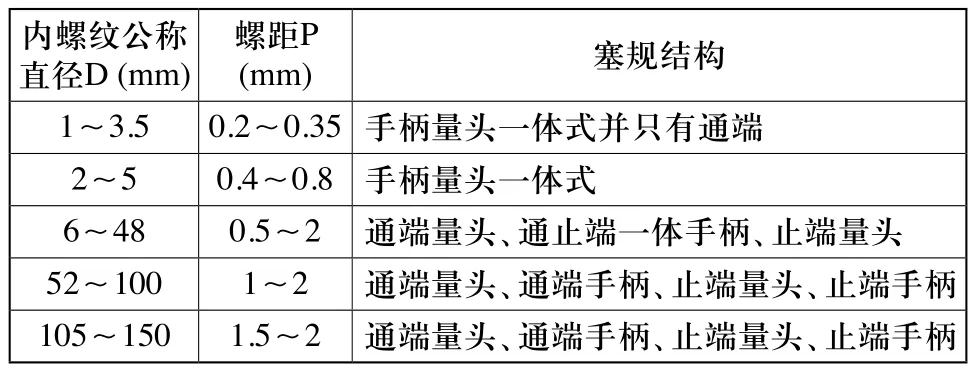
表1 螺紋塞規外廓尺寸
1.2 典型量檢具的參數化模型模板的建立
在分析了量檢具的設計流程后,首先是建立工裝模型模板,由于不同工件參數對應其量規結構不同,因此按照不同的量規結構來劃分模板,如表1中普通螺紋塞規共有五種結構,將每一種結構作為一種模板來建立模型,由輸入的工件參數驅動相對應的量規模型模板。
下面以普通螺紋塞規為例介紹量規模型模板的建立,如圖3為內螺紋公稱直徑在6~48mm的普通螺紋塞規結構示意圖,圖中標簽圓1為通端量頭,標簽圓2為止端量頭,標簽圓3為通止端一體手柄。
由圖3可知該螺紋塞規是由三個子零件組成的,首先對三個子零件分別參數化建模,本文所運用的建模CAD軟件為Unigraphics(簡稱UG),該軟件是全球主流的CAD系統,是計算機輔助設計、輔助制造、輔助工程和產品數據管理(CAD /CAM / CAE / PDM)一體化的軟件系統之一[3]。

圖3 螺紋塞規結構示意圖
UG的參數化模型主要是通過其表達式來驅動圖形特征實現的,表達式實際就是圖形中的參數,UG將所有的參數集成到工具欄中的表達式模塊下,用戶可以直接使用該模塊,在模塊中修改表達式的值來實現模型圖形的參數化驅動。
螺紋塞規的參數化建模中,主要是通止端量頭上螺紋牙型的參數化建模,通端塞規上螺紋部分是截短的外螺紋牙型,止端塞規螺紋部分是完整的外螺紋牙型,具體如表2所示,而每一種螺紋牙型在不同的螺距范圍內牙型也有兩種,具體如圖4所示,圖4為完整的外螺紋牙型在螺距P大于0.5mm和其他螺距值的兩種牙型。
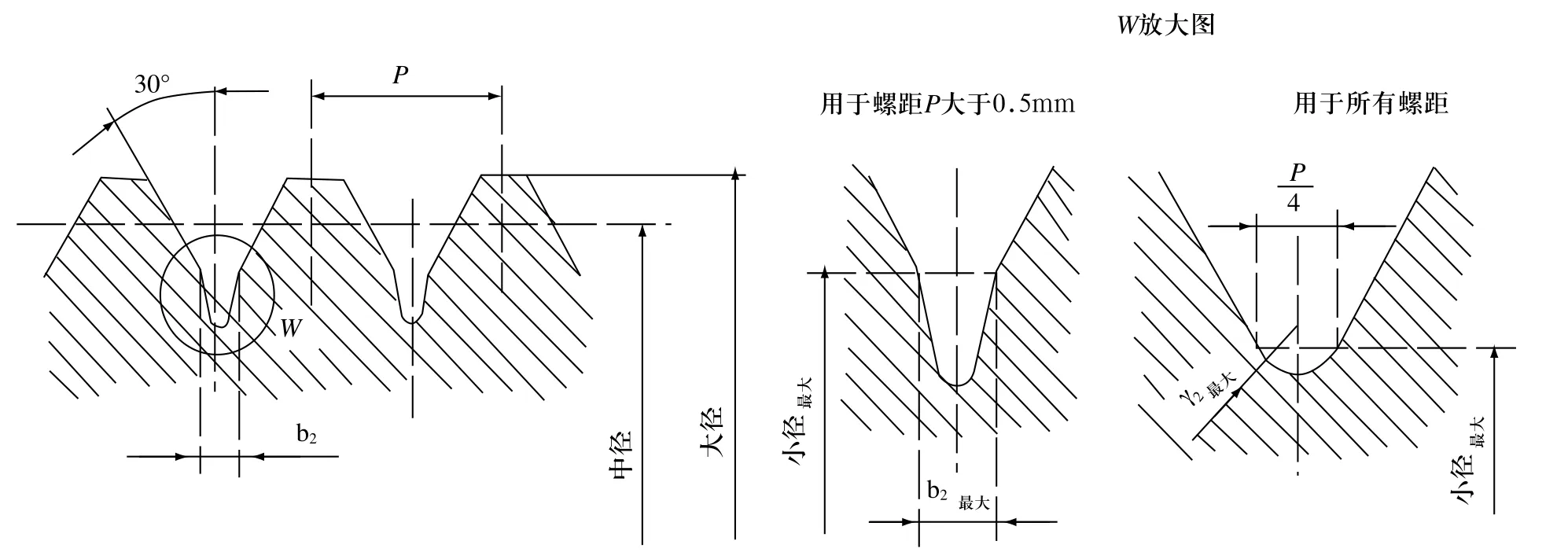
圖4 完整的外螺紋牙型

表2 螺紋塞規結構特征表
對于螺紋塞規在不同螺距下的兩種牙型,在參數化建模中通過不同的螺距值來驅動不同的圖形特征實現,即在參數化建模時,一個圖形模型中建立兩種牙型的圖形特征,通過表達式中螺距的值,來決定當前模型要顯示相應螺距值的牙型,另一個牙型特征隱藏,在UG中稱為表達式抑制圖形特征。首先,建立兩種牙型的完全約束草圖,之后運用螺紋曲線的數學公式定義參數化螺紋曲線的表達式,如圖5,最后在螺紋曲線的基礎上通過拉伸掃掠等建模操作實現量規螺紋部分的完全參數化建模,即通過螺距,螺紋公稱直徑、螺紋中徑等螺紋基本參數來驅動螺紋曲線和牙型草圖的變化從而驅動螺紋模型的變更,圖6為完全參數化驅動的螺紋塞規通端量頭,圖左側的部件導航器顯示所有參數化圖形特征,包括被表達式抑制的螺紋牙型特征。
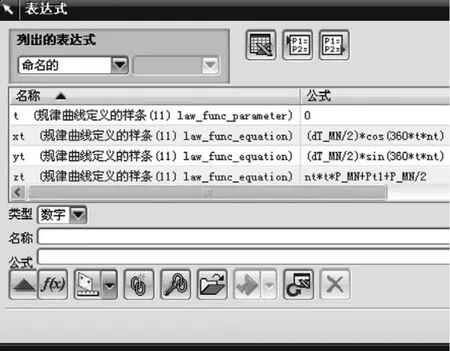
圖5 參數化螺紋曲線的表達式
按照上述參數化建模方法建立螺紋塞規、螺紋環規、花鍵塞規和花鍵環規的參數化模型模板。

圖6 螺紋塞規參數化模型
2 量檢具設計模板庫的建立
上述的四類量檢具中,螺紋量規包括美制螺紋量規和公制螺紋量規,四類量檢具總共有四十七種尺寸結構形式,建立的參數化模型模板較多,因此提出了構建量檢具設計模板庫,建庫可以使設計者更方便的管理查詢模型模板,便于后續添加更多要設計的工裝產品。
本文建庫所使用的產品數據管理(PDM Products Data Management)軟件是 UGS Teamcenter 2007,Teamcenter是西門子公司開發的一款產品數據管理軟件,它可以為各類針對專業領域的應用軟件提供基本數據管理平臺,為產品提供從研發到維護的全程管理[4]。
2.1 量檢具模型模板庫的分類
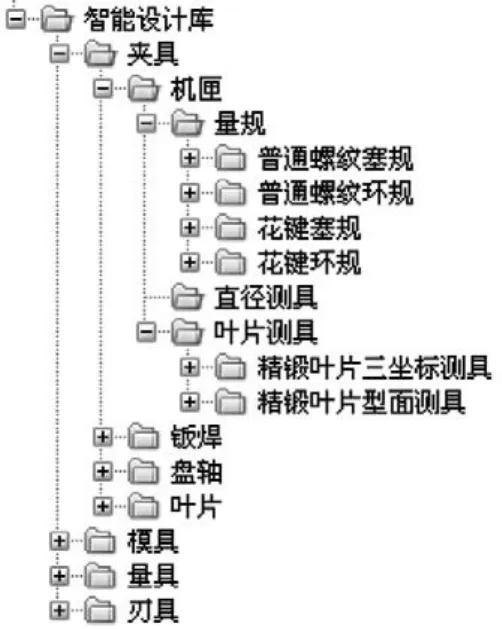
圖7 模型模板的分類
分類原則按照某企業工裝分類規則,如圖7所示, 首先按照工裝大類分為夾具、模具、量具、刃具,在這四大類下各有機匣、鈑焊、盤軸、葉片,每一子類下又有量規等具體工裝分類,每一種量檢具下應存放相應的模型模板。
2.2 量檢具模型模板的導入
在建立好模板庫的總體框架后,導入已建好的模型模板,在Teamcenter中導入時,只需導入裝配體文件,其下的子零件會自動導入,并默認按照模板的文件名作為ID號儲存在Teamcenter的數據庫中,在Teamcenter中,每個文件的ID號是唯一的,所以ID號也是本文參數化設計系統中用來查詢的關鍵字。
3 量檢具快速設計系統的實現
3.1 量檢具結構尺寸數據庫的建立
在量檢具的傳統設計過程中,設計人員要往往要通過查詢國家標準獲得量檢具的結構尺寸參數,本文將量檢具的國家標準數據表錄入到數據庫中,通過設計人員輸入的工件參數來計算判斷所要查詢的數據,將獲得的參數輸入到裝快速設計系統中,簡化了設計人員的操作和設計思路,提高了設計效率。
3.2 量檢具參數化設計流程
量檢具參數化設計程序流程圖如圖8所示,設計人員只需通過輸入工件的參數,通過程序,最終獲得所要設計的相應的工裝。
3.3 量檢具參數化設計實例
如圖9所示,為漸開線圓柱直齒花鍵塞規的參數化設計實例,設計人員通過輸入內花鍵的齒數、模數、壓力角等參數,完成花鍵塞規的設計。
4 結論
本文在分析了航空發動機量檢具傳統設計過程基礎上,提出了量檢具的參數化設計方法,通過參數化建模、構建模型模板庫實現了設計人員通過工件參數來快速實現量檢具的設計。相比傳統的工裝設計過程,省去了設計人員查詢工裝數據,繪制二維工程圖等重復性較大的設計過程,有效提高了設計的自動化水平,降低了設計人員的勞動強度,縮短了產品設計周期,對某航空企業的發展起到了積極的作用。

圖8 量檢具參數化設計程序流程圖
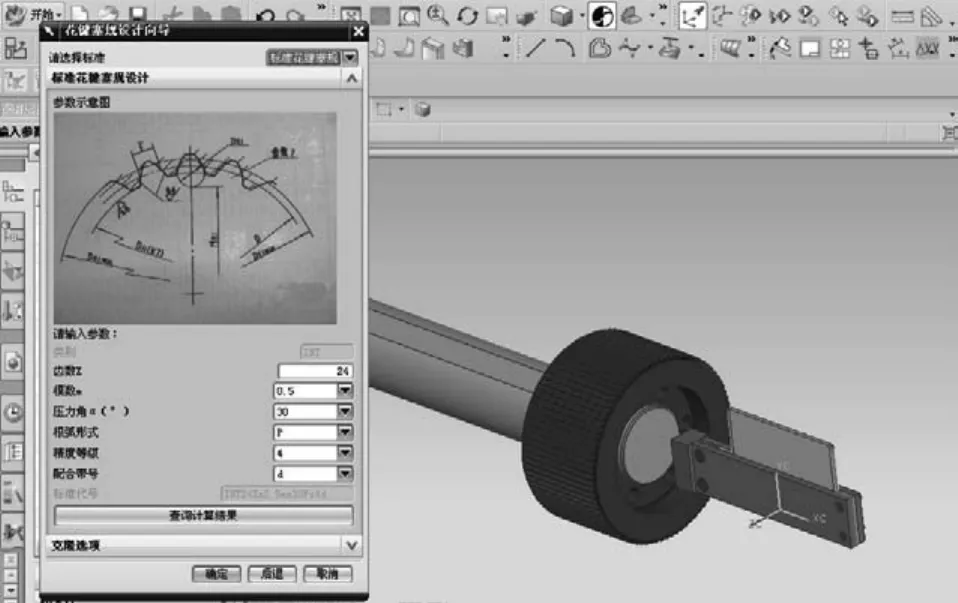
圖9 花鍵塞規參數化設計實例
[1]Y.M.Deng,Y.C.Lam,S.B.Tor.A CAD/CAE Integrated Injection Molding Design System [J]. Engineering With Computer, 2002, (18): 95-100.
[2]張富官. 復合材料構件成型模具的參數化設計技術研究[D]. 南京航空航天大學, 2008.
[3]黃翔, 李迎光. UG應用開發教程與實例精解[M]. 北京:清華大學出版社, 2005: 102.
[4]Unigraphics Solutions Inc, UG WAVE, UGS Inc., 2000.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
現代裝飾(2020年7期)2020-07-27 01:27:42
數學物理學報(2020年2期)2020-06-02 11:29:24
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
